TPM #7: Dapakah Setup time dan Changeover diperpendek waktunya? TPM #7: Pilar ke-1: Fokus pada Workplace Continues Improvement Bagian 5: “ Dapakah Setup time dan Changeover diperpendek waktunya? [SMED]” “3 langkah dalam pelatihan untuk menjadikan cepatnya pemahaman yaitu 1) Pelatihan dengan kelengkapan Audio dan Visual Video; 2) Pelatihan sambil mempraktekan (workshop); 3) Ujilah bagaimana Mereka mengerjakan apa yang diketahuinya ditempat dimana melakukan pekerjaan yang sesungguhnya” ”LANGKAH #2: Pisahkan ELEMENT aktivitas INTERNAL & EXTERNAL” 2.1 Identifikasikan proses Setup/Changeover yang sekarang ada (Aktivitas yang dipilih sesuai urutan PARETO, Skala Prioritas). 2.2 Analisa data Aktivitas Internal & External

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
TPM #7: Dapakah Setup time dan Changeover diperpendek waktunya?
TPM #7: Pilar ke-1: Fokus pada Workplace Continues Improvement
Bagian 5: “ Dapakah Setup time dan Changeover diperpendek waktunya? [SMED]”
“3 langkah dalam pelatihan untuk menjadikan cepatnya pemahaman yaitu 1) Pelatihan dengan kelengkapan Audio dan Visual Video; 2) Pelatihan sambil mempraktekan (workshop); 3) Ujilah bagaimana Mereka mengerjakan apa yang diketahuinya ditempat dimana melakukan pekerjaan yang sesungguhnya”
”LANGKAH #2: Pisahkan ELEMENT aktivitas INTERNAL & EXTERNAL”2.1 Identifikasikan proses Setup/Changeover yang sekarang ada (Aktivitas yang dipilih sesuai urutan PARETO, Skala Prioritas).2.2 Analisa data Aktivitas Internal & External
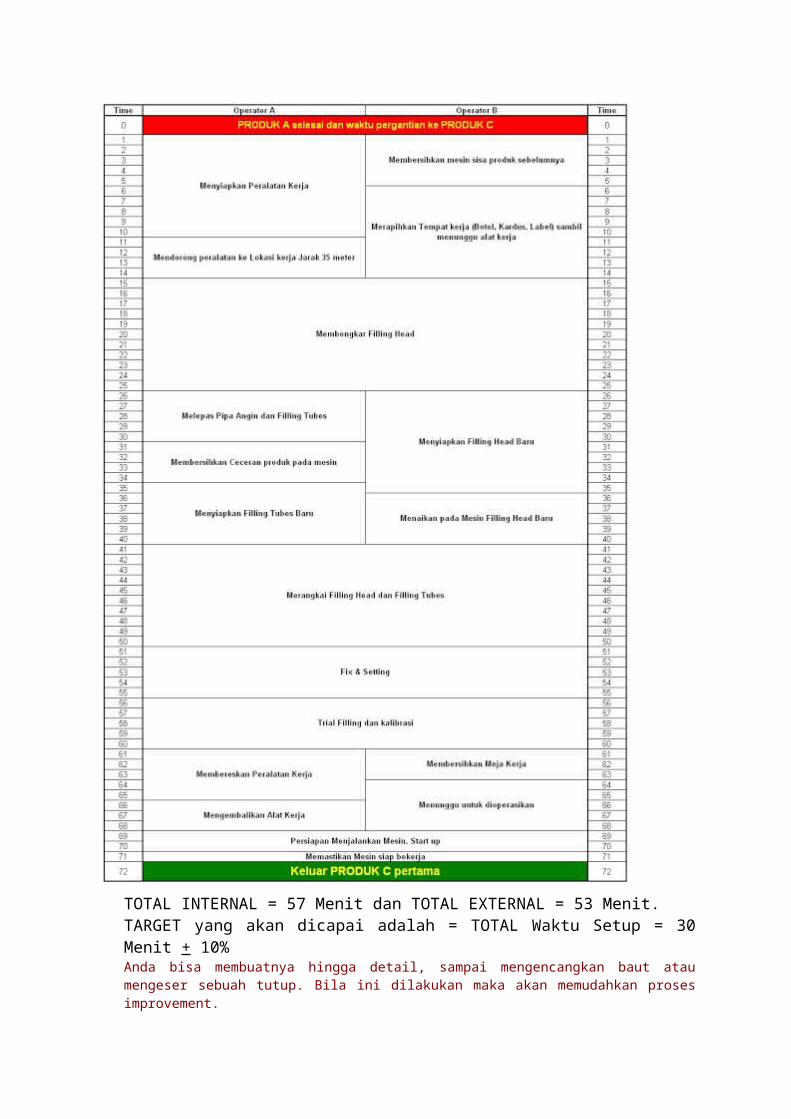
TOTAL INTERNAL = 57 Menit dan TOTAL EXTERNAL = 53 Menit.TARGET yang akan dicapai adalah = TOTAL Waktu Setup = 30 Menit + 10%Anda bisa membuatnya hingga detail, sampai mengencangkan baut atau mengeser sebuah tutup. Bila ini dilakukan maka akan memudahkan proses improvement.
”LANGKAH #3: PERBAIKI dan TINGKATKAN kinerja pada tiap element aktivitas”3.1 Buatlah Video pada aktivitas tersebut dan analisa
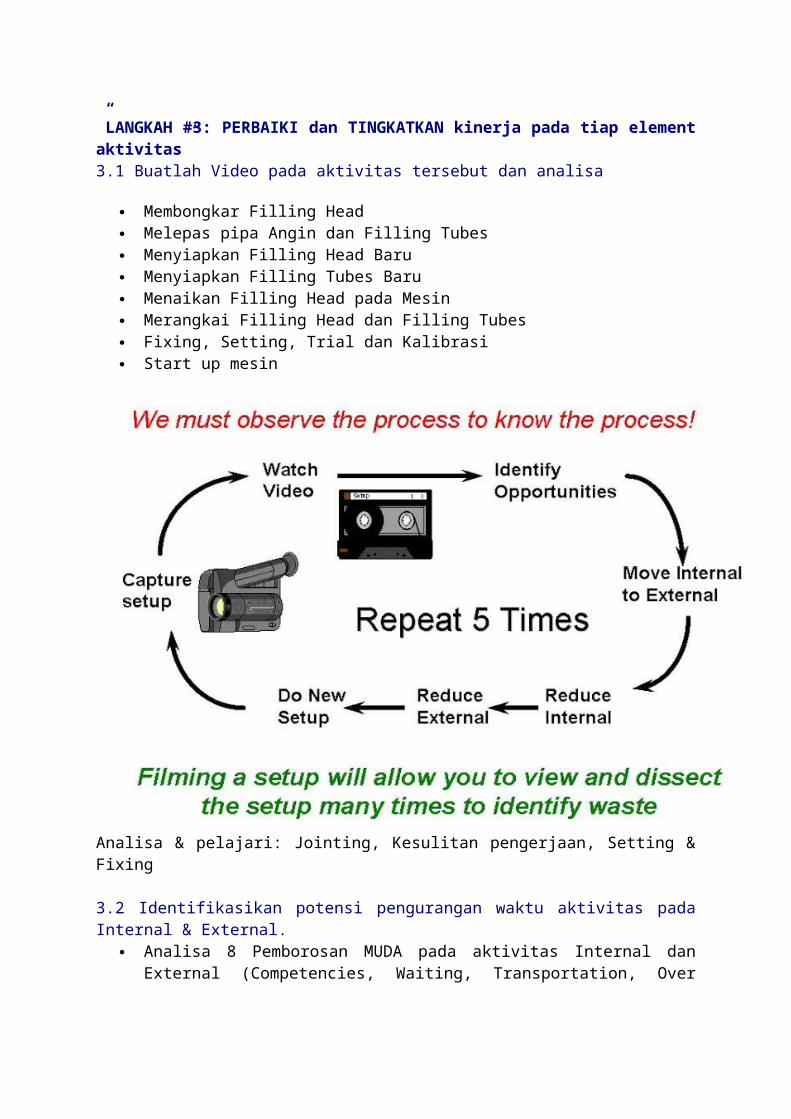
Membongkar Filling Head Melepas pipa Angin dan Filling Tubes Menyiapkan Filling Head Baru Menyiapkan Filling Tubes Baru Menaikan Filling Head pada Mesin Merangkai Filling Head dan Filling Tubes Fixing, Setting, Trial dan Kalibrasi Start up mesin
Analisa & pelajari: Jointing, Kesulitan pengerjaan, Setting & Fixing
3.2 Identifikasikan potensi pengurangan waktu aktivitas pada Internal & External. Analisa 8 Pemborosan MUDA pada aktivitas Internal dan External (Competencies,
Waiting, Transportation, Over processing, Motion, Defect, Inventory/WIP, Over production)
Pengurangan terhadap aktivitas: Mencari, Mendorong/berjalan, Waktu persiapan/programing/setup, Mengukur, Menyambung, Masang, Mengangkat, Menganti parts/tools, Mengeser, Membalik, Menunggu, dsb.
Ubahlah sedemikian hingga seluruh operasi menjadi External Activities (at maximum level not just optimum, make possible for the impossible thing)
Pergunakanlah alat bantu problem solving seperti Brainstorming, SPC, Diagram Fishbone, 5xWhy,…
Buatlah peta pergerakan Orang terhadap alat, mesin dan aktivitas3.3 Lakukan modifikasi perbaikan pada Tools, Jigs, Devises, Fixes, Parts, Mesin dan Metode kerja sesuai rekomendasi analisa aktivitas sehingga pekerjaan menjadi lebih sederhana dan cepat.
