


LAPORAN PRAKTIKUM ALAT BANTU DAN STATISTIKA
PENGUKURAN DIMENSI PANJANG DAN DIAMETER
INA RAHMATIKA FAJRI
12/329939/TK/39142
PROGRAM STUDI TEKNIK INDUSTRI
JURUSAN TEKNIK MESIN DAN INDUSTRI
FAKULTAS TEKNIK
UNIVERSITAS GADJAH MADA
2014
DAFTAR ISI
HALAMAN JUDUL............................................................................................... i
DAFTAR ISI............................................................................................................ ii
DAFTAR TABEL.................................................................................................... iii
DAFTAR GAMBAR............................................................................................... iv
BAB I PENDAHULUAN................................................................................... 1
1.1 Latar Belakang................................................................................. 1
1.2 Tujuan .............................................................................................. 2
BAB II LANDASAN TEORI ............................................................................. 3
2.1 Pengertian Metrologi......................................................................... 3
2.2 Mistar................................................................................................ 3
2.3 Mistar Ingsut Manual........................................................................ 3
2.4 Vernier Caliper Dial........................................................................... 4
2.5 Vernier Caliper Digital...................................................................... 6
2.6 Kesalahan Pengukuran...................................................................... 7
BAB III METODOLOGI...................................................................................... 8
3.1 Alat dan Bahan.................................................................................. 8
3.2 Waktu dan Tempat............................................................................ 8
3.3 Prosedur Praktikum.......................................................................... 8
BAB IV HASIL DAN PEMBAHASAN............................................................... 10
4.1 Hasil Pengukuran Seluruh Praktikan............................................... 10
4.2 Pembahasan Hasil Pengukuran........................................................ 14
4.3 Hasil Penjumlahan Panjang dan Lebar Benda.................................. 17
BAB V PENUTUP............................................................................................... 19
5.1 Kesimpulan........................................................................................ 19
5.2 Saran.................................................................................................. 19
DAFTAR PUSTAKA............................................................................................... 21
LAMPIRAN............................................................................................................. 22
1
DAFTAR TABEL
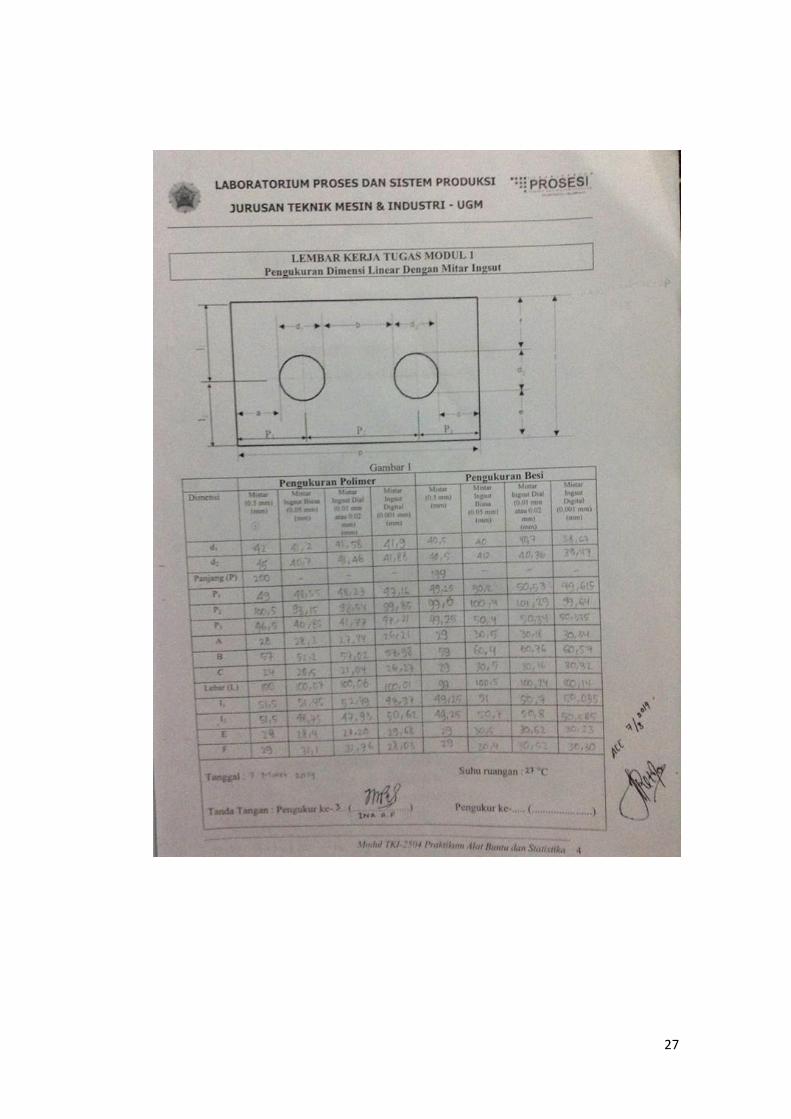
Tabel 4.1 Tabel hasil pengukuran Ina Rahmatika Fajri ............................................. 10
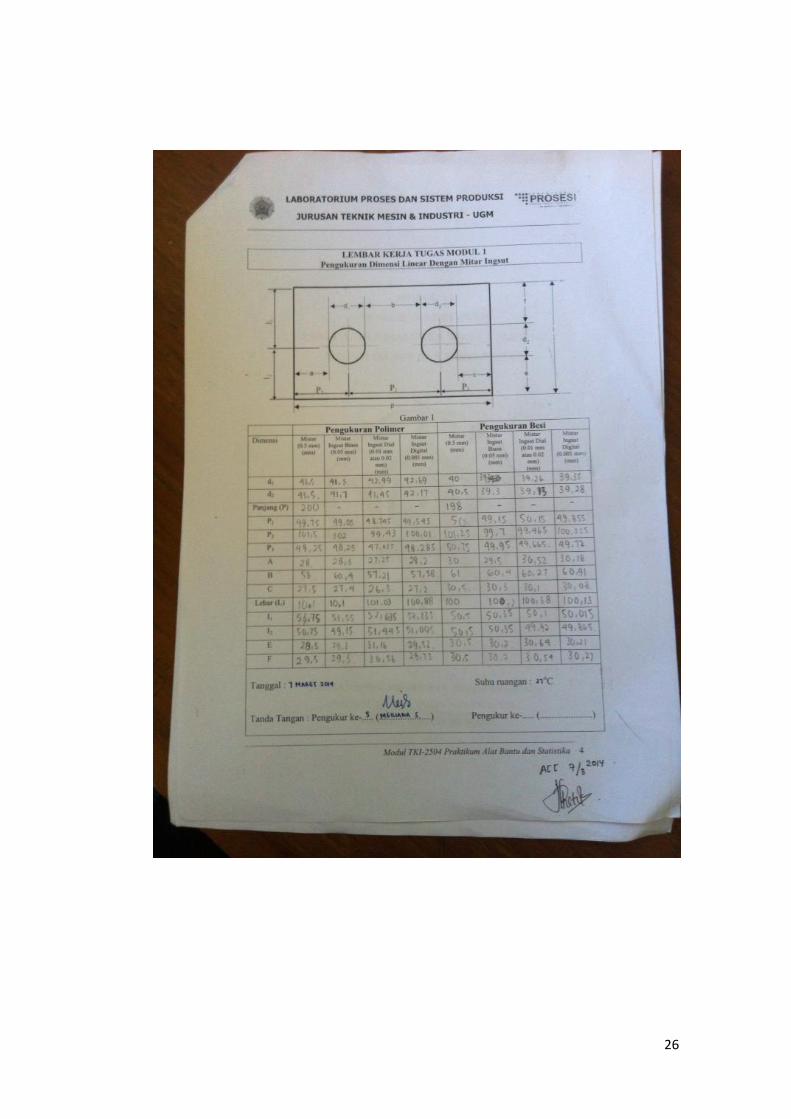
Tabel 4.2 Tabel hasil pengukuran Meiliana Siregar................................................... 11
Tabel 4.3 Tabel hasil pengukuran Andreas Wahyu Anditya Prathama....................... 11
Tabel 4.4 Tabel hasil pengukuran Aris Okta Pinem................................................... 12
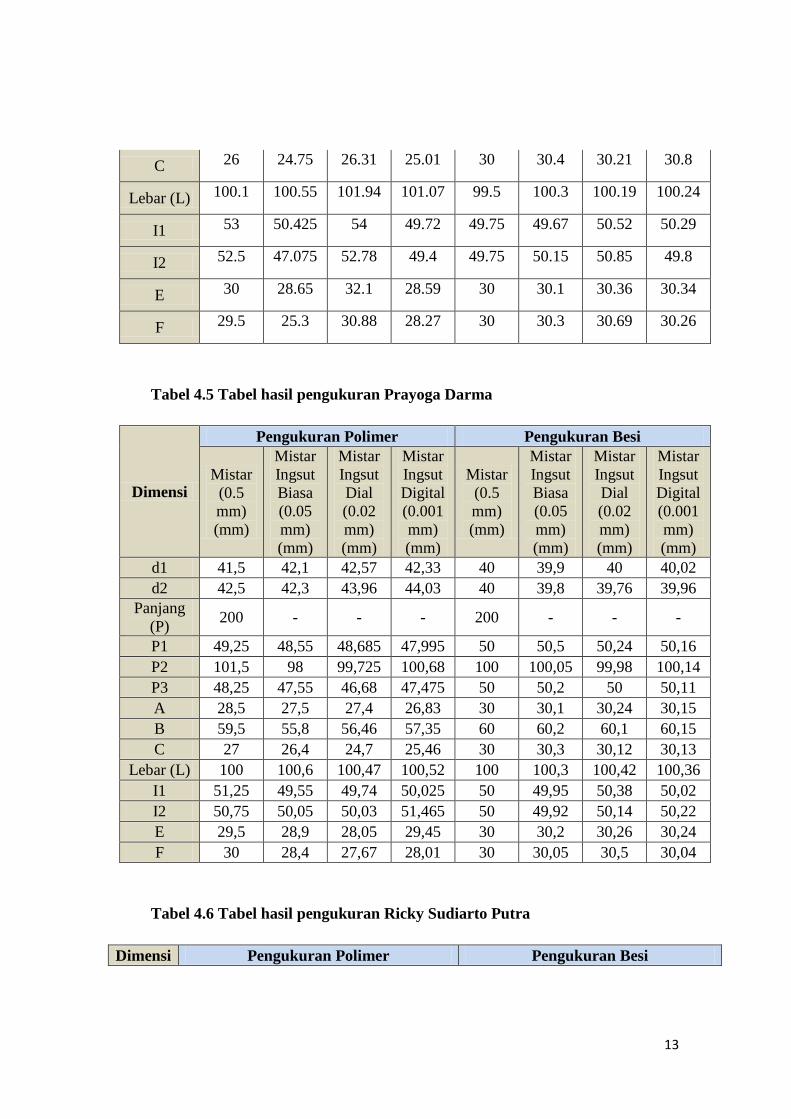
Tabel 4.5 Tabel hasil pengukuran Prayoga Darma..................................................... 13
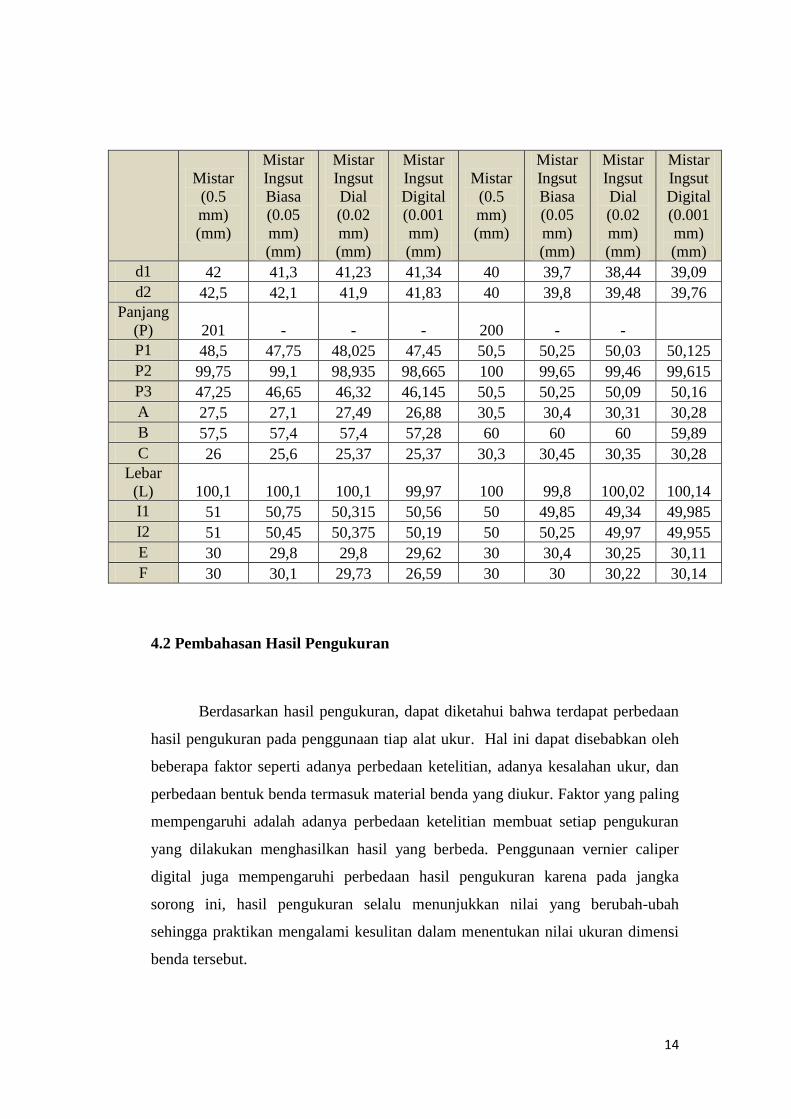
Tabel 4.6 Tabel hasil pengukuran Ricky Sudiarto Putra............................................ 13
Tabel 4.7 Tabel Hasil penjumlahan panjang dan lebar benda yang diukur................ 17
