SISTEM PRODUKSI Oleh: 1.Teddy Gunarso S (0932115015) 2.Sugeng Riyadi (0932010003) 3. Astaldhita (0932215020) 4. Dony (0932015004) 5.Rokhim (0932015011)

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

SISTEM PRODUKSI
Oleh:1.Teddy Gunarso S (0932115015)2.Sugeng Riyadi (0932010003)3. Astaldhita (0932215020)4. Dony (0932015004)5.Rokhim (0932015011)
LATARBELAKANG
• Perkembangan industri baik industri jasa maupun yang menghasilkan produk berkembang sangat pesat, perusahaan saling bersaing untuk mencari pasar konsumen yang tepat. Dalam menghadapi permasalahan - permasalahan industri yang semakin tidak pasti dan saling kait - mengkait dengan lingkungannya maka diperlukan satu pendekatan yang mampu dipakai untuk memecahkan permasalahan tersebut secara tepat.
TUJUAN PRATIKUM• Mengetahui tingkat kualitas produk dari hasil produksi dibandingkan
dengan standart kualitas.
• Mampu mempertahankan kualitas yang sudah tinggi dan mengurangi jumlah produk yang rusak.
• Mampu mengidentifikasi kecacatan dan tingkat kualitas dengan menggunakan metode seven tools dan eight step.