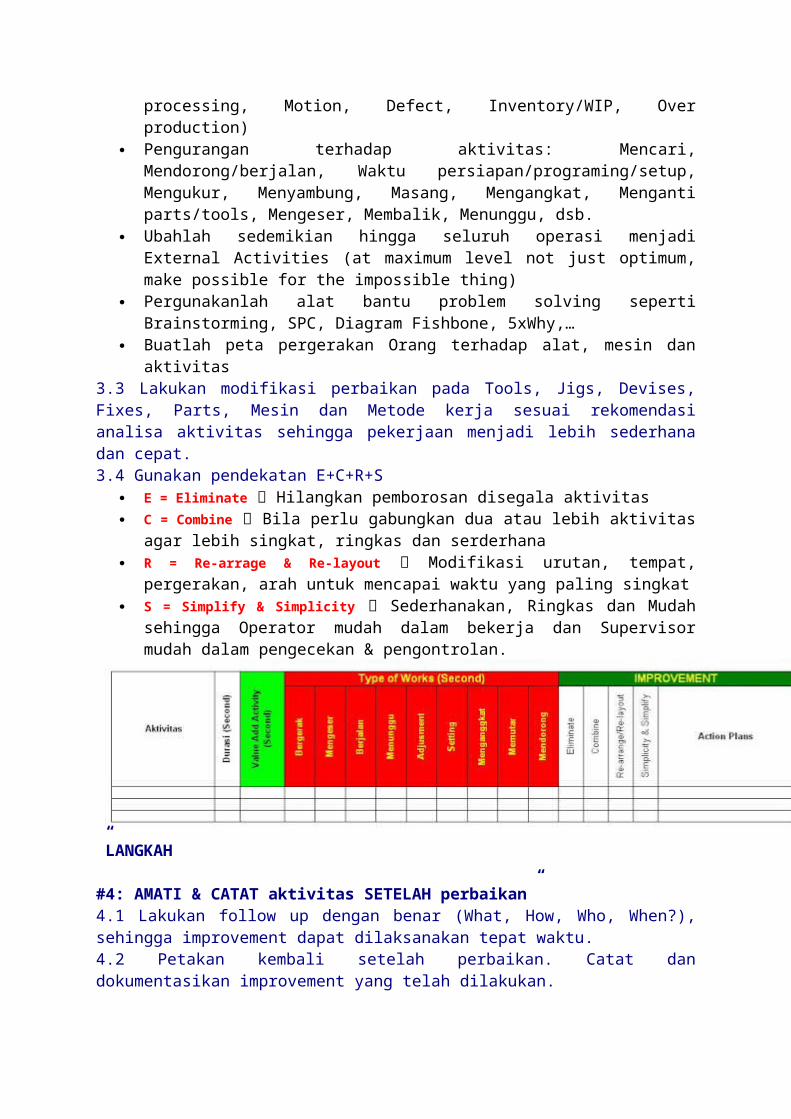
3.4 Gunakan pendekatan E+C+R+S E = Eliminate Hilangkan pemborosan disegala aktivitas C = Combine Bila perlu gabungkan dua atau lebih aktivitas agar lebih singkat,
ringkas dan serderhana R = Re-arrage & Re-layout Modifikasi urutan, tempat, pergerakan, arah untuk
mencapai waktu yang paling singkat S = Simplify & Simplicity Sederhanakan, Ringkas dan Mudah sehingga Operator
mudah dalam bekerja dan Supervisor mudah dalam pengecekan & pengontrolan.
”LANGKAH
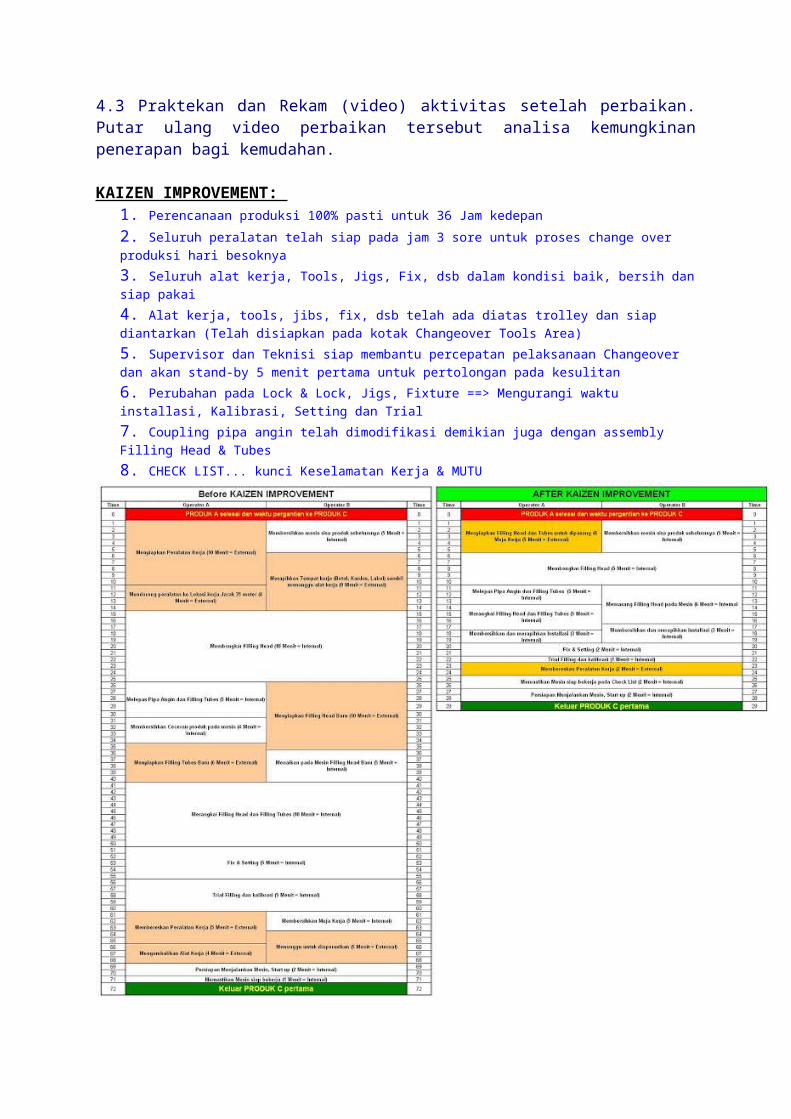
#4: AMATI & CATAT aktivitas SETELAH perbaikan”4.1 Lakukan follow up dengan benar (What, How, Who, When?), sehingga improvement dapat dilaksanakan tepat waktu.4.2 Petakan kembali setelah perbaikan. Catat dan dokumentasikan improvement yang telah dilakukan.4.3 Praktekan dan Rekam (video) aktivitas setelah perbaikan. Putar ulang video perbaikan tersebut analisa kemungkinan penerapan bagi kemudahan.
KAIZEN IMPROVEMENT: 1. Perencanaan produksi 100% pasti untuk 36 Jam kedepan2. Seluruh peralatan telah siap pada jam 3 sore untuk proses change over produksi hari besoknya3. Seluruh alat kerja, Tools, Jigs, Fix, dsb dalam kondisi baik, bersih dan siap pakai4. Alat kerja, tools, jibs, fix, dsb telah ada diatas trolley dan siap diantarkan (Telah disiapkan pada kotak Changeover Tools Area)5. Supervisor dan Teknisi siap membantu percepatan pelaksanaan Changeover dan akan stand-by 5 menit pertama untuk pertolongan pada kesulitan6. Perubahan pada Lock & Lock, Jigs, Fixture ==> Mengurangi waktu installasi, Kalibrasi, Setting dan Trial7. Coupling pipa angin telah dimodifikasi demikian juga dengan assembly Filling Head & Tubes8. CHECK LIST... kunci Keselamatan Kerja & MUTU
”LANGKAH #5: Bakukan menjadi SOP yang baru”5.1 Untuk mempercepat dan mempermudah proses pemahaman dalam penerapan, terapkanlah OPL (One Point Lesson), Video Training, Visual Instruksi Kerja dan Kompetensi Matrix.5.2 Bakukan prosedure dan buat rekaman yang terbaik.5.3 Buatlah Video (disarankan) hanya pada critical activities. Buatlah catatan training. Ujilah tingkat pemahaman mereka, bila perlu ulangi hingga benar-benar sesuai dengan urutan rencana pembakuan.5.4 Acuan pertama adalah kepatuhan pada urutan kerja, pemahaman dan kemampuan untuk penerapan. Bukan pada kecepatan, dengan berjalannya waktu maka review pada kecepatan diperlukan.