2
DAFTAR GAMBAR
Gambar 2.1 Mistar dan hasil pengukurannya............................................................ 3
Gambar 2.2 Vernier caliper manual dengan ketelitian 0,05 mm................................ 4
Gambar 2.3 Vernier caliper dial................................................................................. 5
Gambar 2.4 Vernier caliper digital............................................................................. 6
Gambar 3.1 Bentuk dan dimensi benda kerja............................................................ 9
Gambar 4.1 Benda kerja polimer............................................................................... 16
Gambar 4.2 Benda kerja besi................................................................................... 16
3
1
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pengukuran merupakan kegiatan membandingkan suatu besaran yang diukur
dengan alat ukur yang digunakan sebagai satuan. Pengukuran adalah salah satu
hal yang perlu dikuasai oleh setiap kalangan masyarakat. Tidak terkecuali oleh
calon-calon industrial engineer. Disiplin ilmu yang mempelajari cara-cara
pengukuran disebut sebagai ilmu metrologi. Bagi industrial engineer, ilmu
metrologi dapat digunakan untuk mengukur hal yang berkaitan dengan produksi
dan kontrol kualitas. Ini mencakup prosedur kalibrasi, interval kalibrasi,
pengendalian proses pengukuran dan manajemen alat ukur di industri untuk
memastikan bahwa produk berada dalam keadaan memenuhi persyaratan untuk
digunakan. Suatu produk yang berkualitas pasti memiliki dimensi yang benar
sehingga industrial engineer harus dapat melakukan pengukuran metrologi. Selain
itu, ilmu metrologi juga membantu industrial engineer untuk melakukan supervisi
terhadap proses produksi yang dilakukan, sehingga kesalahan dapat
diminimalkan. Dengan demikian industrial engineer dapat menyetir jalannya
proses produksi dengan baik.
Oleh karena pentingnya ilmu pengukuran bagi industrial engineer, maka
dalam laporan ini akan dibahas mengenai penggunaan alat ukur panjang dan
diameter. Alat ukur yang digunakan meliputi mistar dan berbagai tipe vernier
caliper (vernier caliper manual, vernier caliper dial, dan vernier caliper digital).
Alat ukur tersebut digunakan untuk mengukur dimensi linier benda kerja
berbentuk balok dengan dua lubang. Dengan adanya pengukuran ini juga dibahas
mengenai karakteristik masing-masing benda kerja sehingga mendapatkan hasil
pengukuran yang akurat sesuai dengan ukuran benda asli.
2
Dalam pengukuran, kecermatan alat ukur merupakan salah satu faktor yang
mempengaruhi keakuratan ukuran sehingga pengukuran harus dilakukan dengan
baik sesuai prosedur yang telah ditentukan. Manusia atau pengguna alat ukur juga
perlu mengetahui bagaimana cara mengukur yang benar agar tidak terjadi
kesalahan atau error.
1.2 Tujuan
Praktikan dapat bekerja dengan menggunakan alat ukur sederhana
(mistar), dan berbagai jenis mistar ingsut (vernier caliper manual,
vernier caliper dial, dan vernier caliper digital)
Praktikan mampu menentukan alat ukur yang paling tepat untuk
mengendalikan suatu jenis besaran linier pada proses pengendalian
kualitas produksi.
3
BAB II
LANDASAN TEORI
2.1 Pengertian Metrologi
Metrologi adalah disiplin ilmu yang mempelajari cara-cara pengukuran,
kalibrasi dan akurasi di bidang industri, ilmu pengetahuan dan teknologi.
Metrologi dikelompokkan ke dalam tiga kategori utama dengan tingkat kerumitan
dan akurasi yang berbeda-beda: metrologi ilmiah, metrologi industri dan
metrologi legal.
2.2 Mistar
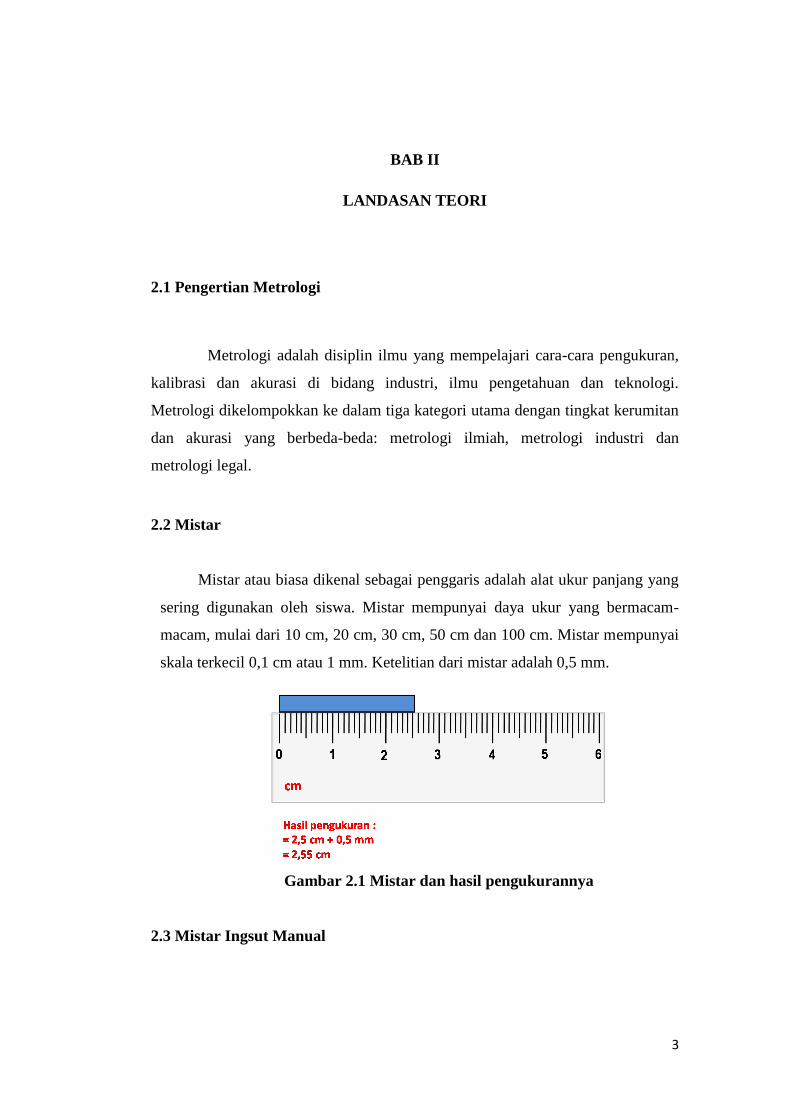
Mistar atau biasa dikenal sebagai penggaris adalah alat ukur panjang yang
sering digunakan oleh siswa. Mistar mempunyai daya ukur yang bermacam-
macam, mulai dari 10 cm, 20 cm, 30 cm, 50 cm dan 100 cm. Mistar mempunyai
skala terkecil 0,1 cm atau 1 mm. Ketelitian dari mistar adalah 0,5 mm.