• Mengetahui kerugian – kerugian karena kerusakan bahan dan produk hasil produksi.
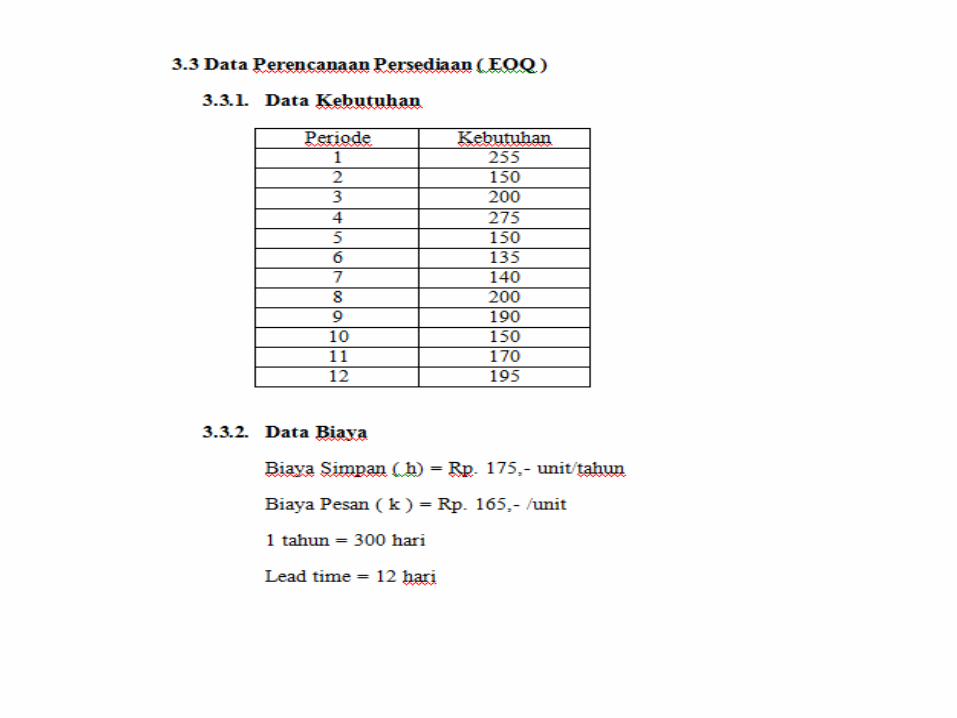
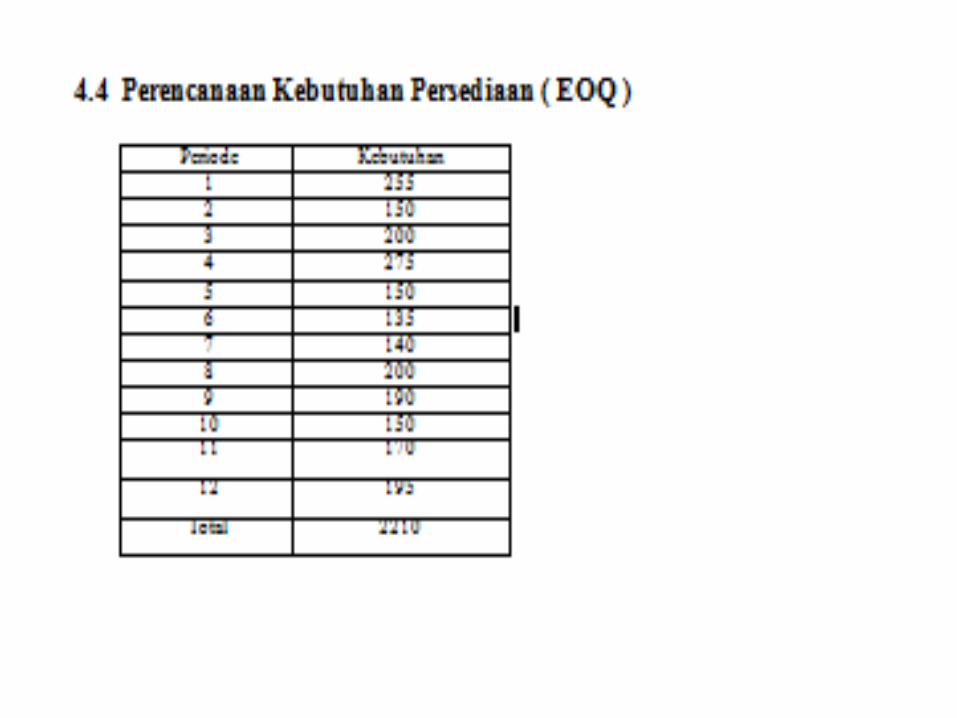
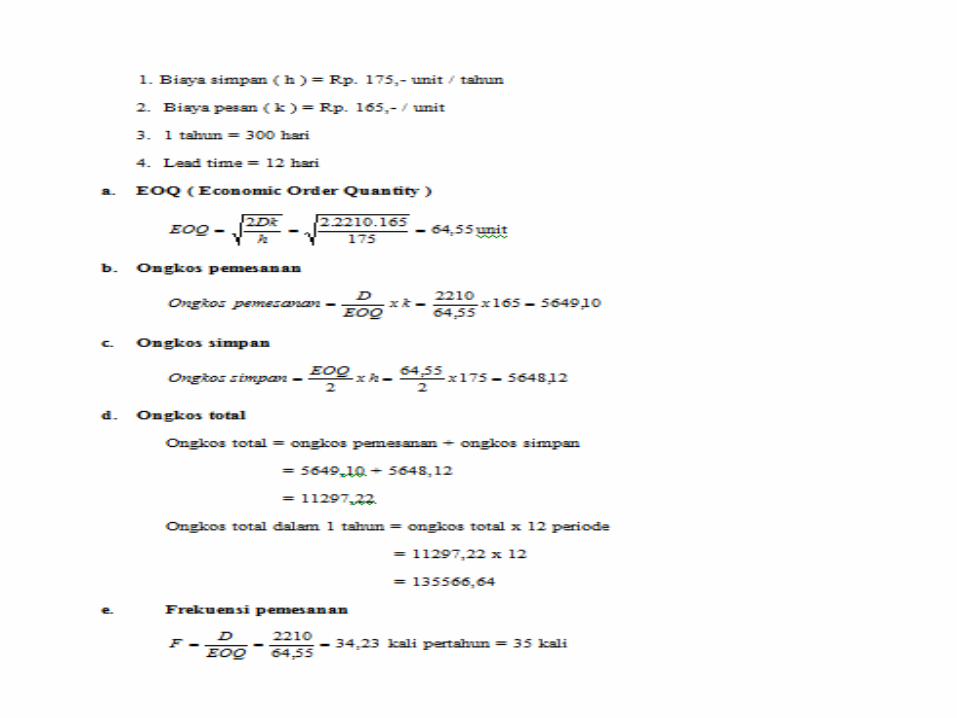
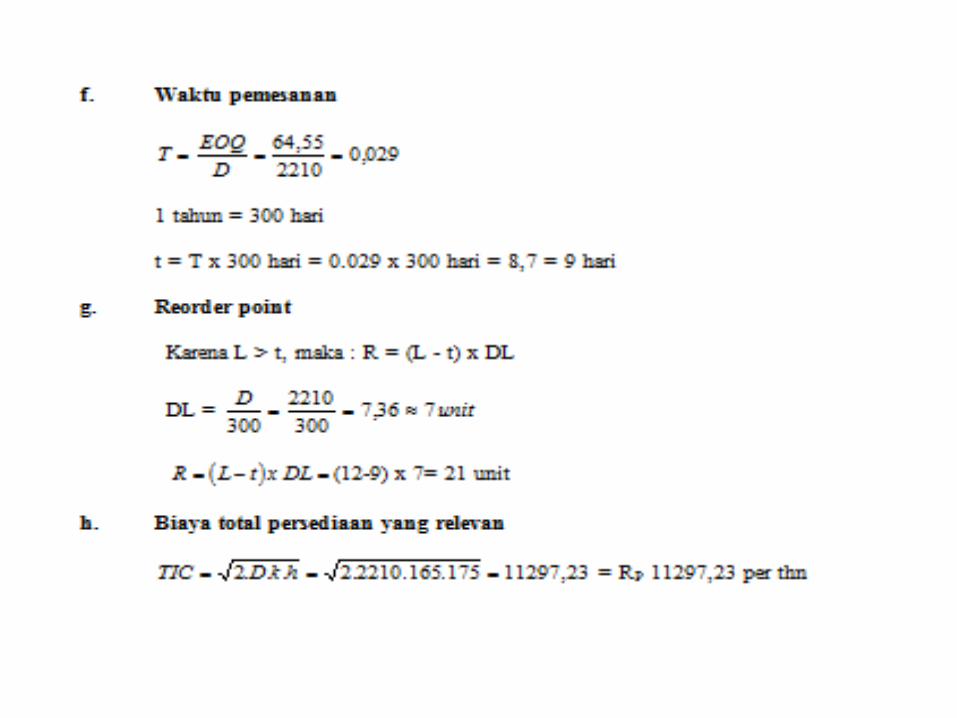
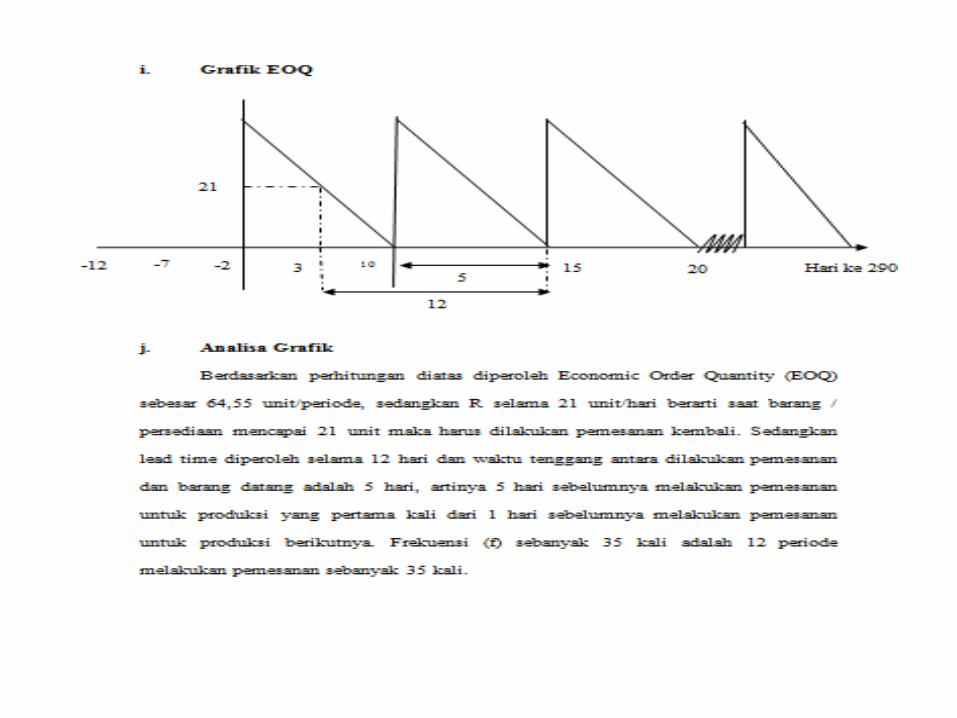
• Mampu membuat rencana persediaan ( EOQ )
• Mampu membuat rencana produksi pada tahap perencanaan kebutuhan material ( MRP ).
BATASAN MASALAH• Masalah ini dibatasi pada pengendalian kualitas
dengan menggunakan metode seven tools dan eight step.
• Sebagai derajat / tingkatan kualitas produk yaitu produk yang memenuhi persyaratan dari quality standart yaitu norma – norma yang harus dicapai sehingga diharapkan dapat memperoleh hasil output yang ergonomic dengan pengerjaan yang dilakukan secara efektif dan efisien.
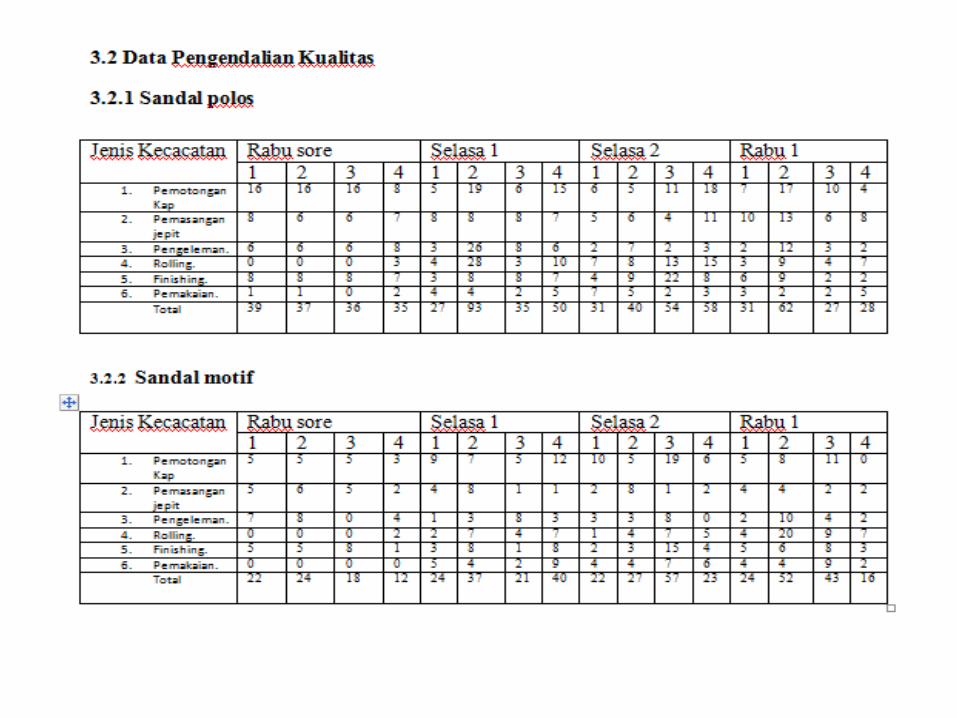
• Data yang diambil dari sesion Rabu sore, Selasa I, Selasa II, dan Rabu I.
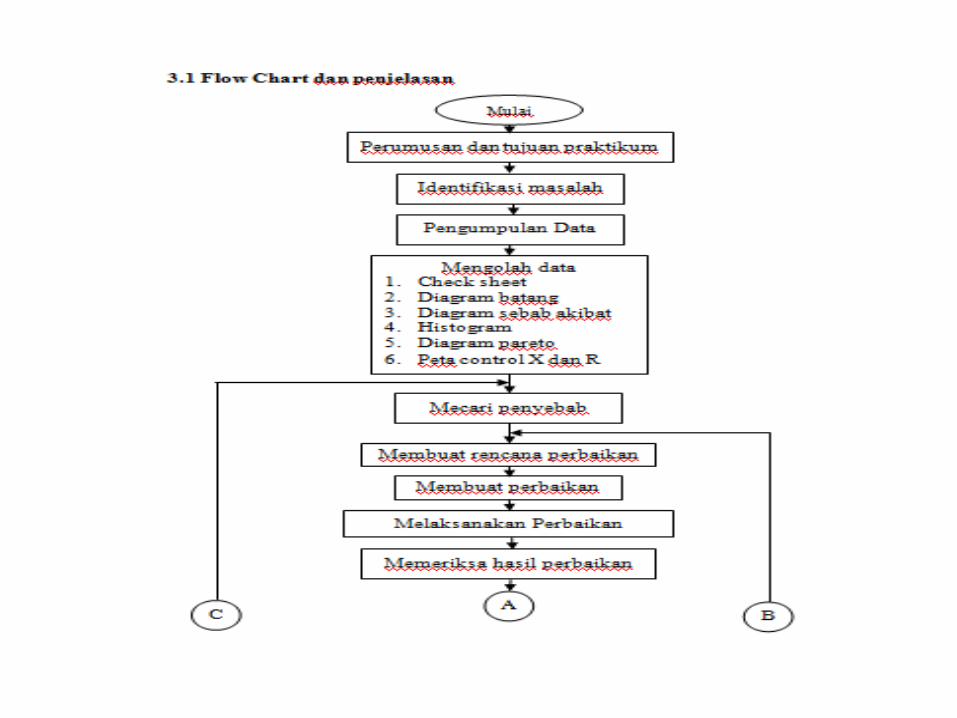
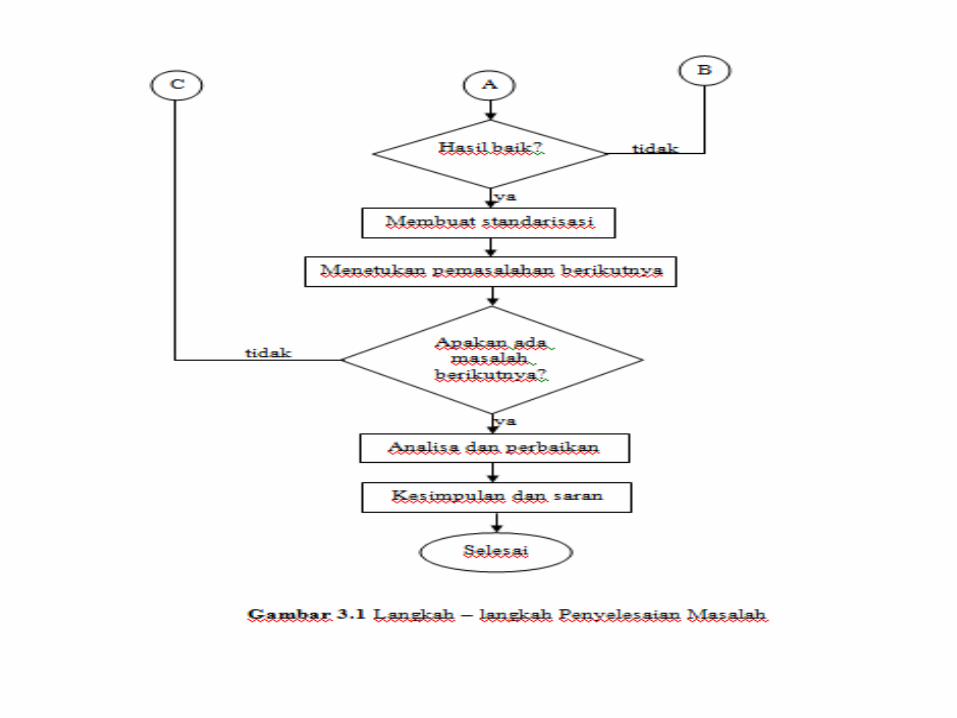
• Penjelasan Flow chart :
• Mulai.