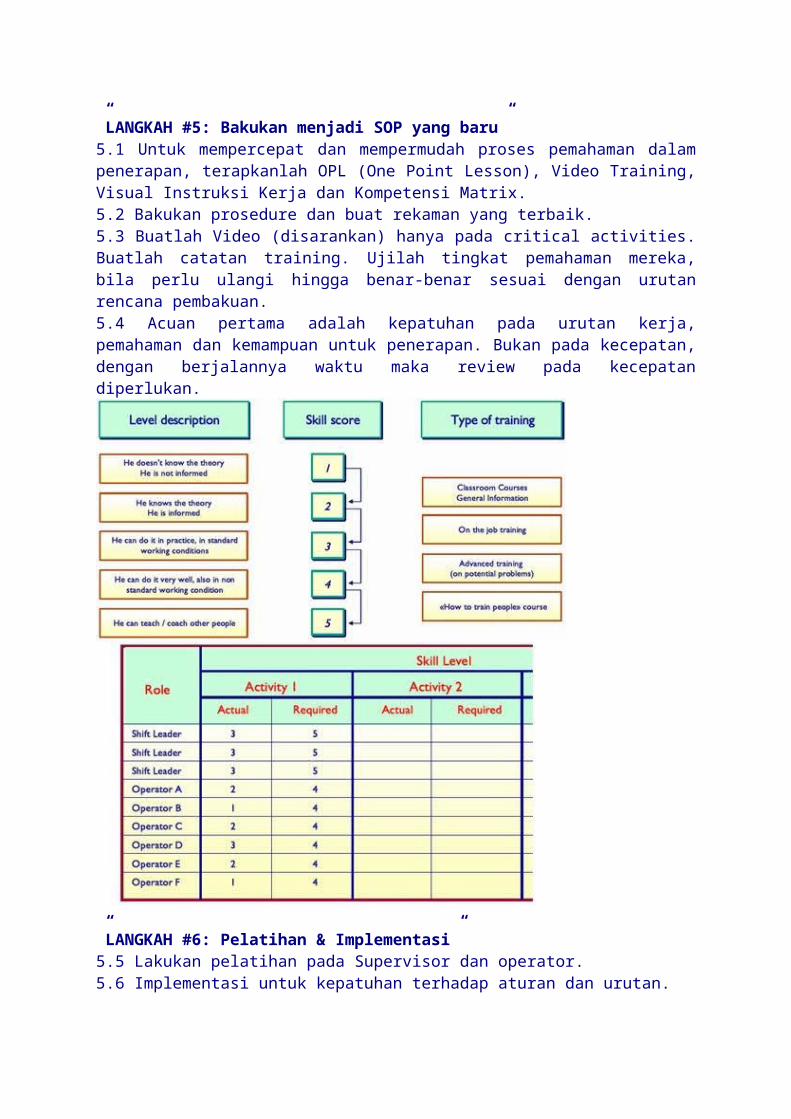
”LANGKAH #6: Pelatihan & Implementasi”5.5 Lakukan pelatihan pada Supervisor dan operator.5.6 Implementasi untuk kepatuhan terhadap aturan dan urutan.5.7 Implementasikan segera dan lakukan review setelah 5 kali pelaksanaan untuk menjamin efektifitas, untuk mengejar gaps waktu dan percepatan sesuai target waktu.
SELAMAT MENCOBA... SELAMAT MENGURANGI PEMBOROSAN DITEMPAT KERJA ANDA...Dan... TETAPLAH SEMANGAT... untuk MENJADI YANG TERBAIK dalam BERKARYA.. MENCAPAI HAL YANG LEBIH BAIK dibanding hari kemarin. Amin.
TPM #6: “Amati Aktivitas Setup yang saat ini dilakukan"
TPM #6: Pilar ke-1: Fokus pada Workplace Continues Improvement
Bagian 4: “ Amati Aktivitas Setup yang saat ini dilakukan [SMED]”
Lima Langkah dalam memperpendek waktu Setup dan Changeover:
1. Amati dan Catat aktivitas Set-up yang saat ini biasa dilakukan
2. Pisahkan elemen aktivitas Internal & External3. Perbaiki dan tingkatkan kinerja pada tiap elemen aktivitas4. Amati dan Catat aktivitas setelah perbaikan5. Jadikan Standard Prosedure Operasi yang terbaru6. Pelatihan dan Implementasi
”LANGKAH #1: AMATI dan CATAT aktivitas SETUP saat ini”
1.1 Pelajari Historical Data Setup yang ada
Buatlah matrix changeover yang saat ini ada ditempat kerja (Produk ke Produk atau type atau other spec/color/size..)
Kumpulkan data dari proses yang ada (3 sampai dengan 6 bulan terakhir), berapa kali changeover/setup yang terjadi dan pada aktivitas apa saja? Bila tidak ada data mulailah sekarang Anda lakukan. Menganalisa data berapa banyak change over dan jenis alat yang dipergunakan (klasifikasikan).
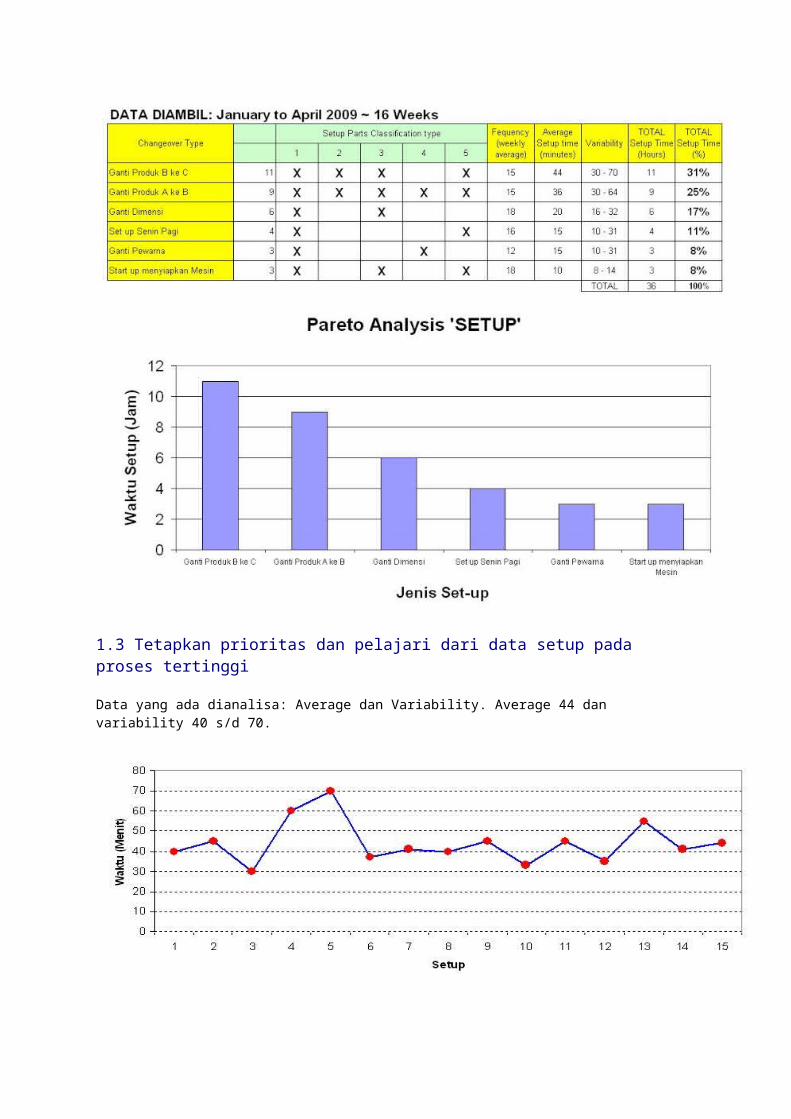
1.2 Pareto Analysis
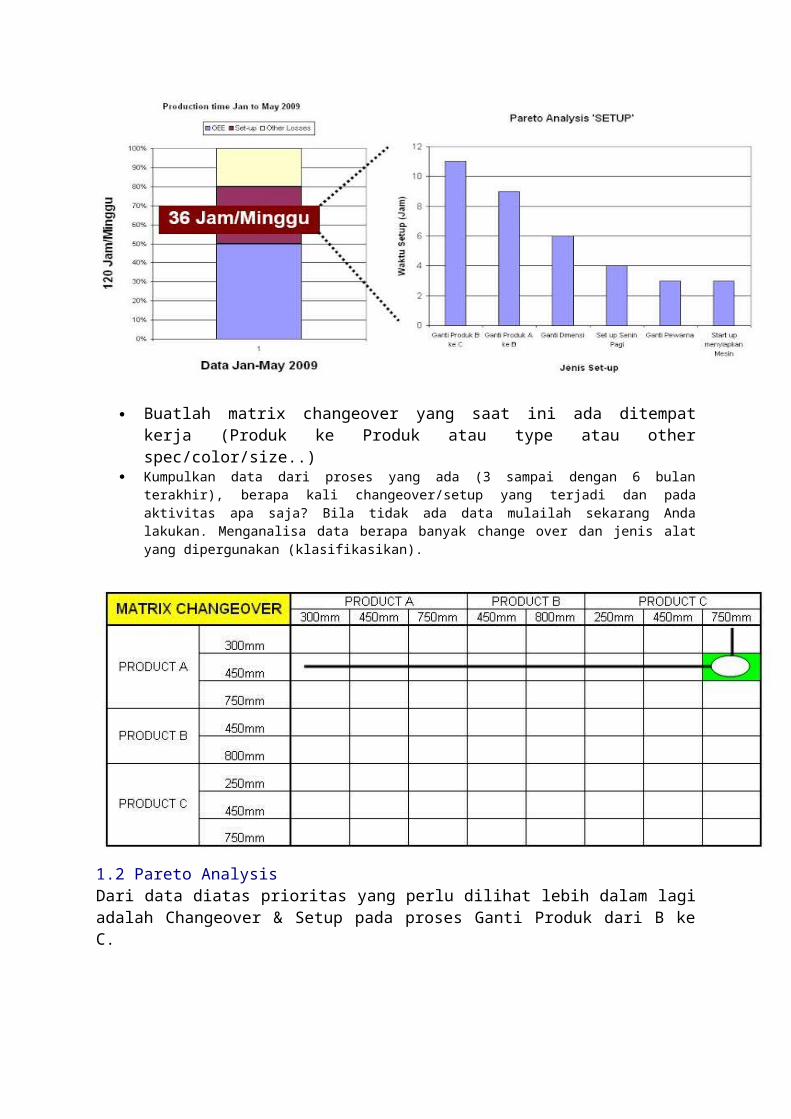
Dari data diatas prioritas yang perlu dilihat lebih dalam lagi adalah Changeover & Setup pada proses Ganti Produk dari B ke C.