Gambar 2.1 Mistar dan hasil pengukurannya
2.3 Mistar Ingsut Manual
4
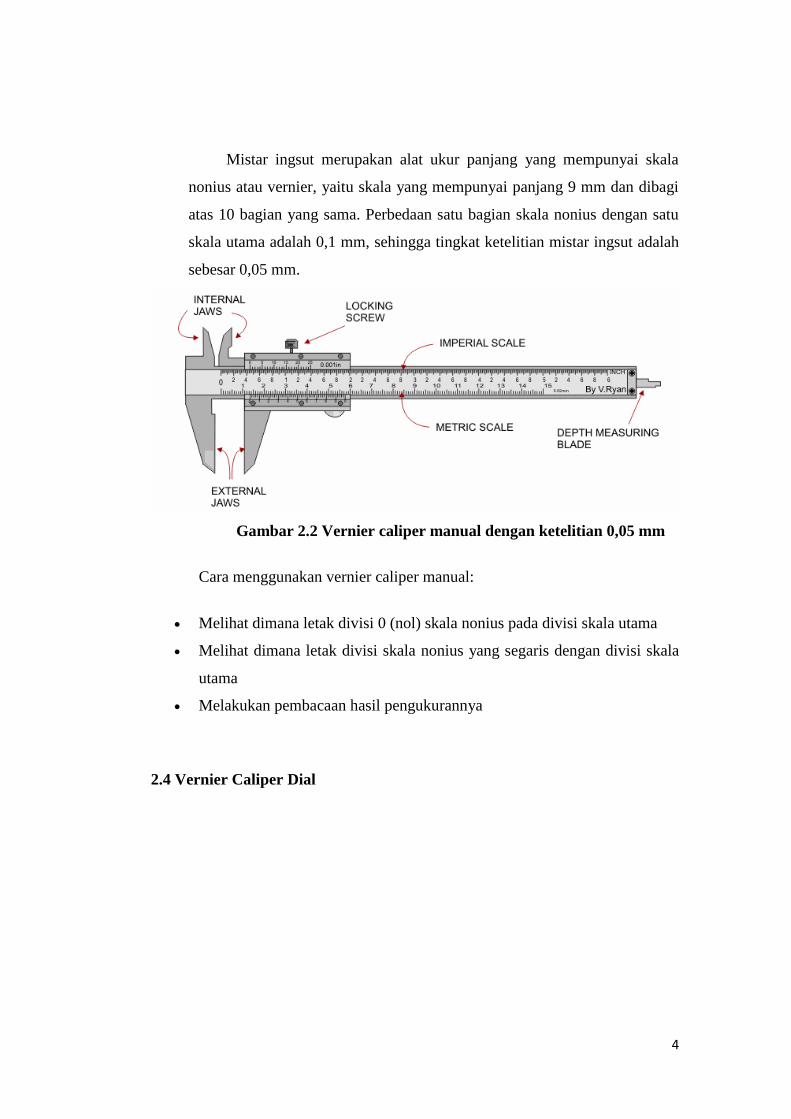
Mistar ingsut merupakan alat ukur panjang yang mempunyai skala
nonius atau vernier, yaitu skala yang mempunyai panjang 9 mm dan dibagi
atas 10 bagian yang sama. Perbedaan satu bagian skala nonius dengan satu
skala utama adalah 0,1 mm, sehingga tingkat ketelitian mistar ingsut adalah
sebesar 0,05 mm.
Gambar 2.2 Vernier caliper manual dengan ketelitian 0,05 mm
Cara menggunakan vernier caliper manual:
Melihat dimana letak divisi 0 (nol) skala nonius pada divisi skala utama
Melihat dimana letak divisi skala nonius yang segaris dengan divisi skala
utama
Melakukan pembacaan hasil pengukurannya
2.4 Vernier Caliper Dial
5
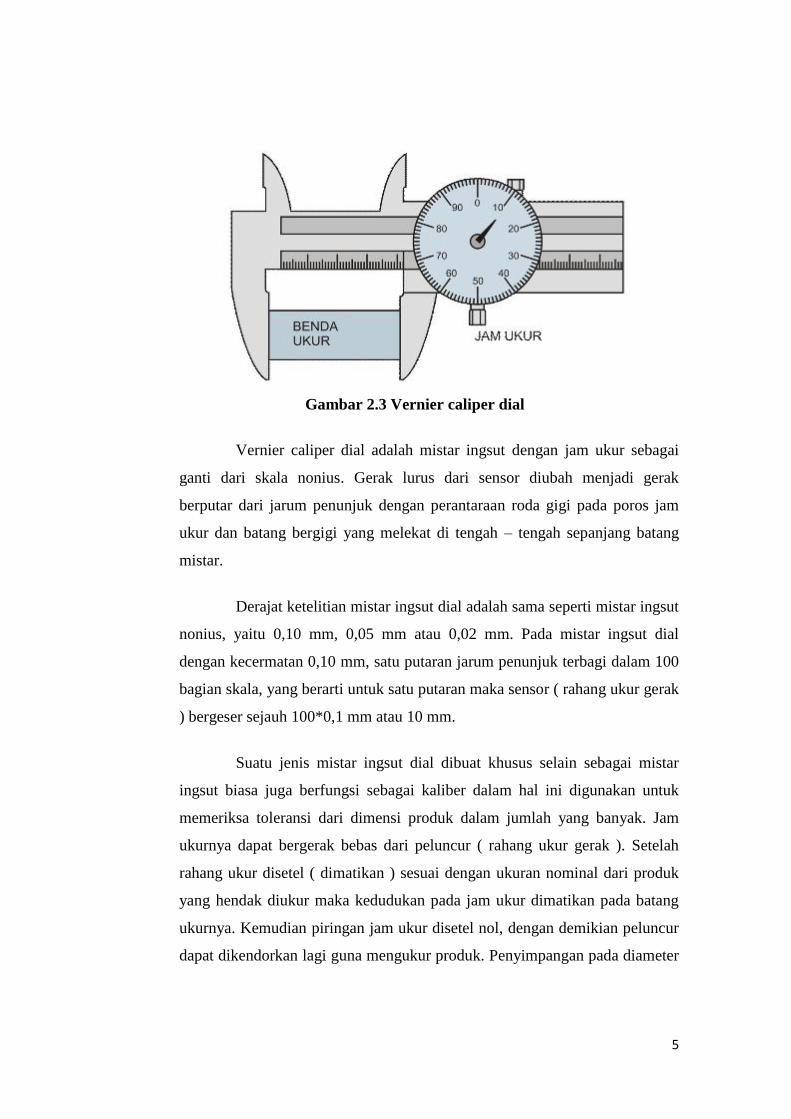
Gambar 2.3 Vernier caliper dial
Vernier caliper dial adalah mistar ingsut dengan jam ukur sebagai
ganti dari skala nonius. Gerak lurus dari sensor diubah menjadi gerak
berputar dari jarum penunjuk dengan perantaraan roda gigi pada poros jam
ukur dan batang bergigi yang melekat di tengah – tengah sepanjang batang
mistar.
Derajat ketelitian mistar ingsut dial adalah sama seperti mistar ingsut
nonius, yaitu 0,10 mm, 0,05 mm atau 0,02 mm. Pada mistar ingsut dial
dengan kecermatan 0,10 mm, satu putaran jarum penunjuk terbagi dalam 100
bagian skala, yang berarti untuk satu putaran maka sensor ( rahang ukur gerak
) bergeser sejauh 100*0,1 mm atau 10 mm.
Suatu jenis mistar ingsut dial dibuat khusus selain sebagai mistar
ingsut biasa juga berfungsi sebagai kaliber dalam hal ini digunakan untuk
memeriksa toleransi dari dimensi produk dalam jumlah yang banyak. Jam
ukurnya dapat bergerak bebas dari peluncur ( rahang ukur gerak ). Setelah
rahang ukur disetel ( dimatikan ) sesuai dengan ukuran nominal dari produk
yang hendak diukur maka kedudukan pada jam ukur dimatikan pada batang
ukurnya. Kemudian piringan jam ukur disetel nol, dengan demikian peluncur
dapat dikendorkan lagi guna mengukur produk. Penyimpangan pada diameter
6
nominal dapat dibaca pada jam ukur karena jam ukur mempunyai poros yang
berpegas.
2.5 Vernier Caliper Digital
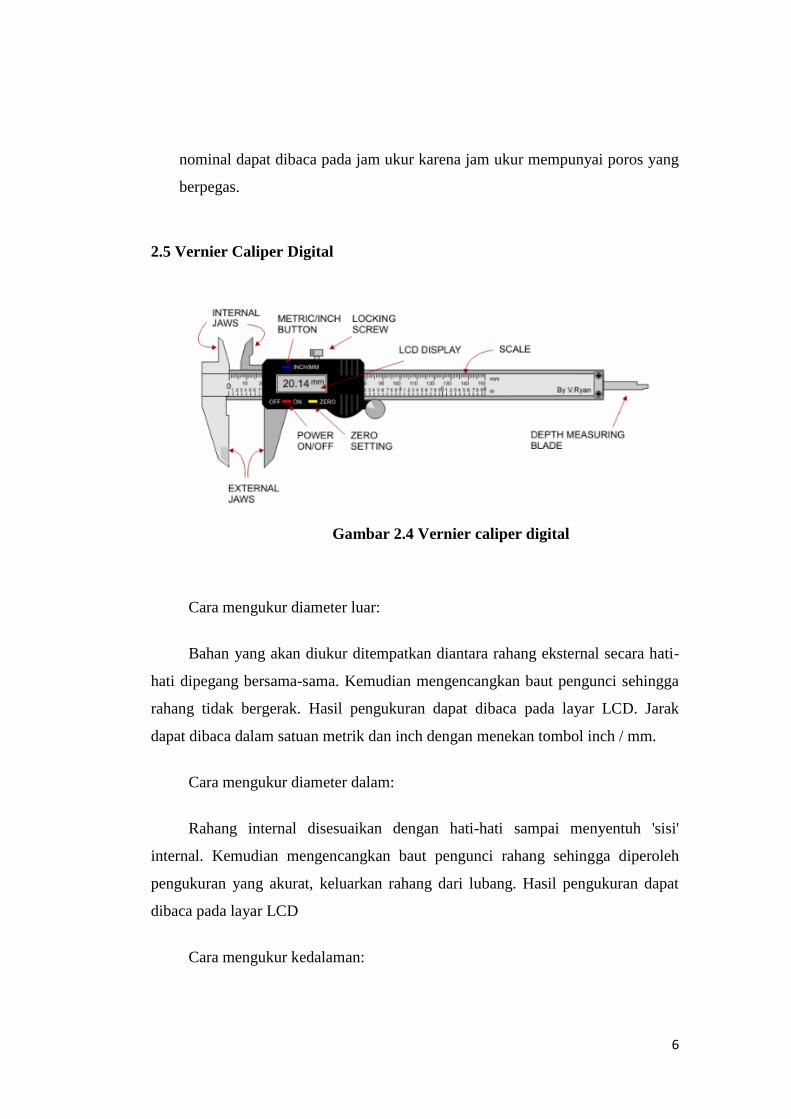
Gambar 2.4 Vernier caliper digital
Cara mengukur diameter luar:
Bahan yang akan diukur ditempatkan diantara rahang eksternal secara hati-
hati dipegang bersama-sama. Kemudian mengencangkan baut pengunci sehingga
rahang tidak bergerak. Hasil pengukuran dapat dibaca pada layar LCD. Jarak
dapat dibaca dalam satuan metrik dan inch dengan menekan tombol inch / mm.
Cara mengukur diameter dalam:
Rahang internal disesuaikan dengan hati-hati sampai menyentuh 'sisi'
internal. Kemudian mengencangkan baut pengunci rahang sehingga diperoleh
pengukuran yang akurat, keluarkan rahang dari lubang. Hasil pengukuran dapat
dibaca pada layar LCD
Cara mengukur kedalaman:
7
Menempelkan dasar dari vernier caliper pada bagian atas lubang dan pisau
pengukuran kedalaman dikeluarkan atau digeser sampai menyentuh dasar lubang,
mengencangkan baut pengunci. Hasil pengukuran dapat dibaca pada layar LCD.