• Berisi tentang kegiatan yang dilakukan
• Perumusan dan tujuan praktikum.
• Dalam perumusan dan tujuan praktikum ini kita mengidentifikasi tingkat kecacatan, membuat rencana persediaan, membuat perencanaan kebutuhan material.
• Identifikasi masalah.
• Dalam menyelesaikan masalah, akan mengetahui tujuan dari praktikum ini, salah satunya mampu menyelesaikan masalah kecacatan barang
• Mengolah data
• pengolahan data menggunakan seven tools antara lain : chek sheet, diagaram batang, diagram sebab akibat, histogram, diagram pareto, peta kontrol X dan R.
• Mencari penyebab.
• Dapat diketahui penyebab – penyebab utama dalam kecacatan produk.
• Membuat rencana perbaikan
• Setelah diketahui penyebab kecacatan dari produk maka dibuat rencana perbaikan untuk memperbaiki
• Memeriksa hasil perbaikan
• Membuat rencana perbaikan maka dilakukan pemeriksaan hasil perbaikan
• Hasil baik• Kalau hasi baik lanjutkan,kalao hasil tidak baik maka kembali membuat rencana perbaikan.• Membuat standarisasi• setelah didapat hasil yang baik maka selanjutnya membuat standarisasi produk tersebut.• Menentukan permasalahan berikutnya• Misal : Permasalahan pertama kita adalah pada bagian pemotongan apabila perbaikan yang