1.3 Tetapkan prioritas dan pelajari dari data setup pada proses tertinggi
Data yang ada dianalisa: Average dan Variability. Average 44 dan variability 40 s/d 70.
1.4 Petakan Kondisi saat ini dan tetapkan Target selanjutnya
TPM #5: "Apa itu Changeover dan Setup time?"
TPM #5: Pilar ke-1: Fokus pada Workplace Continues Improvement
Bagian 3: “ Apa itu changeover dan Setup time? [SMED]”
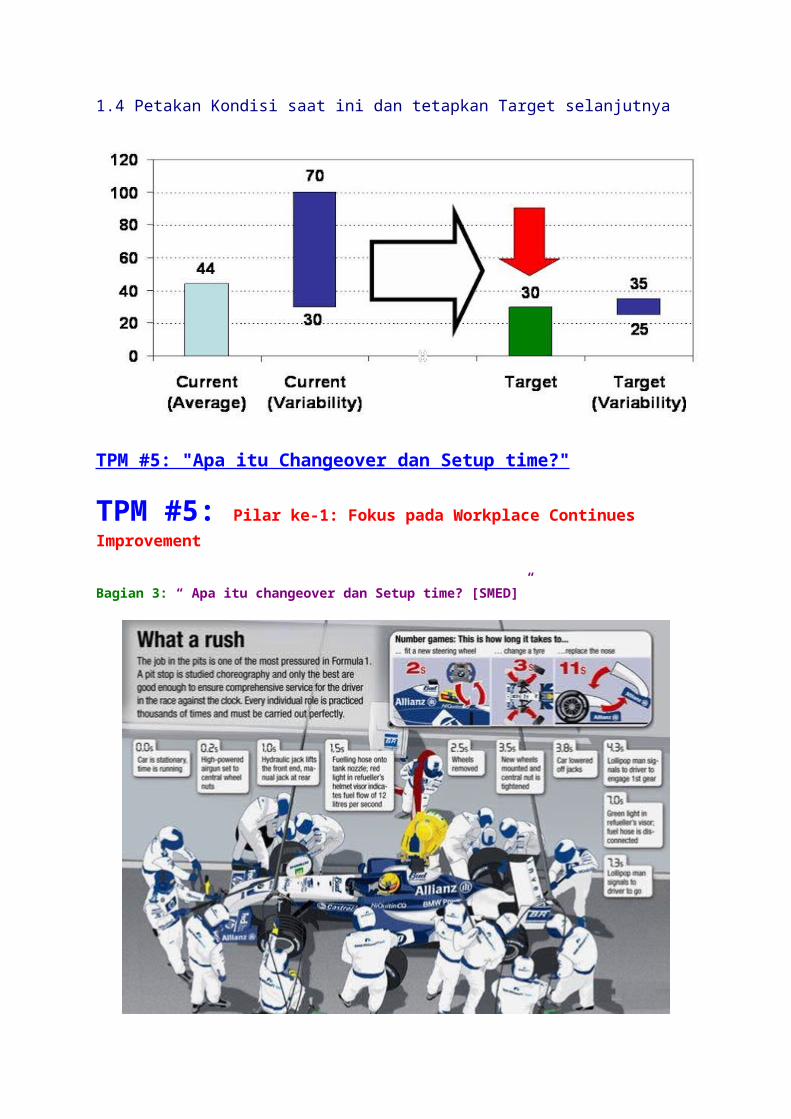
“Mungkin tidak pernah terpikirkan, bahwa pekerjaan yang saat ini Anda lakukan sebenarnya adalah pekerjaan yang sama sekali tidak produktif. Bagaimana bisa Anda tahu? Pernahkah Anda mengukurnya? Coba bandingkan waktu pengerjaan pengantian Ban Mobil pada F1 dengan Pengantian Ban di Bengkel? Mudah2an yang terlintas dibenak Anda bukan argumen: “Ya.. iya lah… F1 khan orangnya banyak, alatnya cangih?” Bila memang begitu, bagaimana dengan Changeover ditempat Anda bekerja? Apakah Anda sudah puas dan bangga atas pekerjaan tersebut?”
Semakin lama mobil berada di pit-stop, maka kemungkinan menjadi juara semakin kecil. Untuk itulah mereka bekerja keras untuk dapat se-per 100 detik pengurangan waktu pit-stop. Bagaimana dengan Changeover proses produksi ditempat Anda bekerja? Apakah sudah tidak mungkin lagi dikurangkan? Atau lebih cepat 5 detik dari saat sekarang?
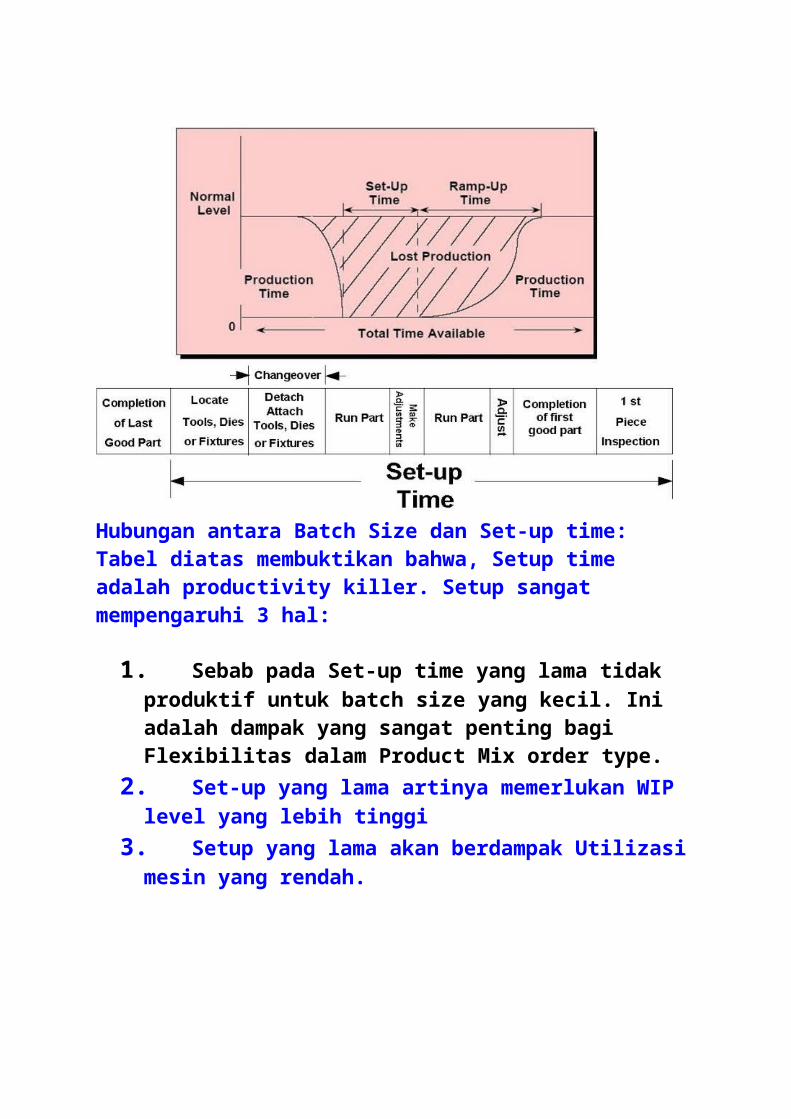
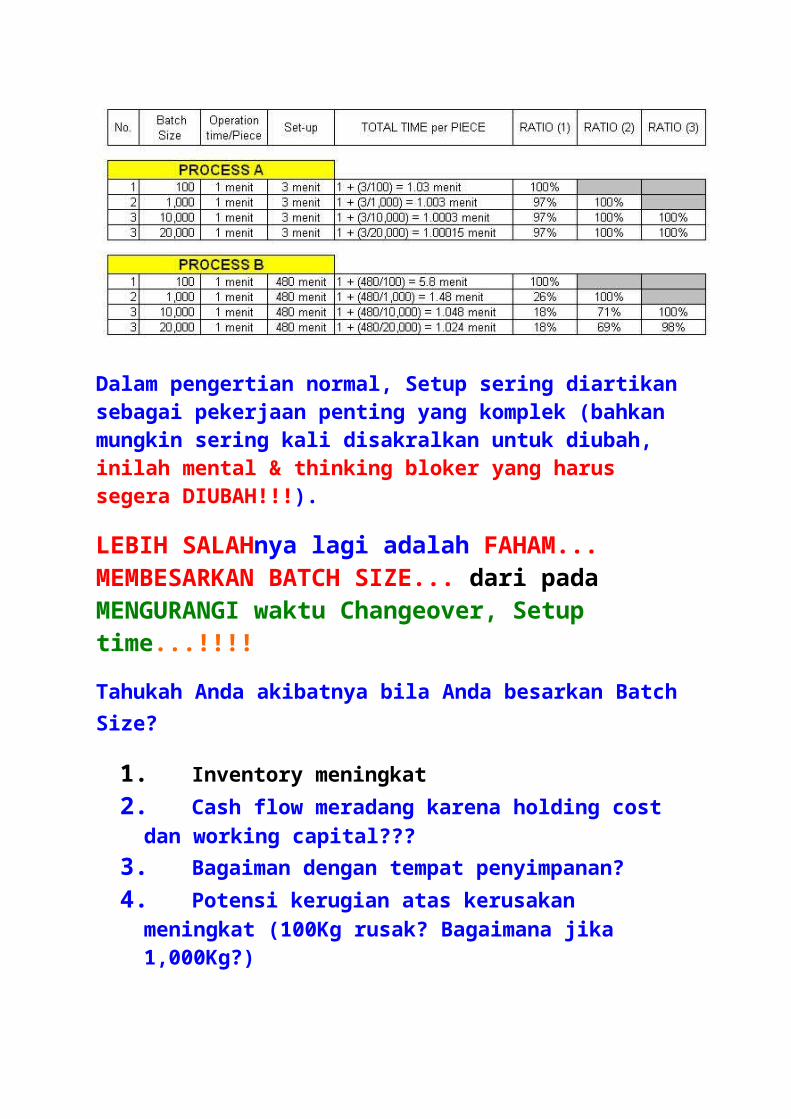
Hubungan antara Batch Size dan Set-up time:Tabel diatas membuktikan bahwa, Setup time adalah productivity killer. Setup sangat mempengaruhi 3 hal:
1. Sebab pada Set-up time yang lama tidak produktif untuk batch size yang kecil. Ini adalah dampak yang sangat penting bagi Flexibilitas dalam Product Mix order type.