2.6 Kesalahan Pengukuran
Dalam melakukan pengukuran tidak dapat dihindari terjadinya kesalahan.
Kesalahan pengukuran ini dikelompokkan menjadi kesalahan sistematik dan
kesalahan acak. Kesalahan sistematik adalah kesalahan yang sumbernya dapat
diikuti dan dipelajari sehingga dapat diperbaiki sampai batas sekecil - kecilnya.
Kesalahan acak adalah kesalahan yang sumbernya sulit diikuti dan dipelajari
sehingga tidak dapat diperbaiki
Contoh kesalahan sistematis:
Kesalahan dalam melakukan kalibrasi
Penentuan nilai skala alat ukur yang tidak tepat.
Kondisi alat ukur yang sudah berubah.
Pengaruh alat ukur terhadap besaran yang diukur.
Ketidakcermatan membaca skala
Kesalahan posisi pengamat atau kesalahan paralak.
Contoh kesalahan acak :
Kesalahan menaksirkan skala terkecil
Kesalahan definisi
(contoh: penampang kawat yang dianggap lingkaran sempurna).
Nilai besaran yang selalu berubah
( contoh: suhu atau tegangan yang tidak stabil).
Gangguan dari luar yang tak dapat dihindari.
8
BAB III
METODOLOGI PENELITIAN
3.1 Alat dan Bahan
Dua benda yang akan diukur yaitu terbuat dari polimer dan besi
Water pass
Alat ukur linier sederhana (mistar) 0,5 mm
Mistar ingsut dengan kecermatan 0,05 mm
Mistar ingsut dial indikator dengan kecermatan 0,01 mm dan 0,02 mm
Mistar ingsut digital dengan kecermatan 0,001 mm
3.2 Waktu dan Tempat
Hari dan tanggal : Jumat, 7 Maret 2014
Waktu : 07.00 – 09.30 WIB
Tempat : Laboratorium proses dan sistem produksi
Jurusan Teknik Mesin dan Industri UGM
3.4 Prosedur Praktikum
1. Memastikan benda yang akan diukur dalam keadaan permukaan benda
yang rata menggunakan waterpass.
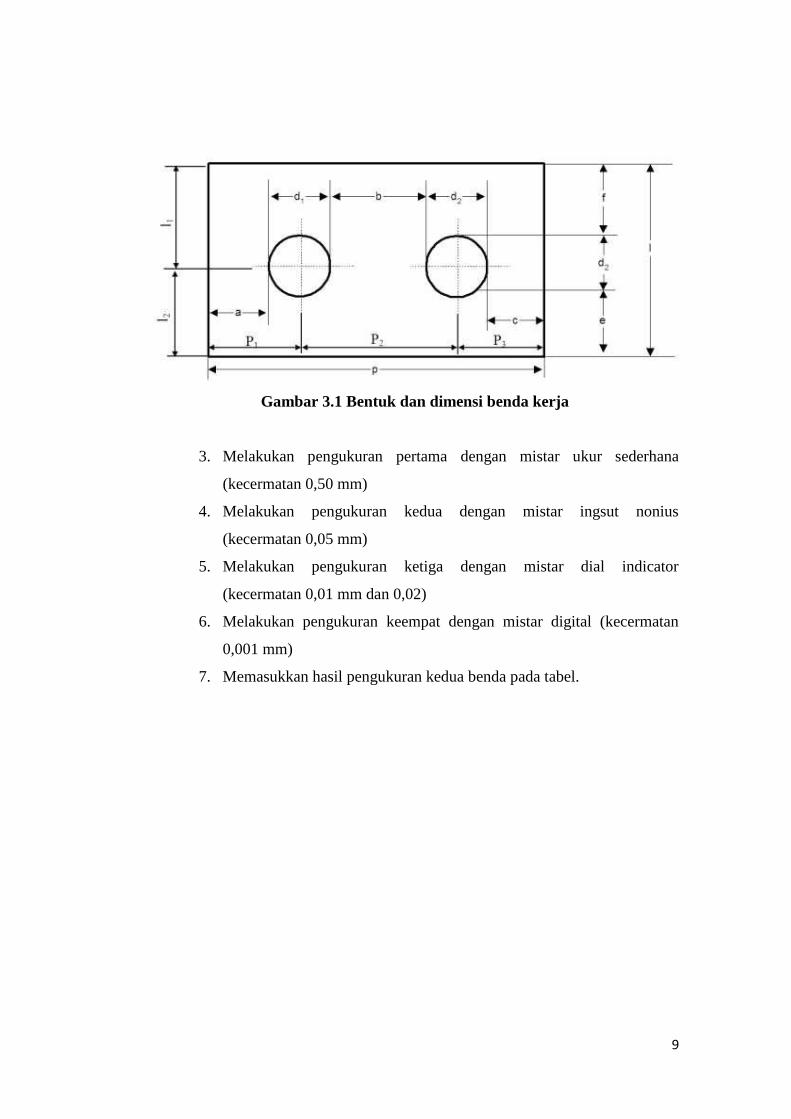
2. Melakukan pengukuran terhadap benda kerja seperti pada gambar:
9
Gambar 3.1 Bentuk dan dimensi benda kerja
3. Melakukan pengukuran pertama dengan mistar ukur sederhana
(kecermatan 0,50 mm)
4. Melakukan pengukuran kedua dengan mistar ingsut nonius
(kecermatan 0,05 mm)
5. Melakukan pengukuran ketiga dengan mistar dial indicator
(kecermatan 0,01 mm dan 0,02)
6. Melakukan pengukuran keempat dengan mistar digital (kecermatan
0,001 mm)
7. Memasukkan hasil pengukuran kedua benda pada tabel.
10
BAB IV
HASIL DAN PEMBAHASAN
4.1 Hasil Pengukuran Seluruh Praktikan
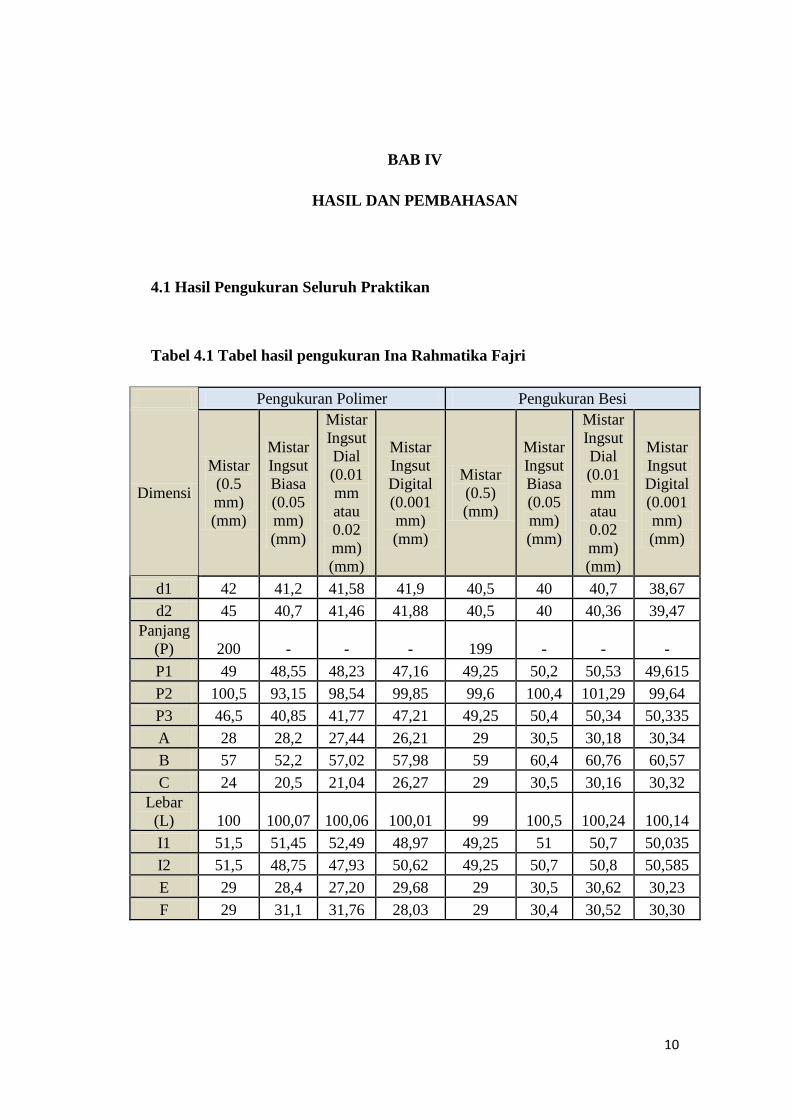
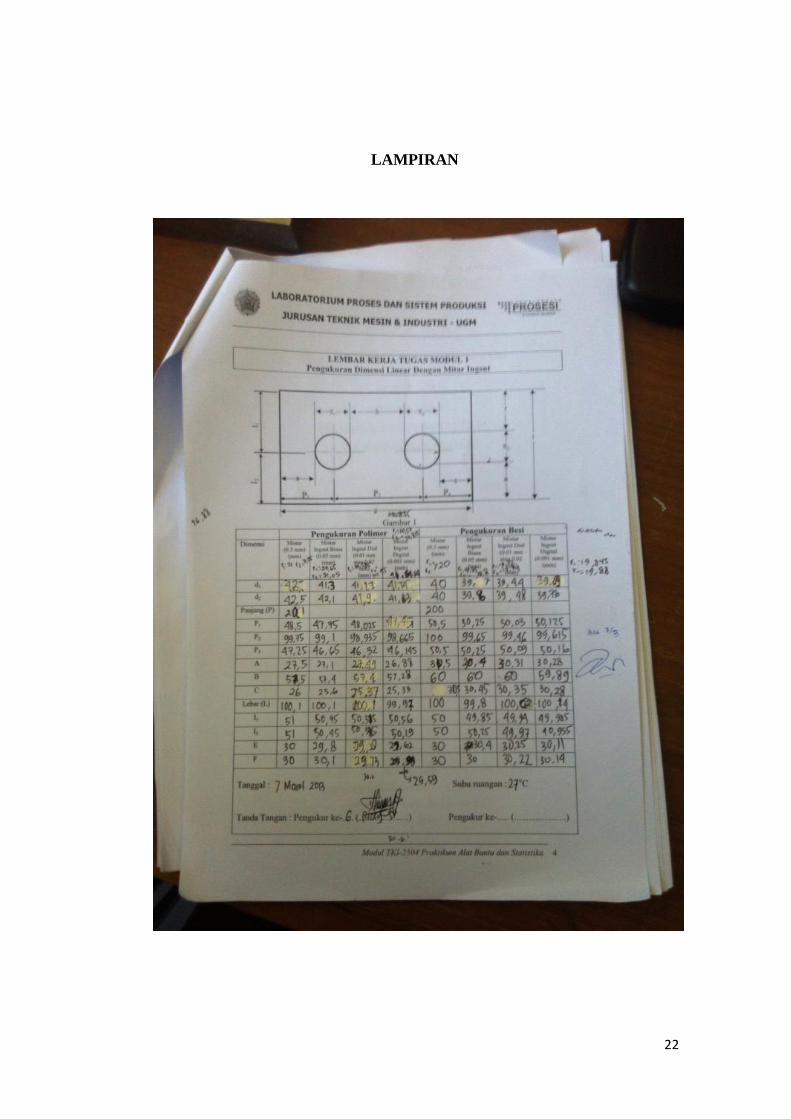
Tabel 4.1 Tabel hasil pengukuran Ina Rahmatika Fajri
Pengukuran Polimer Pengukuran Besi
Dimensi
Mistar
(0.5
mm)
(mm)
Mistar
Ingsut
Biasa
(0.05
mm)
(mm)
Mistar
Ingsut
Dial
(0.01
mm
atau
0.02
mm)
(mm)
Mistar
Ingsut
Digital
(0.001
mm)
(mm)
Mistar
(0.5)
(mm)
Mistar
Ingsut
Biasa
(0.05
mm)
(mm)
Mistar
Ingsut
Dial
(0.01
mm
atau
0.02
mm)
(mm)
Mistar
Ingsut
Digital
(0.001
mm)
(mm)
d1 42 41,2 41,58 41,9 40,5 40 40,7 38,67
d2 45 40,7 41,46 41,88 40,5 40 40,36 39,47
Panjang
(P) 200 - - - 199 - - -
P1 49 48,55 48,23 47,16 49,25 50,2 50,53 49,615