kita lakukan dapat mengurangi cacat yang disebabkan pada bagian pemotongan mka kita dapat menentukan permasalahan berikutnya.Apa ada masalah berikutnya
• Apakah ada masalah berikutnya• Kalau tidak ada masalah lanjutkan, ada masalah maka kembali mencari penyebab masalah.• Analisa dan Perbaikan• Dalam hal ini kita melakukan analisa terhadap masalah setelah itu kita melakukan perbaikan.• Kesimpulan dan saran• Pada pembahasan ini berisi tentang kesimpulan dan saran.• 14. Selesai
•
• 4.1.1 Karakteristik Standart Kualitas Sandal• Pemotongan Kap dan Garis kap
– Bekas bolpoin– Miring– Panjang garis kap
• Pemasangan kap– Ketepatan ukuran (pakai kasbut)– Miring
• Pengeleman– Bercak – bercak lem pada sandal
• Rolling– Sandal Melengkung– Ada Gelembung– Lem kurang rekat
• Finishing– Kerataan Penggerindaan
• Pemakaian ( ergonomis )– Enak dan nyaman
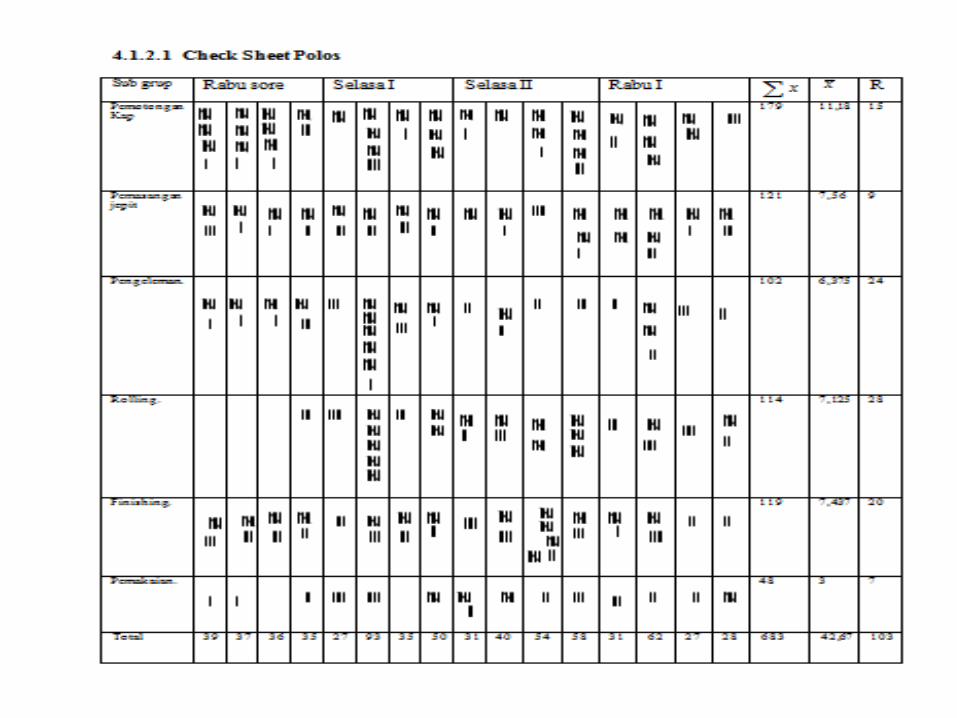
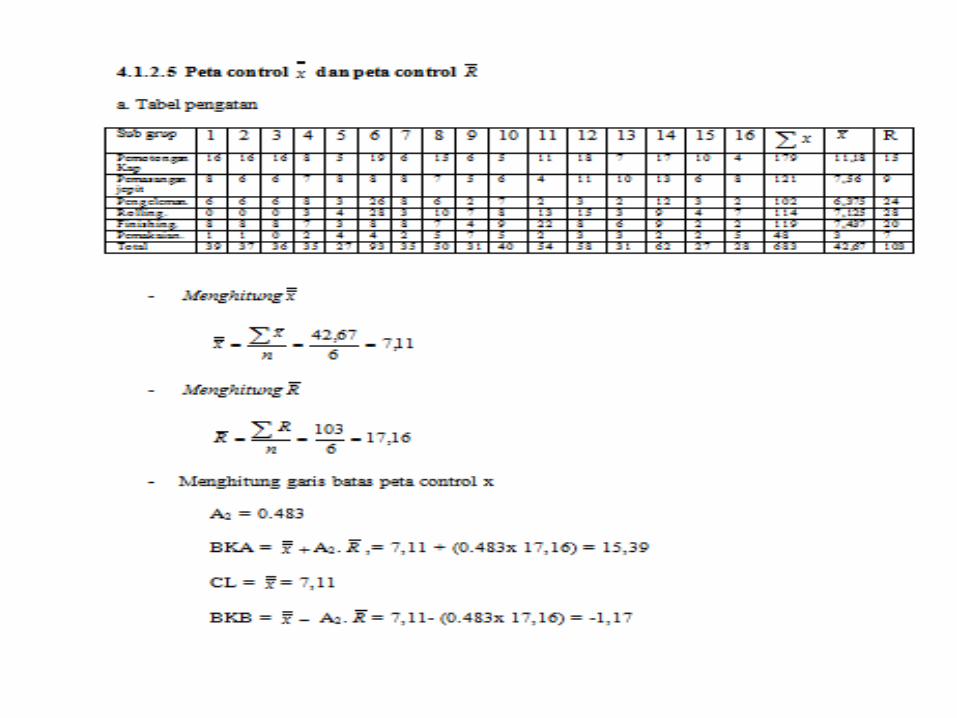
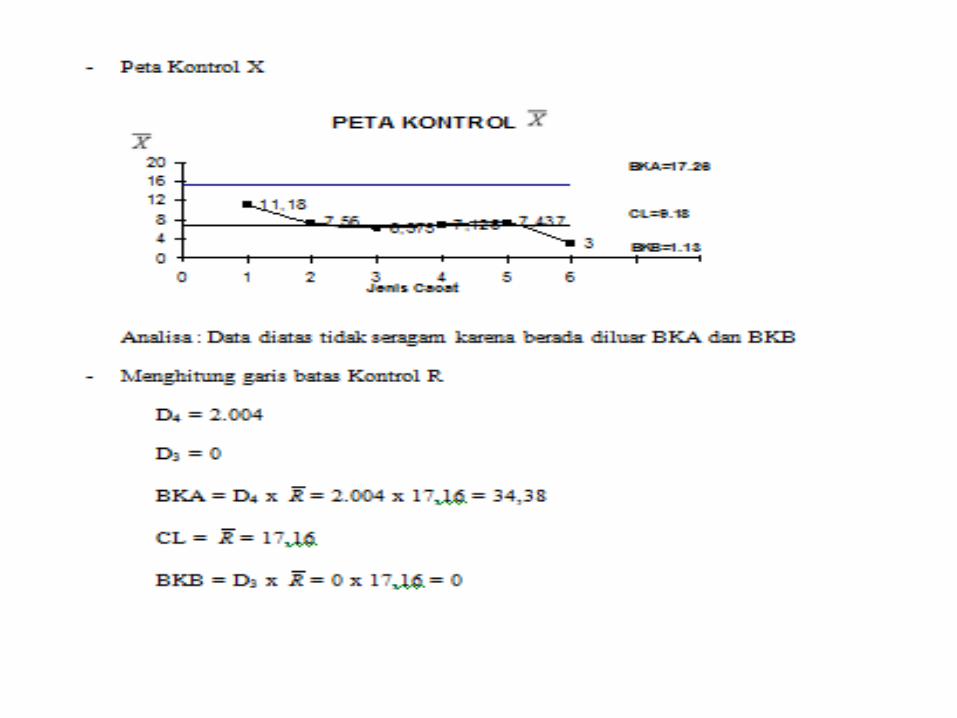
• Analisa :• Dari lembar pengecekan (Check Sheet) diatas diketahui jumlah