2. Set-up yang lama artinya memerlukan WIP level yang lebih tinggi
3. Setup yang lama akan berdampak Utilizasi mesin yang rendah.
Dalam pengertian normal, Setup sering diartikan sebagai pekerjaan penting yang komplek (bahkan mungkin sering kali disakralkan untuk diubah, inilah mental & thinking bloker yang harus segera DIUBAH!!!).
LEBIH SALAHnya lagi adalah FAHAM... MEMBESARKAN BATCH SIZE... dari pada MENGURANGI waktu Changeover, Setup time...!!!!Tahukah Anda akibatnya bila Anda besarkan Batch Size?
1. Inventory meningkat
2. Cash flow meradang karena holding cost dan working capital???
3. Bagaiman dengan tempat penyimpanan?4. Potensi kerugian atas kerusakan meningkat
(100Kg rusak? Bagaimana jika 1,000Kg?)5. Potensi over production? Kelebihan stock?
Potensi stock rusak atau slow-moving?6. Makin banyak stock, makin banyak
pergerakan, makin banyak transportatsi, makin perlu orang?
Aktivitas Setup diklasifikasikan dalam 4 katagori FAST = Foresight + Attach + Setting + Trial:
1. Foresight (Tinjauan dan perencanaan)
Perencanaan produksi, akan memudahkan bagi pihak produksi dan maintenance untuk mempersiapkan jauh hari termasuk pengalokasian operator yang terlibat.
Perencanaan waktu changeover. Pada hari ’H’ telah direncanakan dengan baik, artinya peralatan, operator dan mesin telah siap untuk aktivitas changeover. Kendalanya adalah kerusakan alat, tidak adanya spare-part setelah ditemukan kerusakan (tidak adanya antisipasi atau pelaporan dari aktivitas terakhir), bahkan hingga tidak tepatnya jadwal karena masalah penambahan waktu produksi untuk produksi yang sedang berjalan.
Perencanaan peralatan yang akan digunakan. Akan lebih cepat bila perusahaan dapat menyediakan peralatan sesuai dengan jenis setup, seperti: Setup awal, Proses pengantian alat/die/fix, proses pembongkaran, proses pemasangan. Masing-masing dibedakan dalam tools kits tersendiri (untuk kunci, obeng, tang, pisau...). Tentu hal ini harus diawali dengan proses & activity mapping dan relationship terhadap kebutuhan alat kerja.
Perencanaan materials. Sering kali setup membutuhkan material tambahan (pencuci, pelumas, penghilang kimia
tertentu..) adakah distock? Cukup? Atau kurang sedikit? Bagimana dengan material untuk main production? Apakah sudah diperhitungankan penambahan akibat scrap atau waste?
Perencanaan waste adalah hal penting dan perlu. Hal ini terkait dengan monitoring yield terhadap aktivitas kerja. Sebagai contoh setiap set-up atau change over diperlukan 25Kg untuk purging. Bagaimana kalo menjadi 50Kg? Apakah ini pemborosan? Atau dianggap lazim?
Perencanaan penyimpanan alat hendaknya ditempatkan per kelompok aktivitas, dalam kondisi bersih, siap pakai, aman dan mudah dipindahkan dalam satuannya. Tidak perlu mencari atau membersihkan.
2. AttachementApakah alat kerja, fix, jig dan tools yang sekarang ini ada telah membuat pekerjaan menjadi lebih cepat, sederhana dan aman? Tipe seperti apakah?
Toggle clamps Cam action clamps Auto clamps Hooks Swings Washer or Bolt Full turn or half or quarter Wedges Slot drop or locking
3. Setting conditionAkan lebih baik bila setting dan fix dapat dibuat dengan mengunakan color coding atau pembatas (slot, locking, groove) sehingga mudah bagi pekerja, ‘Just click and fix’.
4. Trial run, Setting & AdjustmentPada aktivitas apa trial run dilaksanakan? Setting? Adjustment?Dapatkah aktitas itu dihilangkan dengan memasang: pin, lock & lock, rails, spacer, spring, adapters, level strips atau
guidge? Standarisasi pekerjaan? Penandaan lokasi? Templete? Fixtures? CHECKLIST?
”Seorang pilot sebelum menerbangkan pesawat akan memastikan ratusan Check Point telah dilakukan dengan benar
dan PASTI, meski langit begitu luas, sebab satu check point cukup mengantarkannya mendarat dimana saja”
TPM #4: "8 Hal Penting dalam aktivitas Changeover"
TPM #4: Pilar ke-1: Fokus pada Workplace Continues ImprovementBagian 2: “8 Hal Penting dalam aktivitas Changeover (SMED)”
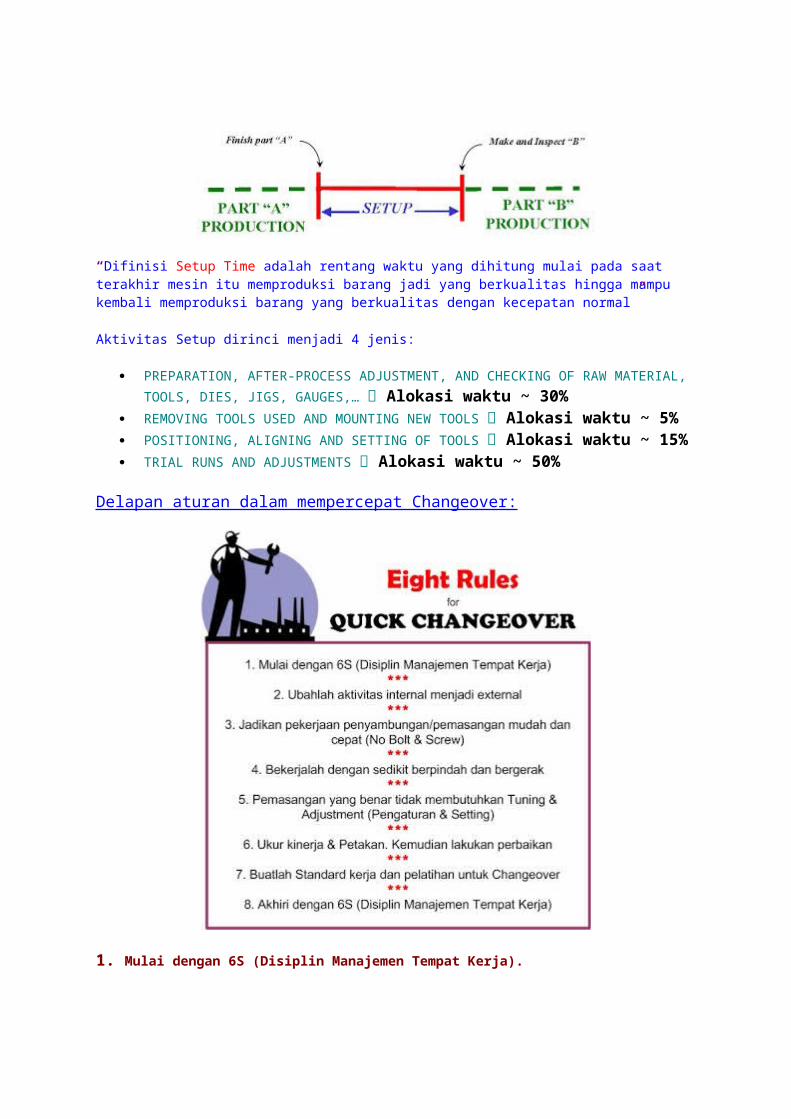
“Difinisi Setup Time adalah rentang waktu yang dihitung mulai pada saat terakhir mesin itu memproduksi barang jadi yang berkualitas hingga mampu kembali memproduksi barang yang berkualitas dengan kecepatan normal”
Aktivitas Setup dirinci menjadi 4 jenis:
PREPARATION, AFTER-PROCESS ADJUSTMENT, AND CHECKING OF RAW MATERIAL, TOOLS, DIES, JIGS, GAUGES,… Alokasi waktu ~ 30%
REMOVING TOOLS USED AND MOUNTING NEW TOOLS Alokasi waktu ~ 5% POSITIONING, ALIGNING AND SETTING OF TOOLS Alokasi waktu ~ 15% TRIAL RUNS AND ADJUSTMENTS Alokasi waktu ~ 50%
Delapan aturan dalam mempercepat Changeover:
1. Mulai dengan 6S (Disiplin Manajemen Tempat Kerja).
Pemilahan (Sort), pada alat yang akan dipergunakan dan yang tidak. Hanya alat yang akan dipergunakan yang tersedia didalam box atau lemari atau trolly.