P2 100,5 93,15 98,54 99,85 99,6 100,4 101,29 99,64
P3 46,5 40,85 41,77 47,21 49,25 50,4 50,34 50,335
A 28 28,2 27,44 26,21 29 30,5 30,18 30,34
B 57 52,2 57,02 57,98 59 60,4 60,76 60,57
C 24 20,5 21,04 26,27 29 30,5 30,16 30,32
Lebar
(L) 100 100,07 100,06 100,01 99 100,5 100,24 100,14
I1 51,5 51,45 52,49 48,97 49,25 51 50,7 50,035
I2 51,5 48,75 47,93 50,62 49,25 50,7 50,8 50,585
E 29 28,4 27,20 29,68 29 30,5 30,62 30,23
F 29 31,1 31,76 28,03 29 30,4 30,52 30,30
11
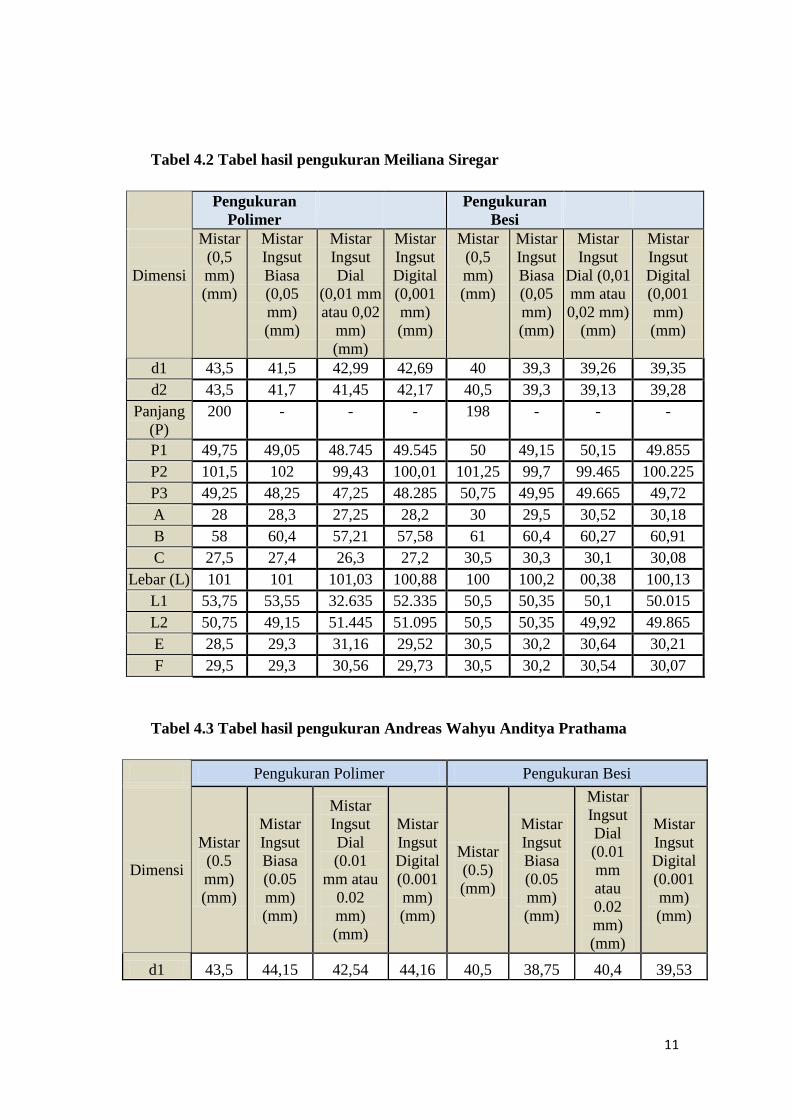
Tabel 4.2 Tabel hasil pengukuran Meiliana Siregar
Pengukuran
Polimer
Pengukuran
Besi
Dimensi
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05
mm)
(mm)
Mistar
Ingsut
Dial
(0,01 mm
atau 0,02
mm)
(mm)
Mistar
Ingsut
Digital
(0,001
mm)
(mm)
Mistar
(0,5
mm)
(mm)
Mistar
Ingsut
Biasa
(0,05
mm)
(mm)
Mistar
Ingsut
Dial (0,01
mm atau
0,02 mm)
(mm)
Mistar
Ingsut
Digital
(0,001
mm)
(mm)
d1 43,5 41,5 42,99 42,69 40 39,3 39,26 39,35
d2 43,5 41,7 41,45 42,17 40,5 39,3 39,13 39,28
Panjang
(P)
200 - - - 198 - - -
P1 49,75 49,05 48.745 49.545 50 49,15 50,15 49.855
P2 101,5 102 99,43 100,01 101,25 99,7 99.465 100.225
P3 49,25 48,25 47,25 48.285 50,75 49,95 49.665 49,72
A 28 28,3 27,25 28,2 30 29,5 30,52 30,18
B 58 60,4 57,21 57,58 61 60,4 60,27 60,91
C 27,5 27,4 26,3 27,2 30,5 30,3 30,1 30,08
Lebar (L) 101 101 101,03 100,88 100 100,2 00,38 100,13
L1 53,75 53,55 32.635 52.335 50,5 50,35 50,1 50.015
L2 50,75 49,15 51.445 51.095 50,5 50,35 49,92 49.865
E 28,5 29,3 31,16 29,52 30,5 30,2 30,64 30,21
F 29,5 29,3 30,56 29,73 30,5 30,2 30,54 30,07
Tabel 4.3 Tabel hasil pengukuran Andreas Wahyu Anditya Prathama
Pengukuran Polimer Pengukuran Besi
Dimensi
Mistar
(0.5
mm)
(mm)
Mistar
Ingsut
Biasa
(0.05
mm)
(mm)
Mistar
Ingsut
Dial
(0.01
mm atau
0.02
mm)
(mm)
Mistar
Ingsut
Digital
(0.001
mm)
(mm)
Mistar
(0.5)
(mm)
Mistar
Ingsut
Biasa
(0.05
mm)
(mm)
Mistar
Ingsut
Dial
(0.01
mm
atau
0.02
mm)
(mm)
Mistar
Ingsut
Digital
(0.001
mm)
(mm)
d1 43,5 44,15 42,54 44,16 40,5 38,75 40,4 39,53
12
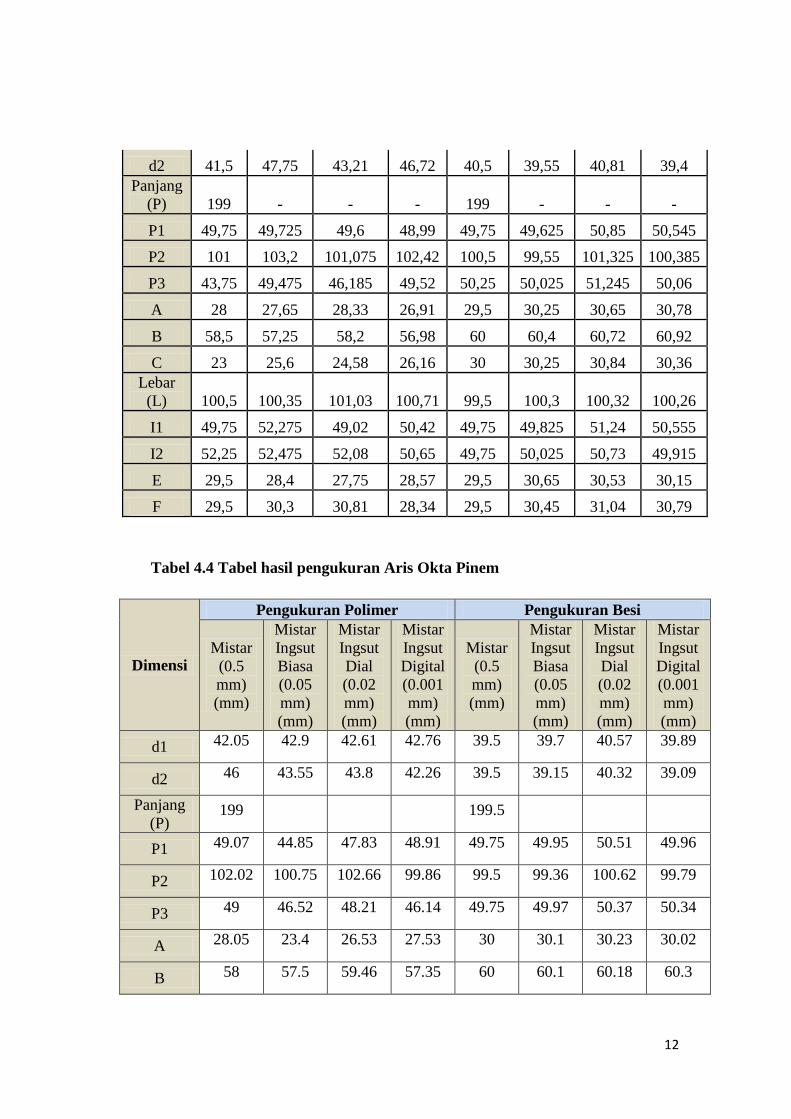
d2 41,5 47,75 43,21 46,72 40,5 39,55 40,81 39,4
Panjang
(P) 199 - - - 199 - - -
P1 49,75 49,725 49,6 48,99 49,75 49,625 50,85 50,545
P2 101 103,2 101,075 102,42 100,5 99,55 101,325 100,385
P3 43,75 49,475 46,185 49,52 50,25 50,025 51,245 50,06
A 28 27,65 28,33 26,91 29,5 30,25 30,65 30,78
B 58,5 57,25 58,2 56,98 60 60,4 60,72 60,92
C 23 25,6 24,58 26,16 30 30,25 30,84 30,36
Lebar
(L) 100,5 100,35 101,03 100,71 99,5 100,3 100,32 100,26
I1 49,75 52,275 49,02 50,42 49,75 49,825 51,24 50,555
I2 52,25 52,475 52,08 50,65 49,75 50,025 50,73 49,915
E 29,5 28,4 27,75 28,57 29,5 30,65 30,53 30,15
F 29,5 30,3 30,81 28,34 29,5 30,45 31,04 30,79
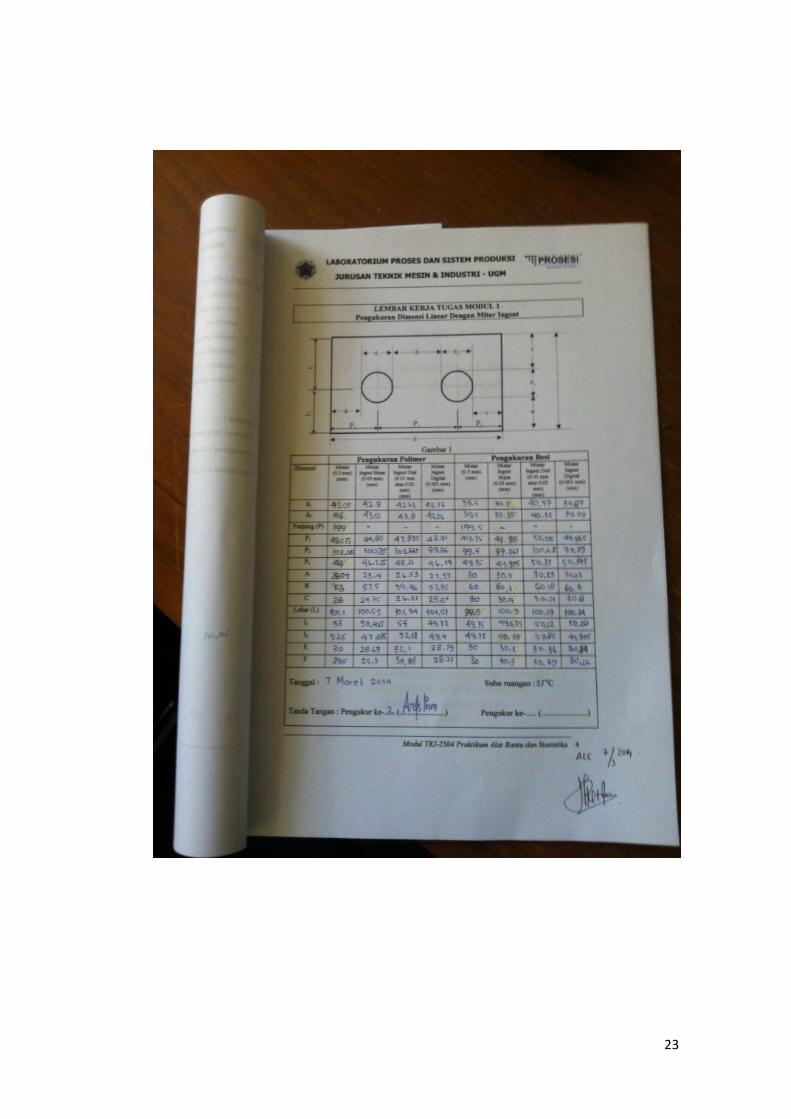
Tabel 4.4 Tabel hasil pengukuran Aris Okta Pinem
Dimensi
Pengukuran Polimer Pengukuran Besi