cacat dari jenis kecacatan pada proses pembuatan sandal motif sebagai berikut : pada bagian Pemotongan terdapat 179 cacat dengan rata-rata ( ) sebesar 11,18 dan range (R) sebesar 15, pada bagian Pemasangan Jepit terdapat 121 cacat dengan rata-rata ( ) sebesar 7,56 dan range (R) sebesar 9, untuk bagian Pengeleman terdapat 102 cacat dengan rata-rata ( ) sebesar 6,375 dan range (R) sebesar 24, pada bagian Rolling terdapat 114 cacat dengan rata-rata ( ) sebesar 7,125 dan range (R) sebesar 28. Bagian Finishing terdapat 119 cacat dengan rata-rata ( ) sebesar 7,437 dan range (R) sebesar 20. Bagian Pemakaian terdapat 48 cacat dengan rata-rata ( ) sebesar 3 dan range (R) sebesar 7. Dengan jumlah jenis cacat keseluruhan sebesar 683 cacat, jumlah rata-rata ( ) keseluruhan sebesar 42,67 dan jumlah Range (R) keseluruhan sebesar 103
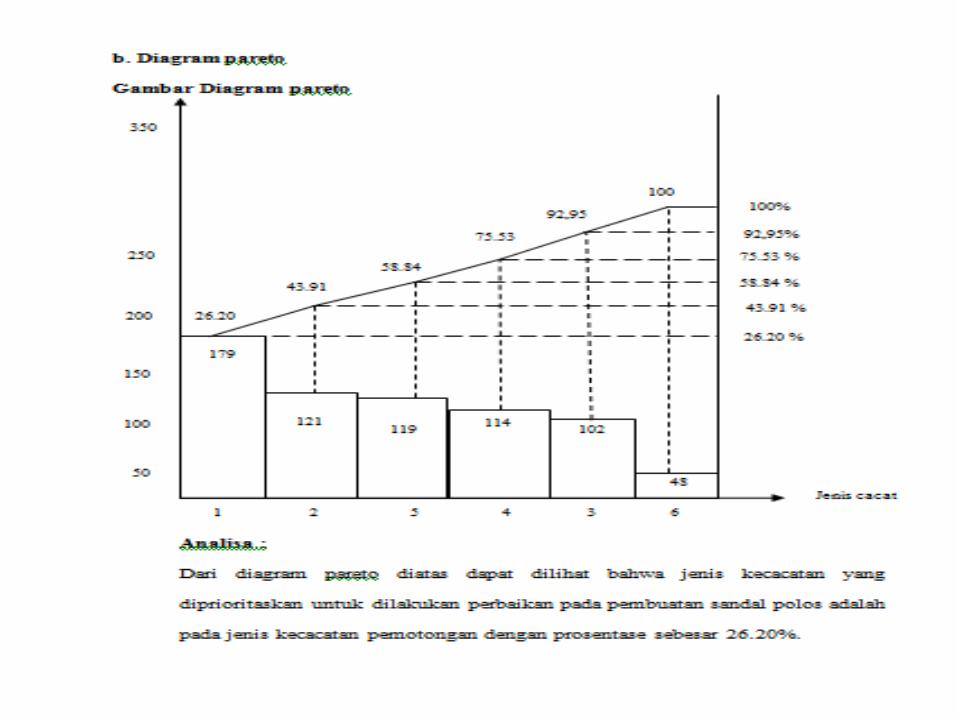
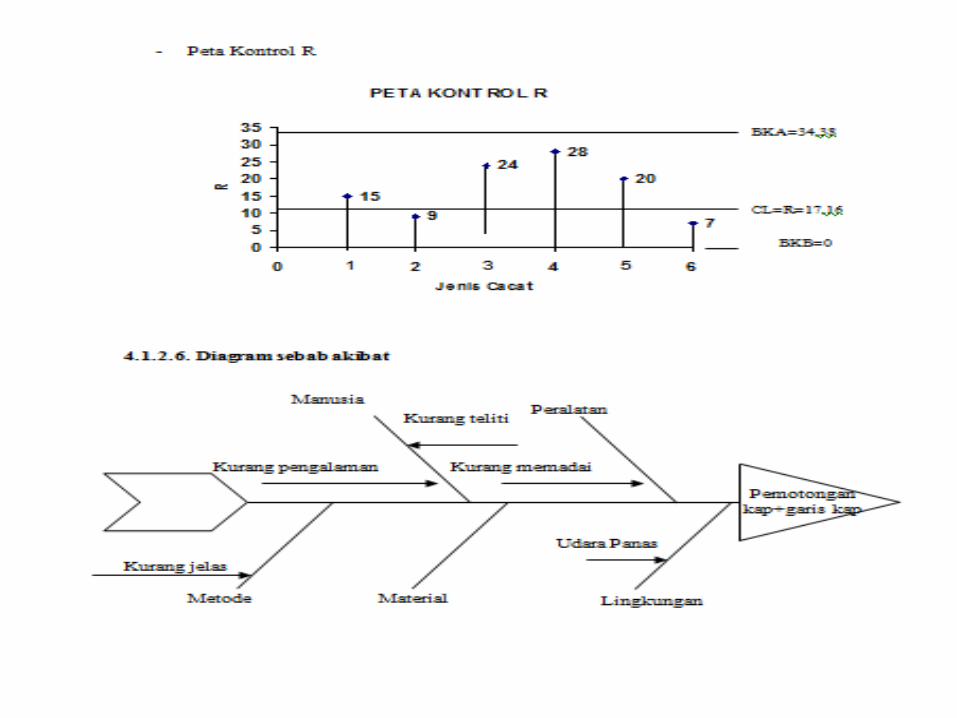
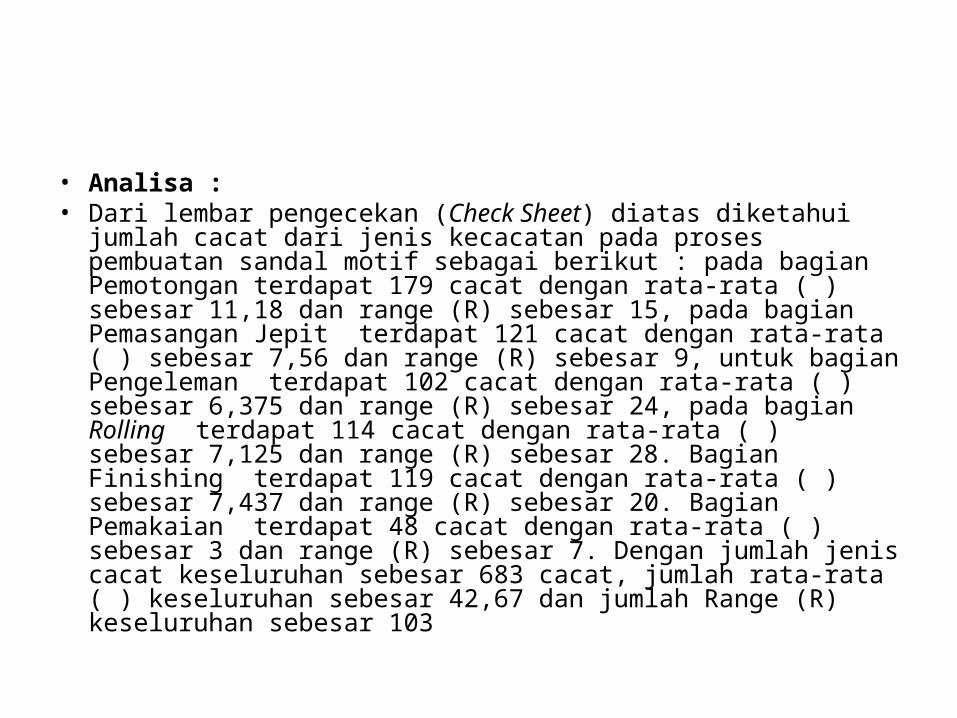
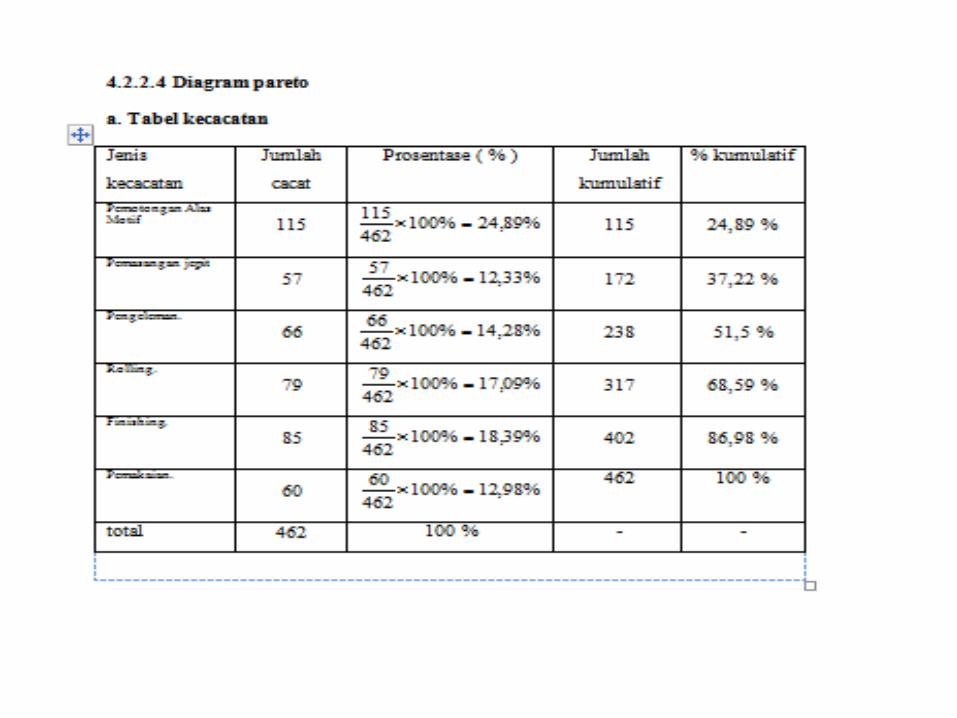
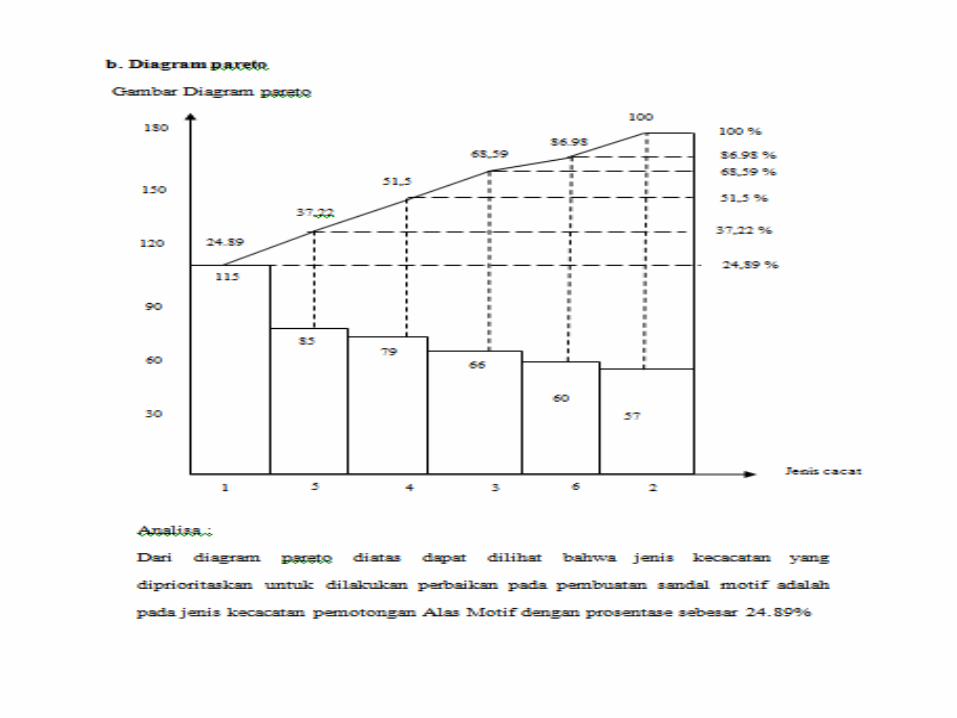
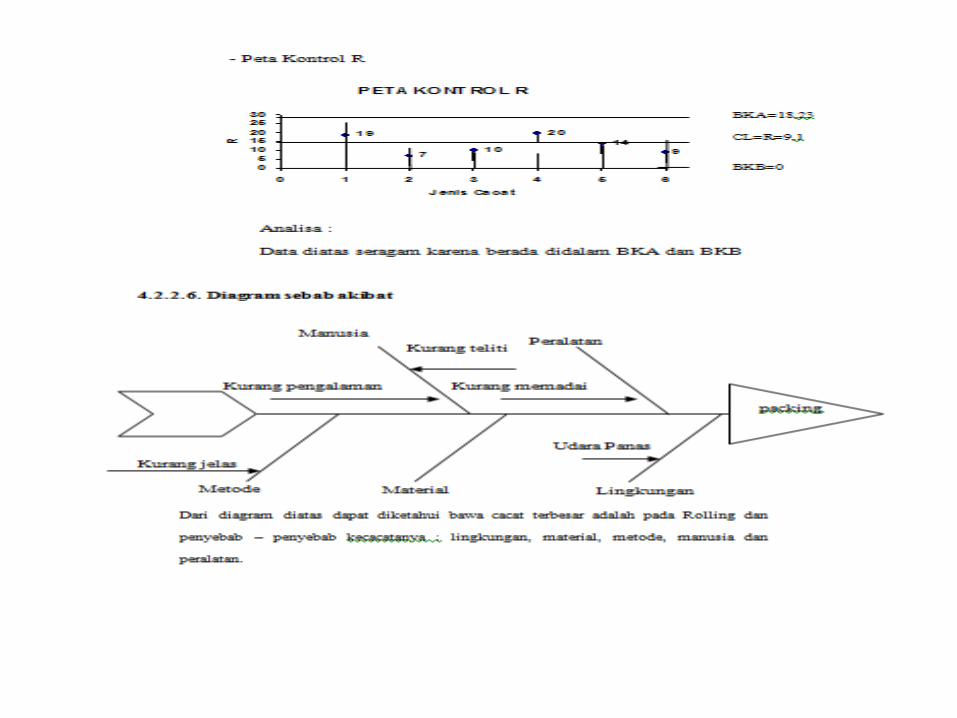
• Analisa :• Dari diagram diatas dapat diketahui
bawa cacat terbesar hádala pemotongan garis kap dan penyebab – penyebab kecacatanya : lingkungan, material, metode, manusia dan peralatan.