Penataan (Set in order), alat kerja yang akan dipakai ditata rapih sesuai dengan tempat dan peruntukannya, sehingga mudah diketahui tersedianya, rusaknya atau hilangnya alat sebelum pekerjaan dilaksanakan.
Pembersihan (Shine), alat kerja harus selalu dalam keadaan siap dan bersih untuk dipakai. Kendala mental yang sering ditemui adalah sikap ‘toh nanti kotor lagi…!’ atau ’Namanya juga kerja masa tidak boleh kotor?’. Ubahlah. Sehingga Anda tahu benar bagaimana bersikap dan bekerja dengan benar. Jorok dan Kesan bekerja bersih adalah dua hal yang berbeda.
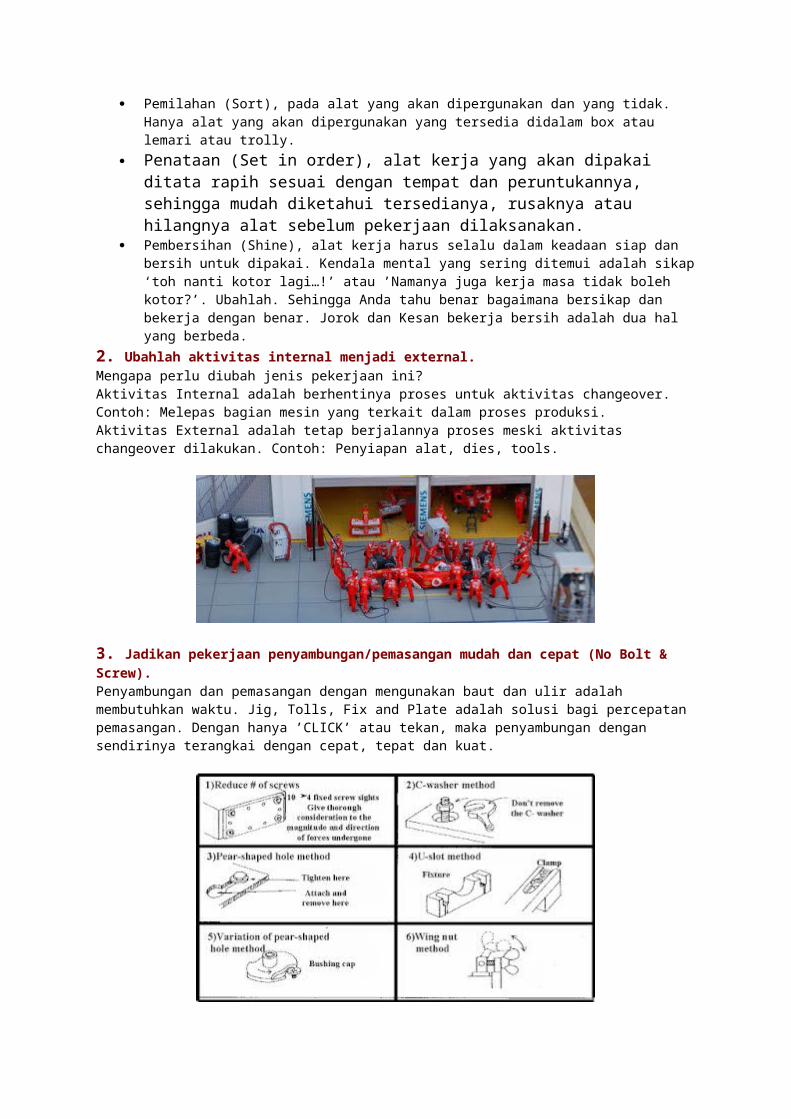
2. Ubahlah aktivitas internal menjadi external.Mengapa perlu diubah jenis pekerjaan ini?Aktivitas Internal adalah berhentinya proses untuk aktivitas changeover. Contoh: Melepas bagian mesin yang terkait dalam proses produksi.Aktivitas External adalah tetap berjalannya proses meski aktivitas changeover dilakukan. Contoh: Penyiapan alat, dies, tools.
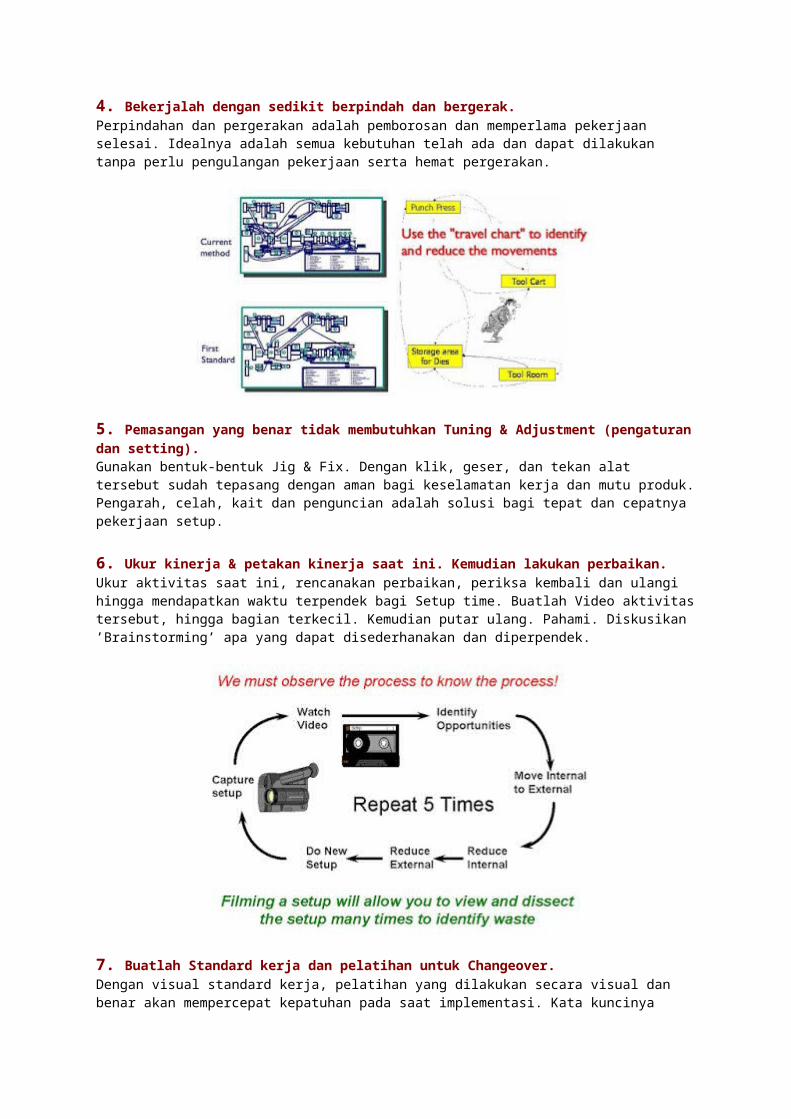
3. Jadikan pekerjaan penyambungan/pemasangan mudah dan cepat (No Bolt & Screw).Penyambungan dan pemasangan dengan mengunakan baut dan ulir adalah membutuhkan waktu.
Jig, Tolls, Fix and Plate adalah solusi bagi percepatan pemasangan. Dengan hanya ’CLICK’ atau tekan, maka penyambungan dengan sendirinya terangkai dengan cepat, tepat dan kuat.
4. Bekerjalah dengan sedikit berpindah dan bergerak.Perpindahan dan pergerakan adalah pemborosan dan memperlama pekerjaan selesai. Idealnya adalah semua kebutuhan telah ada dan dapat dilakukan tanpa perlu pengulangan pekerjaan serta hemat pergerakan.
5. Pemasangan yang benar tidak membutuhkan Tuning & Adjustment (pengaturan dan setting).Gunakan bentuk-bentuk Jig & Fix. Dengan klik, geser, dan tekan alat tersebut sudah tepasang dengan aman bagi keselamatan kerja dan mutu produk. Pengarah, celah, kait dan penguncian adalah solusi bagi tepat dan cepatnya pekerjaan setup.
6. Ukur kinerja & petakan kinerja saat ini. Kemudian lakukan perbaikan.Ukur aktivitas saat ini, rencanakan perbaikan, periksa kembali dan ulangi hingga mendapatkan waktu terpendek bagi Setup time. Buatlah Video aktivitas tersebut, hingga bagian terkecil. Kemudian putar ulang. Pahami. Diskusikan ’Brainstorming’ apa yang dapat disederhanakan dan diperpendek.