Mistar
(0.5
mm)
(mm)
Mistar
Ingsut
Biasa
(0.05
mm)
(mm)
Mistar
Ingsut
Dial
(0.02
mm)
(mm)
Mistar
Ingsut
Digital
(0.001
mm)
(mm)
Mistar
(0.5
mm)
(mm)
Mistar
Ingsut
Biasa
(0.05
mm)
(mm)
Mistar
Ingsut
Dial
(0.02
mm)
(mm)
Mistar
Ingsut
Digital
(0.001
mm)
(mm)
d1 42.05 42.9 42.61 42.76 39.5 39.7 40.57 39.89
d2 46 43.55 43.8 42.26 39.5 39.15 40.32 39.09
Panjang
(P) 199 199.5
P1 49.07 44.85 47.83 48.91 49.75 49.95 50.51 49.96
P2 102.02 100.75 102.66 99.86 99.5 99.36 100.62 99.79
P3 49 46.52 48.21 46.14 49.75 49.97 50.37 50.34
A 28.05 23.4 26.53 27.53 30 30.1 30.23 30.02
B 58 57.5 59.46 57.35 60 60.1 60.18 60.3
13
C 26 24.75 26.31 25.01 30 30.4 30.21 30.8
Lebar (L) 100.1 100.55 101.94 101.07 99.5 100.3 100.19 100.24
I1 53 50.425 54 49.72 49.75 49.67 50.52 50.29
I2 52.5 47.075 52.78 49.4 49.75 50.15 50.85 49.8
E 30 28.65 32.1 28.59 30 30.1 30.36 30.34
F 29.5 25.3 30.88 28.27 30 30.3 30.69 30.26
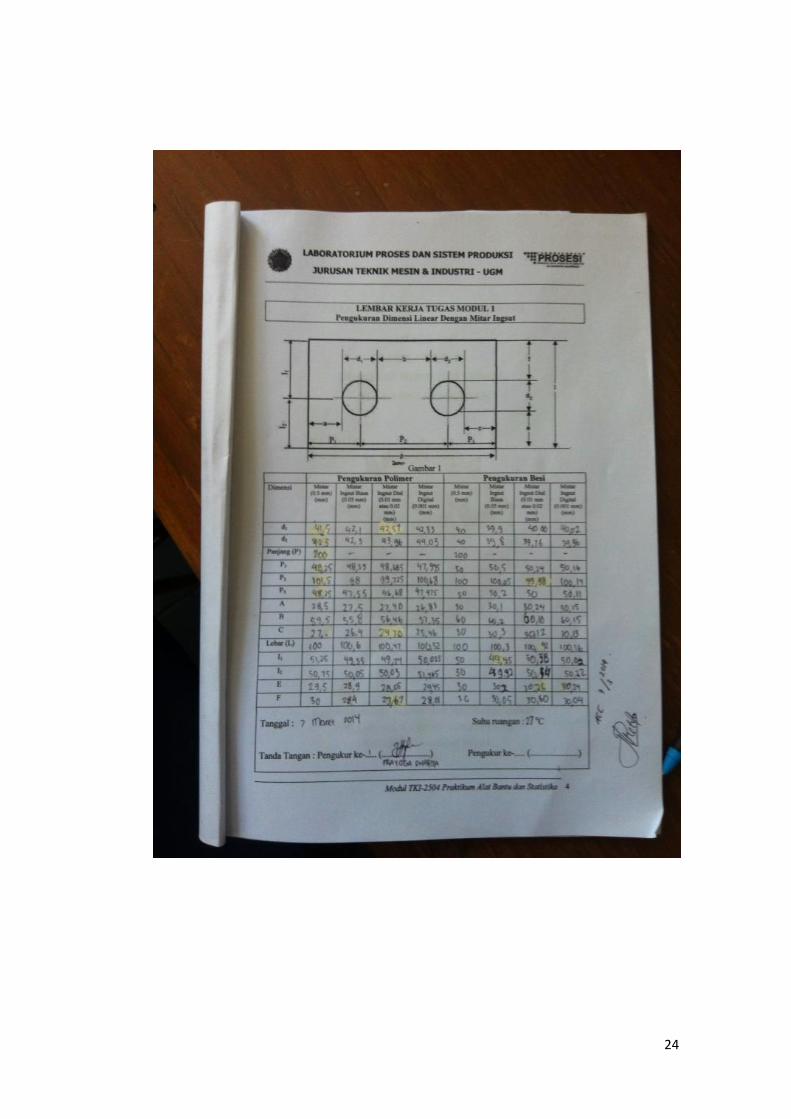
Tabel 4.5 Tabel hasil pengukuran Prayoga Darma
Dimensi
Pengukuran Polimer Pengukuran Besi
Mistar
(0.5
mm)
(mm)
Mistar
Ingsut
Biasa
(0.05
mm)
(mm)
Mistar
Ingsut
Dial
(0.02
mm)
(mm)
Mistar
Ingsut
Digital
(0.001
mm)
(mm)
Mistar
(0.5
mm)
(mm)
Mistar
Ingsut
Biasa
(0.05
mm)
(mm)
Mistar
Ingsut
Dial
(0.02
mm)
(mm)
Mistar
Ingsut
Digital
(0.001
mm)
(mm)
d1 41,5 42,1 42,57 42,33 40 39,9 40 40,02
d2 42,5 42,3 43,96 44,03 40 39,8 39,76 39,96
Panjang
(P) 200 - - - 200 - - -
P1 49,25 48,55 48,685 47,995 50 50,5 50,24 50,16
P2 101,5 98 99,725 100,68 100 100,05 99,98 100,14
P3 48,25 47,55 46,68 47,475 50 50,2 50 50,11
A 28,5 27,5 27,4 26,83 30 30,1 30,24 30,15
B 59,5 55,8 56,46 57,35 60 60,2 60,1 60,15
C 27 26,4 24,7 25,46 30 30,3 30,12 30,13
Lebar (L) 100 100,6 100,47 100,52 100 100,3 100,42 100,36
I1 51,25 49,55 49,74 50,025 50 49,95 50,38 50,02
I2 50,75 50,05 50,03 51,465 50 49,92 50,14 50,22
E 29,5 28,9 28,05 29,45 30 30,2 30,26 30,24
F 30 28,4 27,67 28,01 30 30,05 30,5 30,04
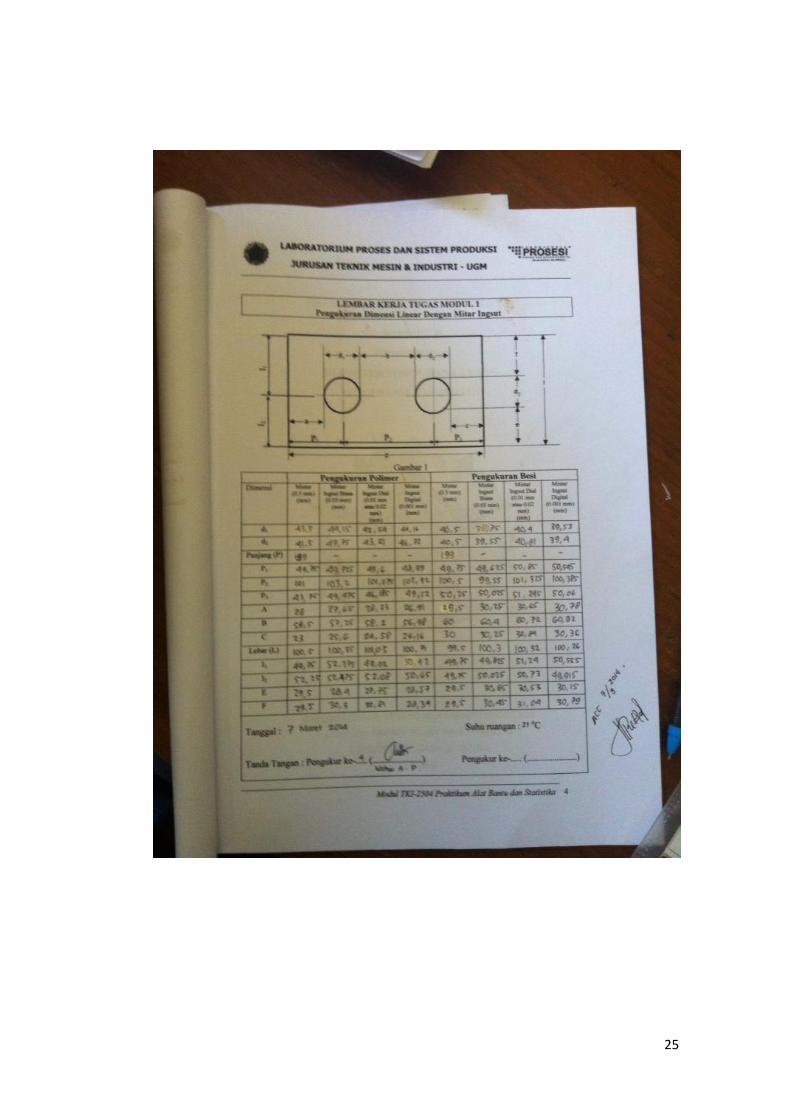
Tabel 4.6 Tabel hasil pengukuran Ricky Sudiarto Putra
Dimensi Pengukuran Polimer Pengukuran Besi
14
Mistar
(0.5
mm)
(mm)
Mistar
Ingsut
Biasa
(0.05
mm)
(mm)
Mistar
Ingsut
Dial
(0.02
mm)
(mm)
Mistar
Ingsut
Digital
(0.001
mm)
(mm)
Mistar
(0.5
mm)
(mm)
Mistar
Ingsut
Biasa
(0.05
mm)
(mm)
Mistar
Ingsut
Dial
(0.02
mm)
(mm)
Mistar
Ingsut
Digital
(0.001
mm)
(mm)
d1 42 41,3 41,23 41,34 40 39,7 38,44 39,09
d2 42,5 42,1 41,9 41,83 40 39,8 39,48 39,76
Panjang
(P) 201 - - - 200 - -
P1 48,5 47,75 48,025 47,45 50,5 50,25 50,03 50,125
P2 99,75 99,1 98,935 98,665 100 99,65 99,46 99,615
P3 47,25 46,65 46,32 46,145 50,5 50,25 50,09 50,16
A 27,5 27,1 27,49 26,88 30,5 30,4 30,31 30,28
B 57,5 57,4 57,4 57,28 60 60 60 59,89
C 26 25,6 25,37 25,37 30,3 30,45 30,35 30,28
Lebar
(L) 100,1 100,1 100,1 99,97 100 99,8 100,02 100,14