• 4.2.1 Karakteristik Standart Kualitas Sandal.• Pemotongan alas motif
– Proposional– Garis jepit– Lubang jepit
• Pemasangan jepit– Miring– Jepit terbalik
• Pengeleman– Bercak – bercak lem pada sandal
• Rolling– Sandal Melengkung– Ada gelembung– Lem kurang rekat
• Finishing– Kerataan penggerindaan
• Kanan dan kiri.• Depan dan belkang.• Pemakaian ( ergonomis )
– Enak dan nyaman– Ukuran
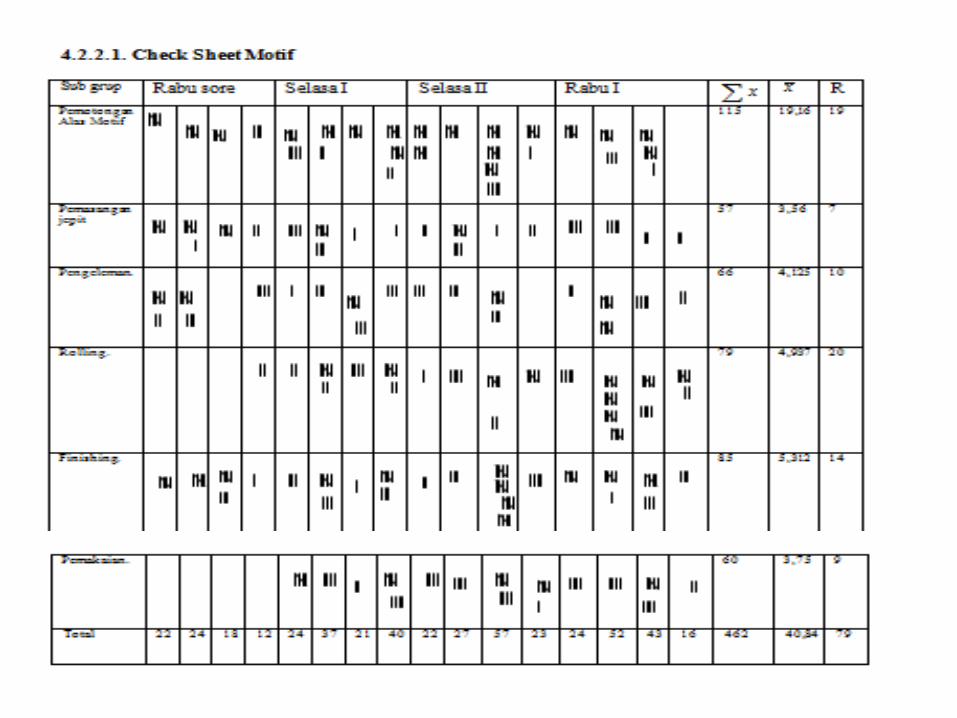
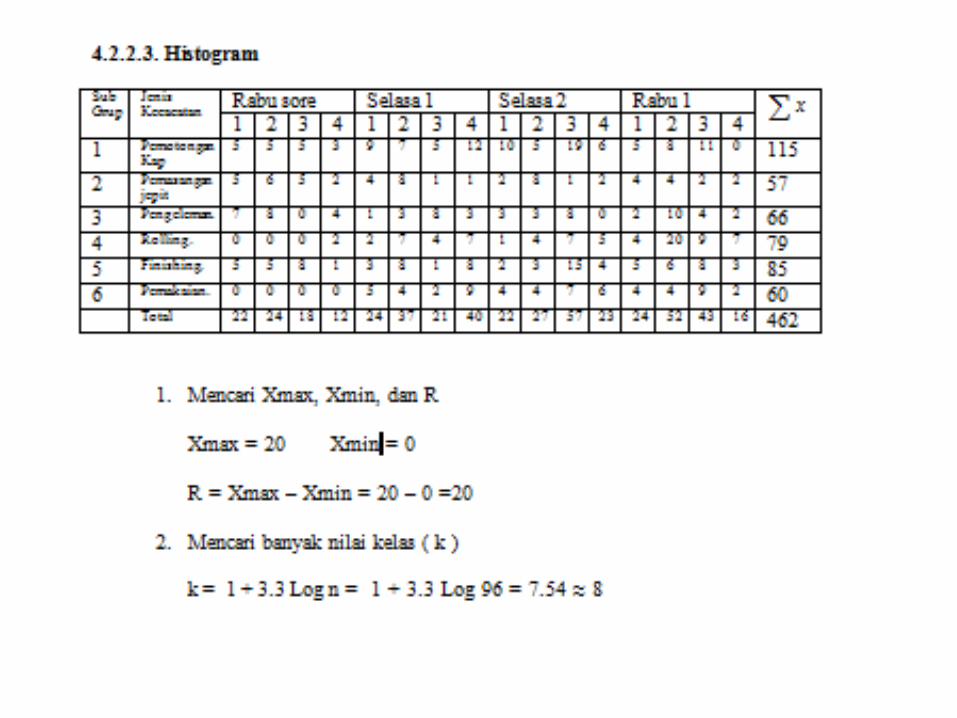
• Analisa :• Dari lembar pengecekan (Check Sheet) diatas diketahui jumlah
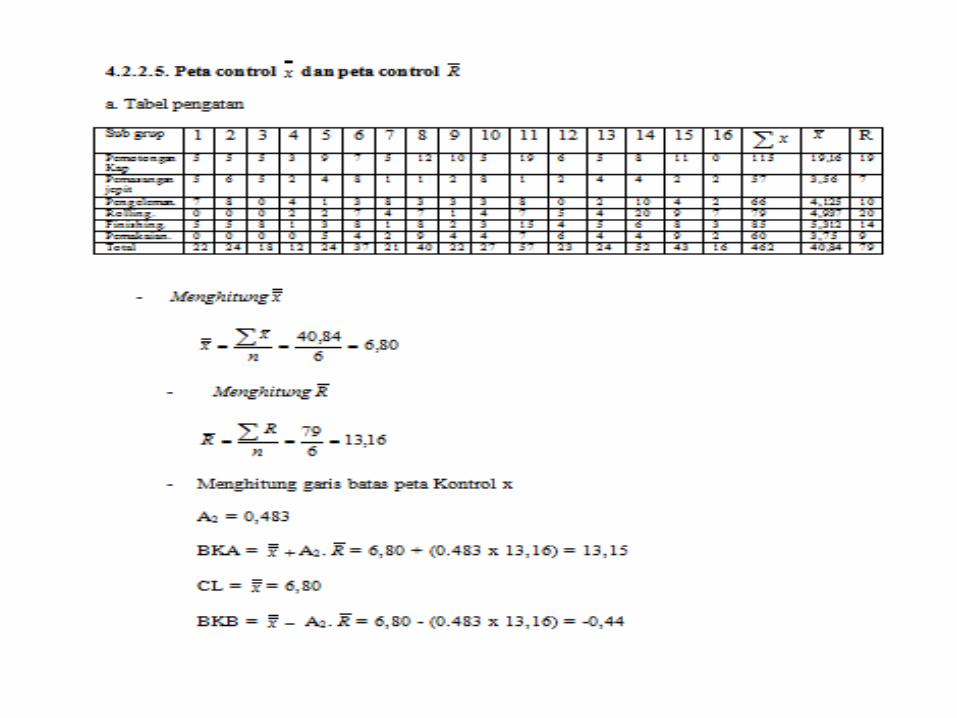
cacat dari jenis kecacatan pada proses pembuatan sandal motif sebagai berikut : pada bagian alas motif terdapat 115 cacat dengan rata-rata ( ) sebesar 19,16 dan range (R) sebesar 19 pada bagia Pemasangan jepit terdapat 57 cacat dengan rata-rata ( ) sebesar 3,56 dan range (R) sebesar 7, untuk bagian Pengeleman terdapat 66 cacat dengan rata-rata ( ) sebesar 4,125 dan range (R) sebesar 10, pada bagian Rolling terdapat 79 cacat dengan rata-rata ( ) sebesar 4,937 dan range (R) sebesar 20. Bagian Finishing terdapat 85 cacat dengan rata-rata ( ) sebesar 5,312 dan range (R) sebesar 14. Bagian Pemakaian terdapat 60 cacat dengan rata-rata ( ) sebesar 3,75 dan range (R) sebesar 9. dengan jumlah jenis cacat keseluruhan sebesar 462 cacat, jumlah rata-rata ( ) keseluruhan sebesar 40,84 dan jumlah Range (R) keseluruhan sebesar 79.