7. Buatlah Standard kerja dan pelatihan untuk Changeover.Dengan visual standard kerja, pelatihan yang dilakukan secara visual dan benar akan mempercepat kepatuhan pada saat implementasi. Kata kuncinya adalah meningkatkan Pengertian dan membangun tanggung jawab atas hasil kerja.
8. Akhiri dengan 6S (Disiplin Manajemen Tempat Kerja).Kerapihan dan kebersihan diakhir pekerjaan akan memudahkan bagi proses kerja berikutnya. Keuntungan dari kegiatan ini adalah menjaga alat kerja dalam keadaan baik, berfungsi dan bila ditemukan penyimpangan akan memudahkan tindakan koreksi dan perbaikan sehingga meniadakan waktu tunggu pada kegiatan setup berikutnya.
TPM #3: “8 Hal pokok dalam SMED”
TPM #3: Pilar ke-1: Fokus pada Workplace Continues ImprovementBagian 1: “8 Hal pokok dalam SMED”
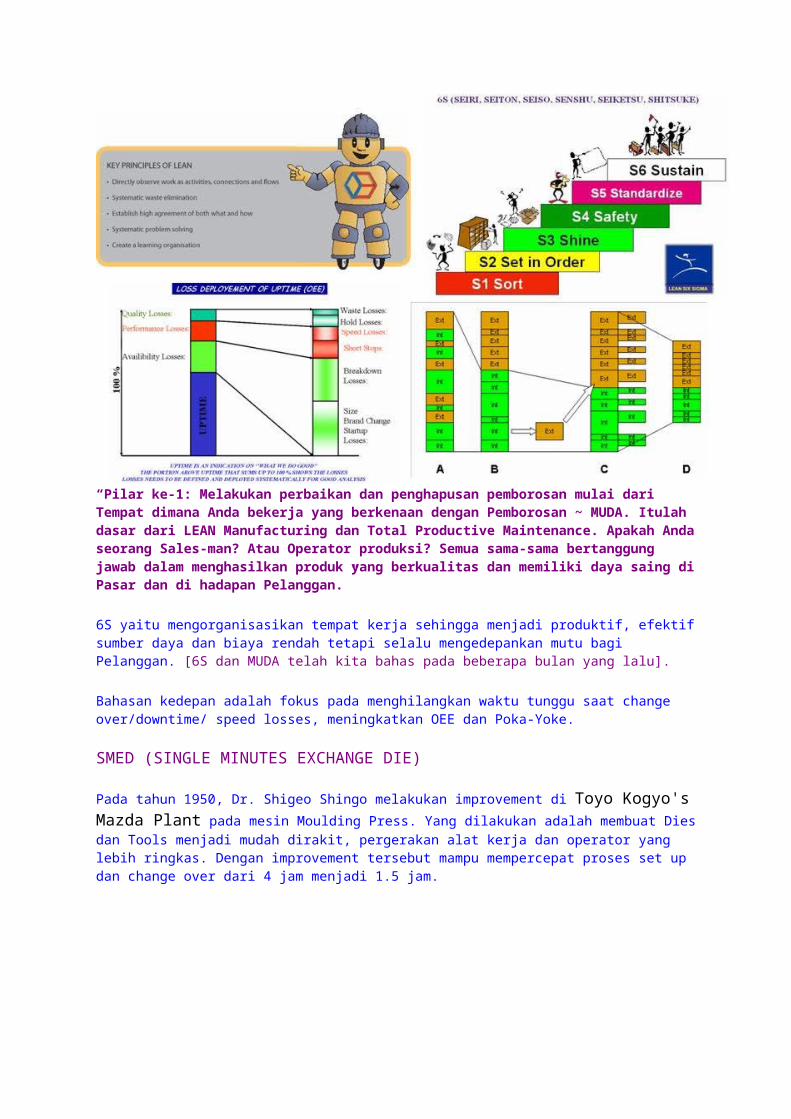
“Pilar ke-1: Melakukan perbaikan dan penghapusan pemborosan mulai dari Tempat dimana Anda bekerja yang berkenaan dengan Pemborosan ~ MUDA. Itulah dasar dari LEAN Manufacturing dan Total Productive Maintenance. Apakah Anda seorang Sales-man? Atau Operator produksi? Semua sama-sama bertanggung jawab dalam menghasilkan produk yang berkualitas dan memiliki daya saing di Pasar dan di hadapan Pelanggan.”
6S yaitu mengorganisasikan tempat kerja sehingga menjadi produktif, efektif sumber daya dan biaya rendah tetapi selalu mengedepankan mutu bagi Pelanggan. [6S dan MUDA telah kita bahas pada beberapa bulan yang lalu].
Bahasan kedepan adalah fokus pada menghilangkan waktu tunggu saat change over/downtime/ speed losses, meningkatkan OEE dan Poka-Yoke.
SMED (SINGLE MINUTES EXCHANGE DIE)
Pada tahun 1950, Dr. Shigeo Shingo melakukan improvement di Toyo Kogyo's Mazda Plant pada mesin Moulding Press. Yang dilakukan adalah membuat Dies dan Tools menjadi mudah dirakit, pergerakan alat kerja dan operator yang lebih ringkas. Dengan improvement tersebut mampu mempercepat proses set up dan change over dari 4 jam menjadi 1.5 jam.
Dr. Shigeo Shingo menegaskan 8 hal penting dalam buku ‘Single Minutes Exchange Die’:
1. Seorang Manajer Produksi sudah seharusnya memiliki strategi untuk dapat memproduksi barang dengan lebih cepat ke tanggan pelanggan, mengantisipasi naik turunnya permintaan dan menghilangkan kendala proses dan kerusakan terhadap mutu barang.
2. Secara konstruktif dan sistimatik dalam menghapuskan segala pemborosan ditempat kerja sehingga dapat dijamin kelangsungannya (sustainability). Sehingga daya saing dalam biaya selalu mejadi prioritas.
3. Selalu mengukur kinerja proses dengan mengevaluasi Value-add dan Non-value Add.4. Memproduksi barang hanya yang benar-benar diinginkan pelanggan dan bisa dilaku jual (aspek
Penjualan dan pembayaran) dengan CEPAT. Hal ini sangat terkait dengan berkurangnya Inventory, Cash Flow yang lebih sehat karena turunya Holding stock dan perputaran Working Capital lebih cepat (~ turunnya days cover).
5. Set up dan Change Over harus terbebas dari kerusakan produk dan rendah pemborosan, dilakukan dengan cepat dan mengahasilkan keandalan terhadap MUTU.
6. Mengimplementasikan SMED (single minutes exchange dies) dan OTED (one touch exchange dies)7. Menciptakan cara agar proses mampu memproduksi lot batch dengan size sekecil-kecilnya dengan
waktu cepat dan rendah pemborosan (waste & defect).8. Jika tidak mampu mengetahui bagaimana sistem dan proses Anda bekerja, maka Proses produksi Anda
sebenarnya masih dapat disederhanakan dan dihemat (cut cost).
Penerapan SMED akan menghasilkan aktivitas Changeover semakin cepat, dan ini akan memberikan keuntungan:
1. Meningkatkan jumlah waktu kerja efektif, artinya akan memberikan output yang lebih banyak. Dengan meningkatnya waktu kerja efektif, maka memberikan dampak flexibilitas untuk memproses order dari customer dan lebih responsive. Semakin responsif dan flexible akan memudahkan bagi department perencanaan untuk lebih focus dan meniadakan Slow moving pada Raw materials dan Finished goods.

2. Meningkatkan kemampuan dan flexibilitas proses manufacturing pada berbagai tipe produk maupun ukuran (batch size, hingga terkecil).
3. Stock WIP yang berkurang karena meningkatnya kecepatan dalam penyerahan produk akan berdampak positif bagi Cash Flow Perusahaan dan Capital Turn-over (Modal kerja).
4. Meningkatnya produktivitas, mutu dan keselamatan kerja:
Mengingkatnya performa OEE, jumlah jam kerja efektif meningkat dan produktivitas meningkat.
Menghilangkan kesalahan pada saat set-up dan start up, artinya didapati penurunan pada kerusakan produk. ’Do it right at the first time ~ right 1st time’.
Kemudahan pada saat set-up dan change over memberikan dampak keamanan dan keselamatan kerja bagi para operator, sekaligus memotivasi untuk menghasilkan produk lebih banyak lagi.
Penerapan 6S pada Sort + Set in order + Shine memberikan dampak kesiapan akan alat kerja, sehingga kecepatan set-up lebih singkat dan Biaya rendah bagi kegiatan Set-up dan Changeover produk
Kemudahan bagi pekerja artinya motivasi kerja meningkat, hasil bertambah dan mutu terjamin.
Skill dan kompentensi operator diperlukan, namun akan menjadi semakin mudah, karena proses yang distandarkan, alat kerja yang mudah dirakitnya dan sederhana dalam pengoperasiannya.
TPM #2: 8 Pilar Total Productive Maintenance (TPM)
“Target pencapaian TPM adalah Zero Accident, Zero Breakdown, Zero Cronic damage, Zero Defect and Lean operation (Minimized Set up, Start-up, Shut-down, speed looses and change over). Banyak yang mempertanyakan target ini, namun akan menjadi sebuah kemungkinan bila Anda melihat bahwa hal ini celah bagi
kesempurnaan yang terus dikerjakan dalam kegiatan Kaizen & continues improvement.”