I1 51 50,75 50,315 50,56 50 49,85 49,34 49,985
I2 51 50,45 50,375 50,19 50 50,25 49,97 49,955
E 30 29,8 29,8 29,62 30 30,4 30,25 30,11
F 30 30,1 29,73 26,59 30 30 30,22 30,14
4.2 Pembahasan Hasil Pengukuran
Berdasarkan hasil pengukuran, dapat diketahui bahwa terdapat perbedaan
hasil pengukuran pada penggunaan tiap alat ukur. Hal ini dapat disebabkan oleh
beberapa faktor seperti adanya perbedaan ketelitian, adanya kesalahan ukur, dan
perbedaan bentuk benda termasuk material benda yang diukur. Faktor yang paling
mempengaruhi adalah adanya perbedaan ketelitian membuat setiap pengukuran
yang dilakukan menghasilkan hasil yang berbeda. Penggunaan vernier caliper
digital juga mempengaruhi perbedaan hasil pengukuran karena pada jangka
sorong ini, hasil pengukuran selalu menunjukkan nilai yang berubah-ubah
sehingga praktikan mengalami kesulitan dalam menentukan nilai ukuran dimensi
benda tersebut.
15
Hasil pengukuran masing-masing praktikan juga menunjukkan nilai
dimensi yang berbeda-beda. Dalam praktikum kali ini, kasus yang sering dialami
para praktikan terutama disebabkan oleh perbedaan persepsi tiap praktikan dalam
mengukur benda kerja. Cara mengukur benda kerja yang dilakukan masing-
masing praktikan pun berbeda. Kesalahan ukur seperti tidak dilakukannya
kalibrasi sebelum melakukan pengukuran juga merupakan faktor yang
mempengaruhi perbedaan ukuran yang dilakukan masing-masing praktikan.
Perbedaan hasil pengukuran dari keempat alat ukur yang digunakan dan
perbedaan pengukuran dari masing-masing pengukur juga dipengaruhi oleh
perbedaan material yang diukur. Dalam hal ini yang dipermasalahkan adalah
penggunaan benda yang diukur berbahan polimer atau gabus. Bahan polimer lebih
lunak sehingga alat ukur berupa mistar ingsut dapat merusak bentuk benda yang
diukur apabila benda yang diukur terlalu ditekan. Selain itu, benda kerja berupa
polimer yang kami gunakan telah mengalami kerusakan sehingga bentuk dan
ukuran benda polimer telah jauh berbeda dengan kondisi ketika benda masih
dalam keadaan baik. Dengan demikian, pengukuran benda ukur berbahan polimer
lebih rentan terhadap kesalahan ukur. Sedangkan untuk bahan besi, pengukuran
dapat dilakukan dengan lebih akurat karena bahan yang keras tidak rentan rusak
akibat desakan ketiga jenis jangka sorong. Benda kerja berbahan polimer
ditunjukkan pada Gambar 4.1 dan bahan besi ditunjukkan pada Gambar 4.2
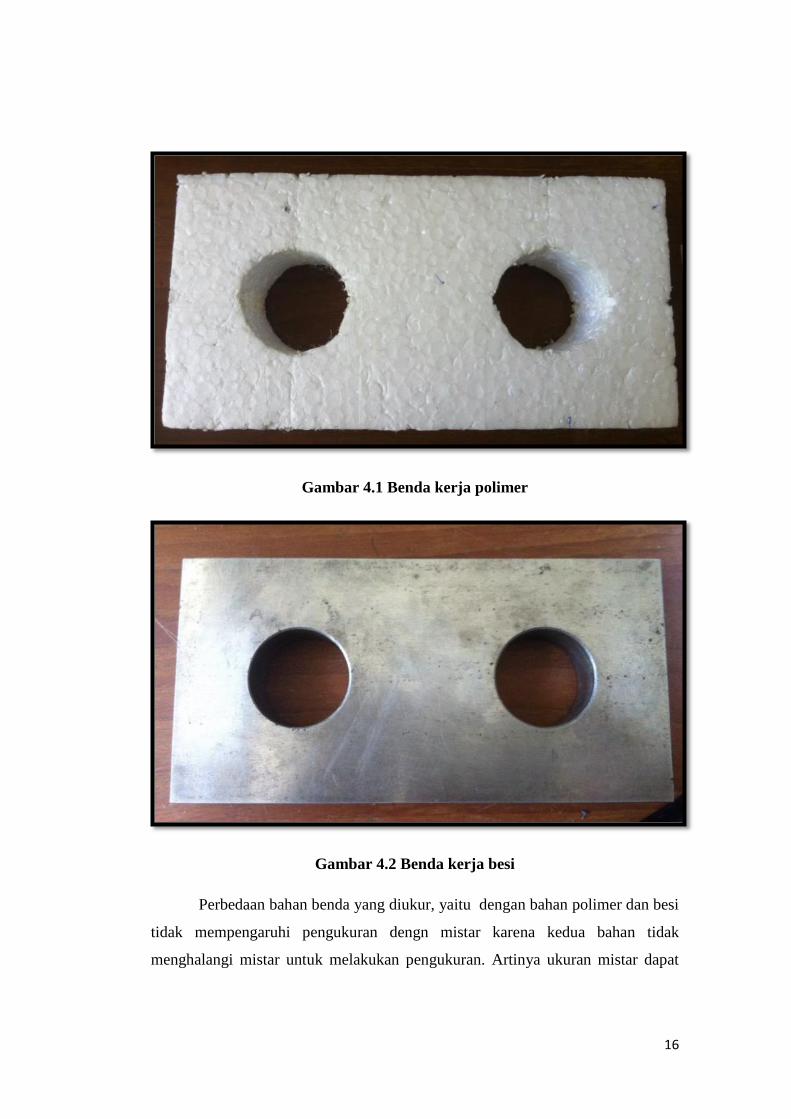
16
Gambar 4.1 Benda kerja polimer
Gambar 4.2 Benda kerja besi
Perbedaan bahan benda yang diukur, yaitu dengan bahan polimer dan besi
tidak mempengaruhi pengukuran dengn mistar karena kedua bahan tidak
menghalangi mistar untuk melakukan pengukuran. Artinya ukuran mistar dapat
17
dilakukan dengan mudah selama permukaan benda yang diukur rata. Kerataan
permukaan dapat diukur dengan bantuan alat water pass.