•
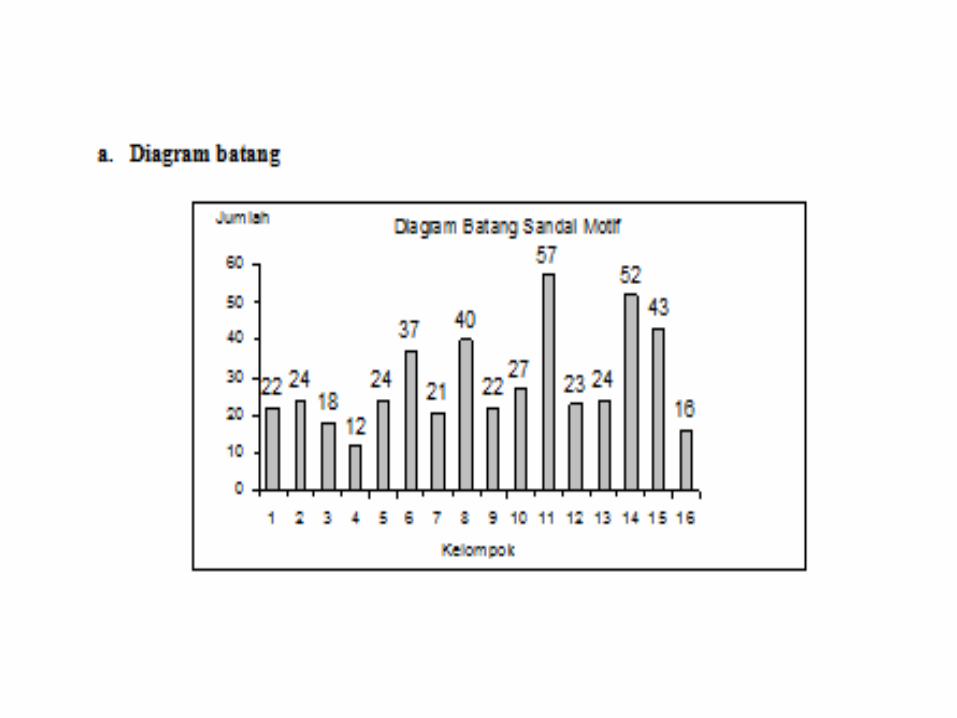
• Analisa :• Pada diagram batang sandal motif jumlah cacat pada setiap session
adalah sebagai berikut; • Session Rabu Sore kelompok 1 sebanyak 22, kelompok 2 sebanyak
24, kelompok 3 sebanyak 18, dan keompok 4 sebanyak 12.• Session Selasa 1 kelompok 1 sebanyak 24, kelompok 2 sebanyak 37,
kelompok 3 sebanyak 21 dan keompok 4 sebanyak 40.• Session Selasa 2 kelompok 1 sebanyak 22, kelompok 2 sebanyak 27,
kelompok 3 sebanyak 57 dan keompok 4 sebanyak 23.• Session Rabu 1 kelompok 1 sebanyak 24, kelompok 2 sebanyak 52,
kelompok 3 sebanyak 43dan keompok 4 sebanyak 16.• Dari diagram, jumlah cacat terbesar adalah sesion selasa 2
kelompok 3 sebesar 57 an dari diagram, jumlah cacat terkecil adalah sesion Rabu sore kelompok 4 sebesar 12.
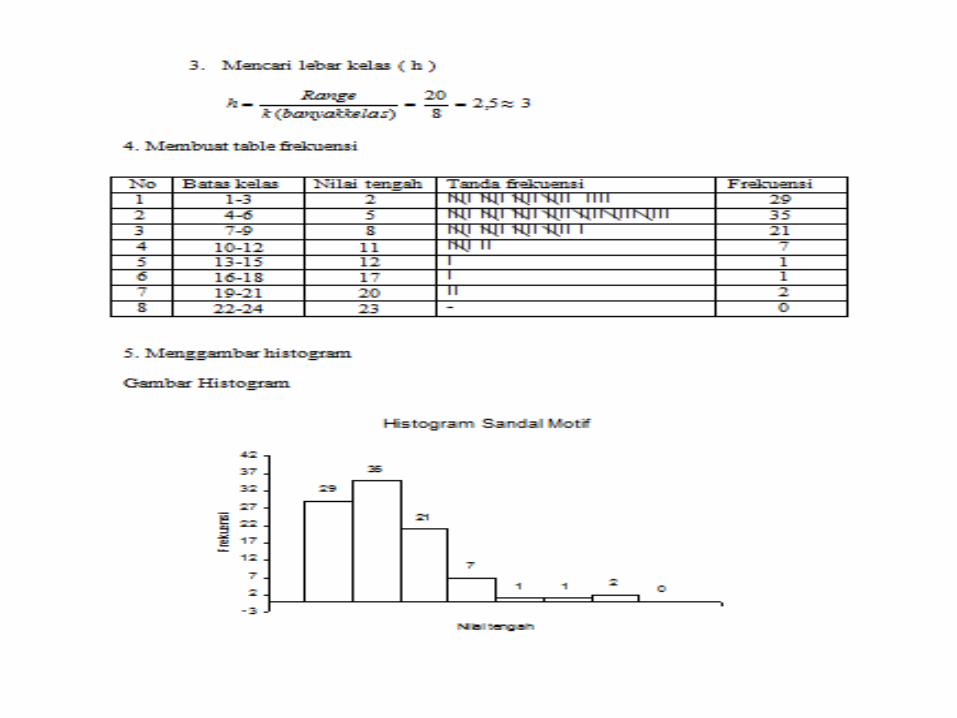
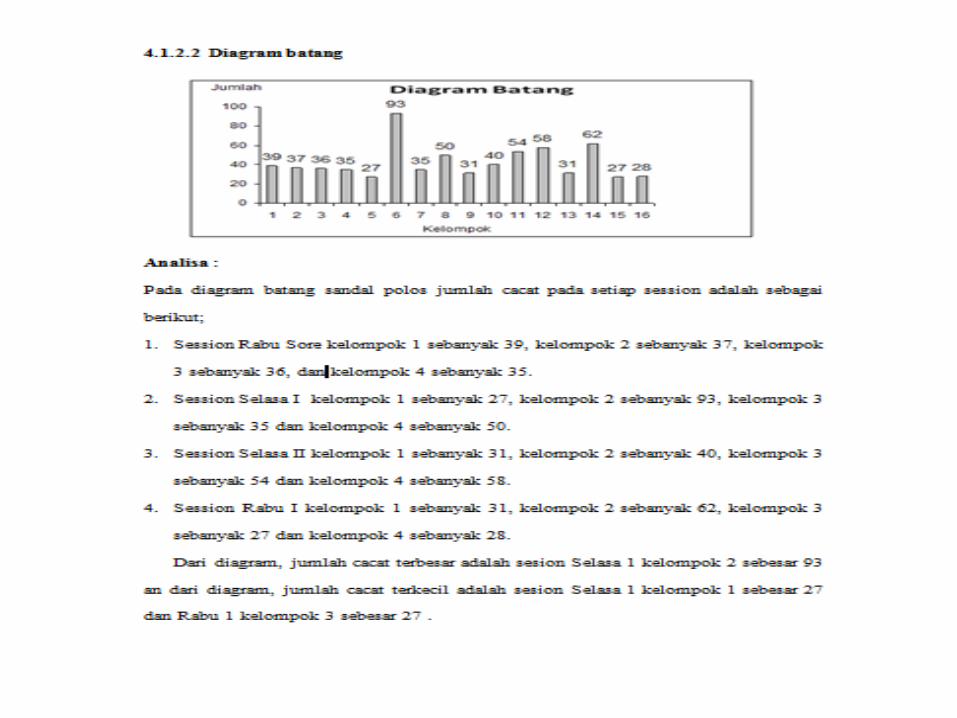
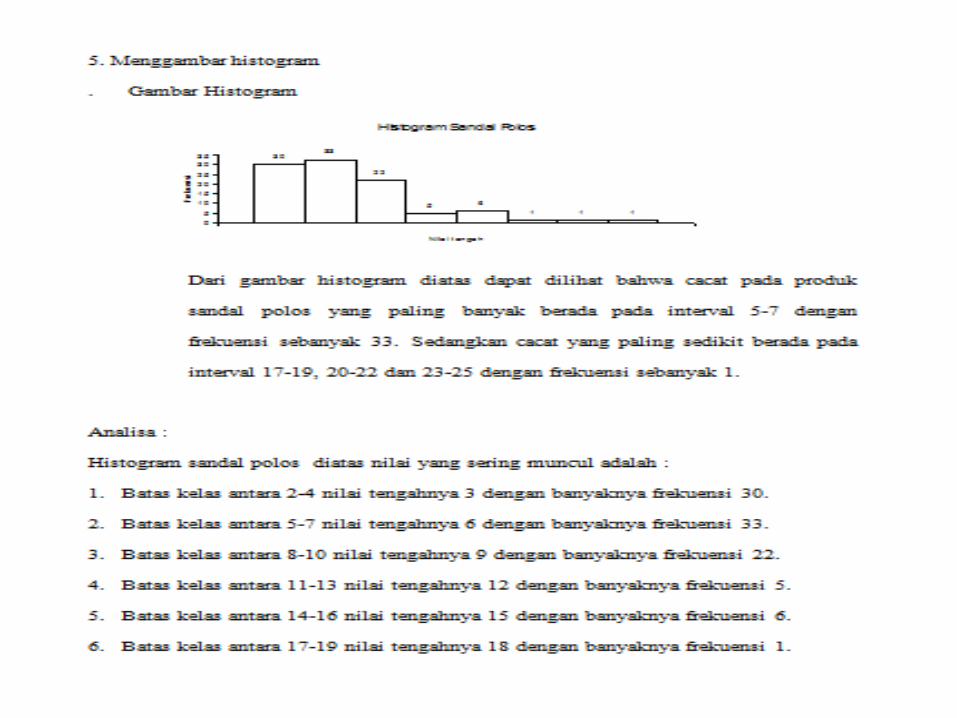
• Analisa :• Histogram sandal motif diatas nilai yang sering muncul adalah :• Batas kelas antara 1-3 nilai tengahnya 2 dengan banyaknya frekuensi 29.• Batas kelas antara 4-6 nilai tengahnya 5 dengan banyaknya frekuensi 35.• Batas kelas antara 7-9 nilai tengahnya 8 dengan banyaknya frekuensi 21.• Batas kelas antara 10-12 nilai tengahnya 11 dengan banyaknya frekuensi
7.• Batas kelas antara 13-15 nilai tengahnya 12 dengan banyaknya frekuensi
1.• Batas kelas antara 16-18 nilai tengahnya 17 dengan banyaknya frekuensi
1.• Batas kelas antara 19-21 nilai tengahnya 20 dengan banyaknya frekuensi
2.• Batas kelas antara 22-24 nilai tengahnya 23 dengan banyak frekuensi 0• Maka frekuensi terbesar berada pada interval 5 sebesar 35 dan frekuensi
terkecil berada pada interval 23 sebesar 0.