8 Pilar Total Productive Maintenance:
1. FOCUS IMPROVEMENT: a. Mengukur pemborosan di Tempat kerja b. Implement MUDA Waste Elimination to improve productivity & cost reduction c. Meningkatkan efektifitas kerja dengan menerapkan 6S (Sort, Set in Order, Shine,
Safety, Standardize & Sustain)
2. Autonomous Maintenance & Operator (= “Kobetsu Kaizen & Jishu Hozen”) a. Reset based level, yaitu mengimplementasikan kegiatan maintenance harian oleh
Operator pada aktivitas pembersihan, inspeksi mesin, pelumasan mesin dan pengencangan sambungan (baut, klem..)
b. Menerapkan Autonomous Maintenance & Operator di setiap working station.
3. Planned Maintenance System a. Menjamin mesin 100% siap untuk digunakan (reduce downtime & 100% readiness) b. Menjamin mesin 100% mendukung pencapaian mutu yang konsisten, jumlah
produk yang sesuai dan ketepatan waktu bagi jawal pengiriman ke pelanggan c. Mengimplementasikan Preventive Maintenance Schedule bagi kemudahan
pelaksanaan perawatan dan tindakan pecegahan d. Reduce maintenance & variable cost
4. Training & Skill Development dalam mengimplementasikan Competencies Based Matrix
a. Gaps Skill & Training Analysis b. Conduct training & awareness c. Verifikasi efektivitas terhadap kepatuhan penerapan d. People and Skill Matrix
5. Master Plan Design, Early Equipment & Process Management a. Periksa spesifikasi alat dan data teknis b. Pelajari kelemahan dan kekurangan sebagai langkah perbaikan [Life cycle costing] c. Penerapan perbaikan design pada mesin terpasang dan kemungkinan investasi
mendatang pada: Kemudahan dalam pembuatan mesin/alat kerja, Kemudahan instalasi, Kemudahan proses, Kemudahan dalam pengendalian proses dan mutu produk dan Jaminan hasil produksi yang bermutu konsisten
6. Quality Maintenance System “Hinshitsu Hozen” a. Melakukan evaluasi dan perbaikan terhadap kerusakan atas mutu dan control
performa mesin b. Focus pada kegiatan Quality Source and Quality Assurance
c. Penerapan Sistem Preventive Maintenance yang efektif dalam ketepatan waktu dan biaya
d. Mengimplementasikan pedeteksi kesalahan dini [Poka Yoke, Mistake Proofing]
7. TPM in Support Departments (Office, Sales, Marketing, Finance/Accounting, IT and Administration)
a. Seluruh department yang mendukung proses produksi, penyerahan produk dan pelayanan pelanggan berpartisipasi aktif dalam kegiatan TPM untuk meningkatkan efektifitas kinerja binis
b. Meningkatkan kecepatan, efektifitas dan kesederhanaan sehingga bisnis proses menjadi lebih ringkas dan tanggap terhadap kebutuhan pelanggan dan meningkatkan daya saing perusahaan
8. Health Safety Environment Management System a. Operasi bisnis yang berbasis kuat pada dukungan kegiatan Keselamatan kerja dan
lingkungan b. Pelatihan dan implementasi pada seluruh aspek bisnis proses untuk mencapai Zero
Accident and Zero Pollution c. Tunduk dan mematuhi secara terhadap peraturan Pemerintah dan persyaratan
Pelanggan untuk mengimplementasikan kebijakan HSE.
TPM #1: Apa itu Preventive Maintenance?
“Sering kali salah pengertian bahwa TPM adalah program milik Produksi atau Maintenance atau Operation Department. TPM mampu meningkatkan keefektifan atas hasil dalam rantai bisnis perusahaan. Bahkan hingga sampai kewilayah Sales & Finance (Accounting). TPM adalah milik Perusahaan dan menjadi tanggung jawab siapapun yang bekerja dalam organisasi bisnis.”
Sejarah singkat Total Productive Maintenance dapat diringkas kedalam jenis aktivitas pekerjaan sebagai berikut:
Downtime MaintenanceDowntime maintenance artinya kegiatan perbaikan baru akan dilaksanakan pada saat alat kerja (mesin) benar-benar sudah tidak dapat lagi menghasilkan produk atau dioperasikan. Kerusakan jenis ini dapat berakibat serius, yaitu melemahnya daya saing dan kemampuan memasok produk kepada pelanggan.
Preventive Maintenance (1951)Preventive Maintenance yang dimaksud disini adalah kegiatan ‘preventive maintenance’ harian yang meliputi kebersihan, inspeksi, pelumasan dan pengencangan sambungan (baut, klem..) pada mesin dan alat kerja. Preventvie maintenance seperti ini diperkenalkan pada tahun 1951 di Jepang dari perusahaan automotif Amerika. Tujuan dari kegiatan preventive ini adalah untuk menjamin dan mempertahankan kondisi prima dari mesin/alat kerja dari tidak berfungsinya alat pada saat akan digunakan ataupun kerusakan pada saat proses berlangsung. Dampak langsung dari kegiatan Preventif ini adalah pemeliharaan sehingga alat/mesin dapat berumur panjang.
o Periodic Maintenance (Time Based Maintenance = TBM)Maintenance berdasarkan program kerja untuk kegiatan pemeriksaan, perbaikan, pengantian suku cadang dan pembersihan untuk mengantisipasi terjadinya masalah saat proses berlangsung.
o Predictive MaintenanceAdalah cara untuk menentukan periode perbaikan dan pemeliharaan mesin/alat kerja berdasar atas hasil inspeksi, temuan dan diagnosa. Aktivitas pengamatan yang difokuskan untuk penyimpangaan terhadap kebisingan, getaran, suara yang ganjil, tetesan/rembesan pelumas, menurunnya produktivitas, dsb.
Corrective Maintenance (1957)

Peningkatan hasil atas kenerja alat/mesin dari hasil perbaikan komponen suku cadang atau mofikasi alat/mesin. Improvisasi pada suku cadang dan mofikasi mesin yang dimaksudkan adalah mampu memberikan dampak positif bagi kegiatan Preventive Maintenance. Alat/mesin dan suku cadang yang memiliki kelemahan didesign ulang, sehingga mampu meningkatkan produktivitas dan penurunan biaya operasi.
Maintenance Prevention (1960)Segala kekurangan dari mesin dan alat kerja yang terpasang dipelajari. Kemudian dikembangkan untuk perbaikan dan peningkatan kinerja pada unit baru yang akan dipasang (dibeli).Pada tahun 1960, TPM dikembangkan di NIPPONDENSO. TPM yang menekankan pada Autonomous Maintenance (pilar ke 2) dan Design Engineering untuk ‘Early Equipment & Process Management’ (pilar ke 5). Dan Nippondenso merupakan perusahaan pertama yang memperoleh sertifikasi dari JAPANESE INSTITUTE of PLANT ENGINEERS (JIPE) untuk implementasi TPM.
Sasaran dari penerapan TPM adalah:1. 100% kesiapan alat dan mesin untuk memproduksi barang yang berkualitas2. Penurunan biaya dan kendali jaminan mutu yang tetap konsisten3. Kemampuan memproduksi dengan flexibilitas terhadap batch size yang kecil4. Zero defect pada produk yang dikirim ke pelanggan
KPIs = Key Performance Indicators
“Kita tidak mengetahui apa yang kita tidak tahu. Kita tidak akan bertindak terhadap apa yang kita tidak tahu. Kita tidak akan mengetahui sampai kita
mencari tahu. Kita tidak akan mencari tahu untuk apa yang kita tidak menanyakan (bertanya?). Kita tidak menanyakan apa yang kita tidak ukur.
Dengan demikian, kita hanya akan tetap menjadi tidak tahu!”
Tanggung Jawab dalam Kepemimpinan dalam LEAN SIX SIGMA:
Kepemimpinan Manajemen Organisasi
Pemahaman dan pemuasan kebutuhan pelanggan, pemegang saham, karyawan dan stakeholder lainnya melalui pengembangan visi, misi dan nilai-nilai organisasi
Pengukuran, analisis dan peninjauan ulang hasil kerja Verifikasi status pencapaian kegiatan Continues Improvement Mengidentifikasikan kesempatan-kesempatan untuk peningkatan kinerja bisnis terus-menerus
Kepemimpinan Tim Peningkatan Qualitas (QIT = Quality Improvement Team)
Bertanggung jawab untuk keberhasilan kinerja yang tercantum dalam program Continues Improvement
Mendesain agenda pertemuan yang efektif Menyelesaikan issue tentang penurunan efisiensi, pemborosan dan penurunan keuntungan
perusahaan Menyebar luaskan hasil-hasil peningkatan qualitas dan perbaikan kinerja secara visual dan
berkala
Kepemimpinan Individu Berkualitas (TQP = Total Quality Person)
Kemampuan belajar terus menerus meningkatkan kemampuan diri untuk menjadi lebih kompeten
Berprilaku positif dan proaktif Bersemangat menyelesaikan tugas continues improvement dan focus Membangun jaringan kerja sebagai ‘Agen Perubahan’
Contoh Master Deployment Improvement Plans & KPIs Relationship
Related Documents







![TPM Manual básico de Entrenamiento TPM[1]](https://static.cupdf.com/doc/110x72/55cf9ad3550346d033a3957d/tpm-manual-basico-de-entrenamiento-tpm1.jpg)