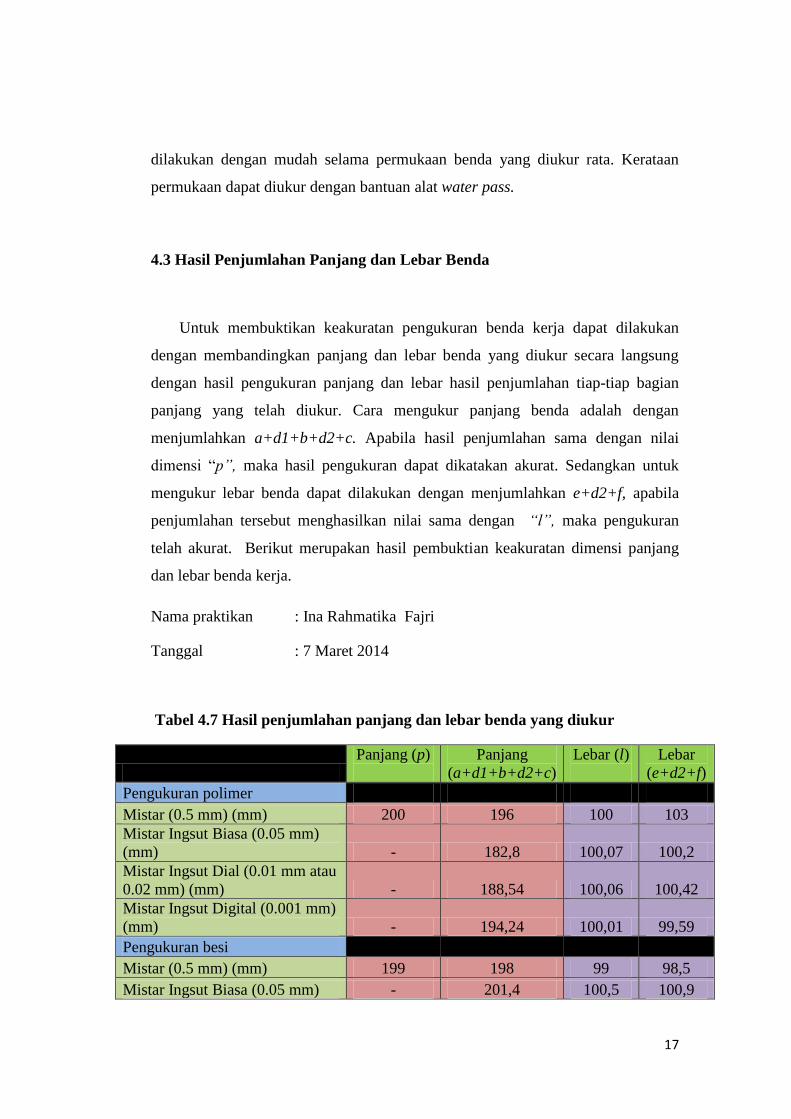
4.3 Hasil Penjumlahan Panjang dan Lebar Benda
Untuk membuktikan keakuratan pengukuran benda kerja dapat dilakukan
dengan membandingkan panjang dan lebar benda yang diukur secara langsung
dengan hasil pengukuran panjang dan lebar hasil penjumlahan tiap-tiap bagian
panjang yang telah diukur. Cara mengukur panjang benda adalah dengan
menjumlahkan a+d1+b+d2+c. Apabila hasil penjumlahan sama dengan nilai
dimensi “p”, maka hasil pengukuran dapat dikatakan akurat. Sedangkan untuk
mengukur lebar benda dapat dilakukan dengan menjumlahkan e+d2+f, apabila
penjumlahan tersebut menghasilkan nilai sama dengan “l”, maka pengukuran
telah akurat. Berikut merupakan hasil pembuktian keakuratan dimensi panjang
dan lebar benda kerja.
Nama praktikan : Ina Rahmatika Fajri
Tanggal : 7 Maret 2014
Tabel 4.7 Hasil penjumlahan panjang dan lebar benda yang diukur
Panjang (p)
Panjang
(a+d1+b+d2+c)
Lebar (l)
Lebar
(e+d2+f)
Pengukuran polimer
Mistar (0.5 mm) (mm) 200 196 100 103
Mistar Ingsut Biasa (0.05 mm)
(mm) - 182,8 100,07 100,2
Mistar Ingsut Dial (0.01 mm atau
0.02 mm) (mm) - 188,54 100,06 100,42
Mistar Ingsut Digital (0.001 mm)
(mm) - 194,24 100,01 99,59
Pengukuran besi
Mistar (0.5 mm) (mm) 199 198 99 98,5
Mistar Ingsut Biasa (0.05 mm) - 201,4 100,5 100,9
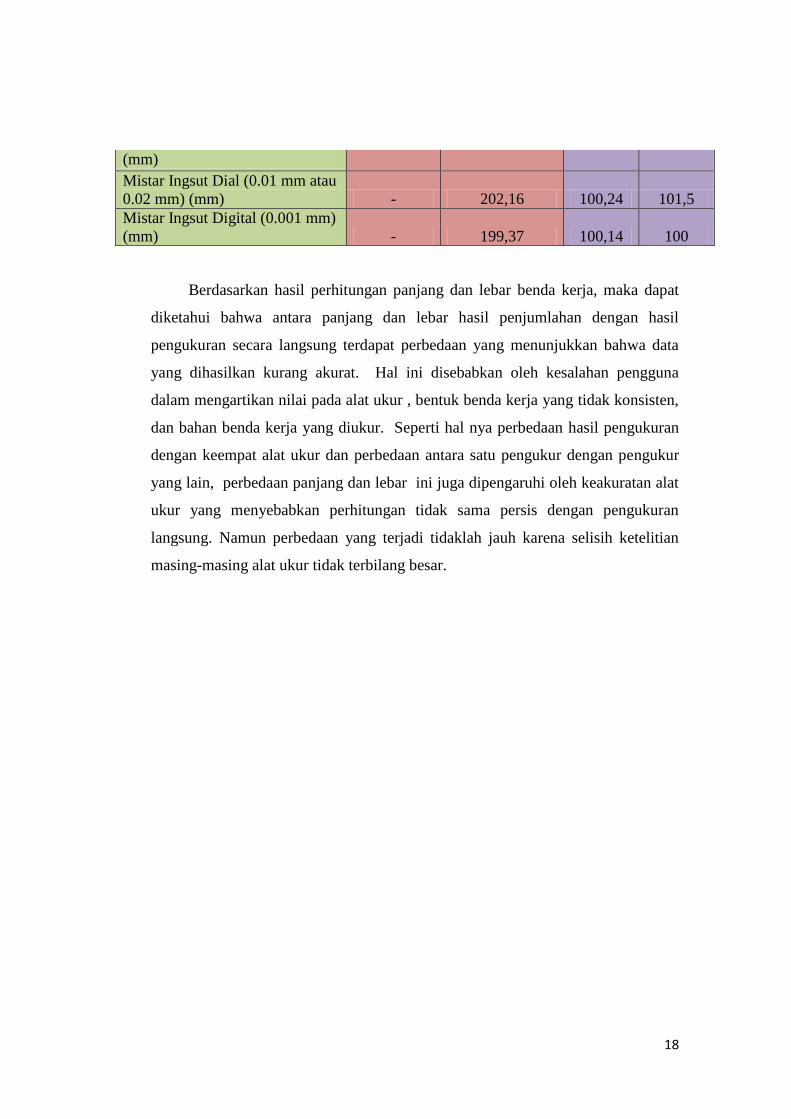
18
(mm)
Mistar Ingsut Dial (0.01 mm atau
0.02 mm) (mm) - 202,16 100,24 101,5
Mistar Ingsut Digital (0.001 mm)
(mm) - 199,37 100,14 100
Berdasarkan hasil perhitungan panjang dan lebar benda kerja, maka dapat
diketahui bahwa antara panjang dan lebar hasil penjumlahan dengan hasil
pengukuran secara langsung terdapat perbedaan yang menunjukkan bahwa data
yang dihasilkan kurang akurat. Hal ini disebabkan oleh kesalahan pengguna
dalam mengartikan nilai pada alat ukur , bentuk benda kerja yang tidak konsisten,
dan bahan benda kerja yang diukur. Seperti hal nya perbedaan hasil pengukuran
dengan keempat alat ukur dan perbedaan antara satu pengukur dengan pengukur
yang lain, perbedaan panjang dan lebar ini juga dipengaruhi oleh keakuratan alat
ukur yang menyebabkan perhitungan tidak sama persis dengan pengukuran
langsung. Namun perbedaan yang terjadi tidaklah jauh karena selisih ketelitian
masing-masing alat ukur tidak terbilang besar.
19
BAB V
PENUTUP
5.1 Kesimpulan
Berdasarkan hasil pembahasan mengenai pengukuran panjang dan
diameter kedua benda dengan material polimer dan besi, maka dapat
disimpulkan bahwa terdapat perbedaan hasil pengukuran menggunakan mistar,
vernier caliper manual, vernier caliper dial, dan vernier caliper digital. Selain
itu juga terdapat perbedaan pengukuran pada masing-masing praktikan. Kedua
perbedaan tersebut diakibatkan oleh adanya kesalahan sistematis dan kesalahan
acak. Kesalahan sistematik adalah kesalahan yang sumbernya dapat diikuti dan
dipelajari sehingga dapat diperbaiki sampai batas sekecil - kecilnya. Kesalahan
acak adalah kesalahan yang sumbernya sulit diikuti dan dipelajari sehingga
tidak dapat diperbaiki.
Faktor lain yang mempengaruhi kesalahan dalam pengukuran adalah
bentuk dan material benda yang diukur. Dalam hal ini, benda bermaterial
polimer lebih rentan terhadap himpitan dari jangka sorong sehingga
mengakibatkan ukuran dan bentuk benda berubah. Selanjutnya ukuran benda
yang diperoleh dari masing-masing pengukur akan menghasilkan nilai yang
berbeda.
Penilaian ukuran panjang dan lebar benda kerja berdasarkan hasil
pembahasan belum menunjukkan data yang yang akurat. Hal ini disebabkan
oleh adanya perbedaan toleransi pada masing-masing alat ukur sehingga hasil
penjumlahan dimensi panjang dan lebar benda tidak sama dengan pengukuran
panjang dan lebar ketika diukur secara langsung. Namun perbedaan dimensi
tidak banyak mengingat perbedaan toleransi alat ukur yang tidak signifikan.

20
5.2 Saran
Dalam menggunakan alat ukur sebaiknya melakukan kalibrasi terlebih
dahulu sebelum melakukan pengukuran agar hasil pengukuran akurat. Untuk
mengukur benda dengan tingkat kekerasannya rendah, pengukuran dilakukan
dengan tidak menekan benda yang diukur dengan keras. Pengukur juga sebaiknya
menghindari kesalahan sistematis berupa penentuan nilai skala alat ukur yang
tidak tepat, ketidakcermatan membaca skala, dan kesalahan posisi pengamat atau
kesalahan paralak karena pada kesalahan sistematis masih dapat diperbaiki. Cara
mengindari kesalahan sistematis adalah dengan menyusun instrumen pengukuran
secara benar dan menghindari kesalahan akibat pengaruh lingkungan.
21
DAFTAR PUSTAKA
Yuliarman, 2012, Menggunakan Jangka Sorong (Vernier Caliper), viewed 28
February 2014,
<http://yuliarman.polinpdg.ac.id/index.php?option=com_content&view=ar
ticle&id=36:menggunakan-jangka-sorong-vernier-caliper-&catid=13:alat-
ukur&Itemid=5 >
Indonesiaindonesia.com, Pengukuran, viewed 28 February 2014,
<http://indonesiaindonesia.com/f/94241-bab-iii-pengukuran/ >
Staff.uny.ac.id , Pengukuran Linier, viewed 1 March 2014,
<http://staff.uny.ac.id/sites/default/files/Pengukuran%20Linier.pdf >
Sukajiyah, 2011, Yuk Belajar Pengukuran Fisika, viewed 1 March 2014, <
http://sukasains.com/materi/yuk-belajar-pengukuran-besaran-fisika-edisi-
2/ >
4shared.com , Pengukuran, viewed 1 March 2014, <
http://dc401.4shared.com/doc/Yj69xHVJ/preview.html >
Metrologi.org, Metrologi, viewed 2 March 2014, <http://www.metrologi.org/>
Elsamandiri.com , Kesalahan Pengukuran, viewed 8 March 2014, <
http://www.elsmandagiri.com/fxbab1/3_kesalahan_pengukuran.html >
22
LAMPIRAN
23
24
25
26
27






