• 4.3 Delapan Step dan analisa• a. Identifikasi masalah• Dalam pembuatan sandal ini terdapat satu masalah yang penting yaitu mengenai cacat produk. Untuk
mengevaluasi hal ini diberikan beberapa criteria kecacatan beserta parameter – parameternya • Sandal polos• Pemotongan Kap dan Garis kap
– Bekas bolpoin– Miring– Panjang garis kap
• Pemasangan kap– Ketepatan ukuran (pakai kasbut)– Miring
• Pengeleman– Bercak – bercak lem pada sandal
• Rolling– Sandal Melengkung– Ada Gelembung– Lem kurang rekat
• Finishing– Kerataan Penggerindaan
• Pemakaian ( ergonomis )– Enak dan nyaman
• Sandal motif– Pemotongan alas motif
» Proposional
• b. Garis jepit– Lubang jepit
• Pemasangan jepit– Miring– Jepit terbalik
• Pengeleman– Bercak – bercak lem pada sandal
• Rolling– Sandal Melengkung– Ada gelembung– Lem kurang rekat
• Finishing– Kerataan penggerindaan
• Kanan dan kiri.• Depan dan belkang.• Pemakaian ( ergonomis )
– Enak dan nyaman– Ukuran
• Dari kelima criteria jenis cacat ini nantinya akan diketahui cacat produk dari masing – masing criteria sehingga dapat diketahui jenis cacat mana yang paling banyak.
• b. Menganalisa data• Setelah kita mengetahui masalah yang ada dalam
pembuatan sandal ini maka langkah selanjutnya adalah menganalisis masalah. Menganalisis masalah ini tentunya berhubungan dengan data-data dan hal ini kita lakukan dengan menggunakan lembar data, diagram pareto maupun histogram yang semuanya itu saling terkait. Dari sini kita sudah dapat kita ketahui bahwa untuk sandal polos cacat yang paling dominan adalah pada bagian pemotongan kap sedangkan pada sandal motif cacat yang paling dominan adalah pada bagian finishing. Dari cacat yang paling dominan itulah nantinya akan dilanjutkan pada langkah ketiga.
• c. Mencari penyebab masalah• Untuk sandal polos, kami melihat bahwa cacat yang paling dominan
adalah pada bagian pemotongan kap sedangkan pada sandal motif terdapat pada bagian finishing yang disebabkan oleh beberapa factor antara lain :
• • 1. Manusia• 2. Mesin• 3. Alat-alat• 4. Material• 5. Lingkungan, serta• 6. Metode yang digunakan• Hal ini dapat digambarkan lebih jelas melalui fishbone diagram. Misalnya
untuk factor manusia biasanya ditinjau dari skill yang kurang teliti dan kurang terampil. Untuk factor alat/mesin kita ketahui bahwa jumlah sangat terbatas sehingga dalam penggunaannya kita cenderung tergesa-gesa yang mengakibatkan hasil kurang maksimal. Disamping itu alat yang digunakan kurang modern, lingkungan yang kurang memadai serta cara / metode yang tdak tepat dapat menimbulkan cacat produk.
• d. Membuat rencana perbaikan• Untuk membuat rencana perbaikan kita harus berpedoman pada 5W dan 1H yaitu:• 1. Why artinya kenapa produk sandal ini harus diperbaiki.• 2. What artinya apa yang harus diperbaiki.• 3. Where artinya dimana produk ini harus diperbaiki.• 4. When artinya kapan akan diperbaiki.• 5. Who artinya siapa yang akan melakukan perbaikan produk ini.• 6. How artinya bagaimana kita melakukan perbaikan tersebut.• Dari factor dan penyebab kecacatan yang kita ketahui, kita berusaha untuk memperbaiki produk,
yang pertama kita lakukan dari segi manusia adalah memperbaiki skill dan keterampilan dengan cara pelatihan terhadap tenaga kerja agar skill dan keterampilan tenaga kerja meningkat, sehingga akan mengurangi kecacatan produk yang disebabkan dari factor manusianya. Selanjutnya adalah untuk memperbaiki kecacatan yang disebabkan dari factor alat/mesin yaitu dengan menambah jumlah alat dan mengganti alat/mesin yang lebih modern. Dari segi material kita bias melakukan perbaikan dengan meningkatkan kualitas bahan baku sehingga sandal yang dihasilkan kualitasnya juga akan meningkat, dari segi lingkungan sebaiknya dilakukan pembenahan yang sesuai dengan kebutuhan, sedangkan untuk metode yang digunakan kita harus selalu kreatif artinya kita tidak bias hanya menggunakan satu metode dengan begitu banyak pesaing karena tidak ada metode yang terbaik tetapi selalu ada metode yang lebih baik.
•
• e. Melaksanakan perbaikan• Setelah kita membuat rencana perbaikan kita akan menerapkan
rencana perbaikan tersebut dengan cara :• 1. Mengelompokkan karyawan yang mempunyai skill kurang
untuk mengikuti pelatihan/training.• 2. Dengan mengidentifikasi alat dan serta bertahap kita akan
menambah dan mengganti alat yang baru dan lebih modern.• 3. Membeli bahan baku yang memiliki kualitas yang lebih baik
dari sebelumnya.• 4. Membenahi tempat kerja muali dari tata letak fasilitas
produksi, sirkulasi udara sampai dengan pencahayaan.• 5. Selalu mengikuti perkembangan dari para pesaing melalui
survey pasa guna peningkatankualitas produk kita sendiri.
• f. Memeriksa hasil perbaikan• Setelah melakukan perbaikan terhadap produk sandal ini
selanjutnya kita melakukan inspeksi/pemeriksaan dengan cara mengumpulkan data-data mengenai cacat produk, kemudian membandingkan antara produk yang sudah mengalami perbaikan dengan produk sebelum perbaikan. Apabila perbandingan tersebut memperlihatkan perbedaan yang signifikan antara sebelum dan sesudah perbaikan maka selanjutnya kita mengealuasi jenis cacat yang lain, tapi bila tidak ada perubahan bahkan mengalami penurunan maka harus melakukan perbaikan ulang. Hal ini bias dilakukan dengan bantuan grafik maupun diagram pareto. Dengan hasil perbaikan tersebut kita berencana meningkatkan perbaikan kembali untuk menghasilan produk yanglebi sempurna.
• g. Membuat standarisasi• Bahwa untuk membuat produk yang berkualitas maka,
kita menetapkan standard baik untuk karyawan, mesin/alat maupun material, apabila ada karyawan yang mempunyai skill dibawah standar maka diwajibkan mengikuti pelatihan. Disamping itu kita akan selalu berusaha mengganti alat-alat/mesin-mesin di peusahaan yang lebih modern, artinya kita harus menetapkan standar alat/mesin agar produk yang dihasilkan juga memenuhi standar untuk dipasarkan.
• h. Menentukan masalah berikutnya• Permasalahan pertama kita adalha pada bagian pemotongan
apabila perbaikan yang kita lakukan dapat mengurangi cacat yang disebabkan pada bagian pemotongan mka kita dapat menentukan permasalahan berikutnya. Masalah berikutnya yaitu kita juga menemukan kecacatan pada finishin, yaitu pada penggerindaan dimana pada penggerindaan ini yang berperan besar adalah skill dari manusia, sedankan untuk skill pada manusia kita sudah membuat standarisasi untuk tenaga kerja dan mengadakan pelatihan bagi para pekerja dibawah standard. Hal tersebut dimaksudkan untuk menghasilkan suatu produk yang lebih berkualitas dengan tingkat yang kecil. Hal ini akan kita lakukan terus menerus dan bertahap hingga diperoleh produk sandal yang lebi baik dari sebelumnya sehingga mampu bersaig di pasaran
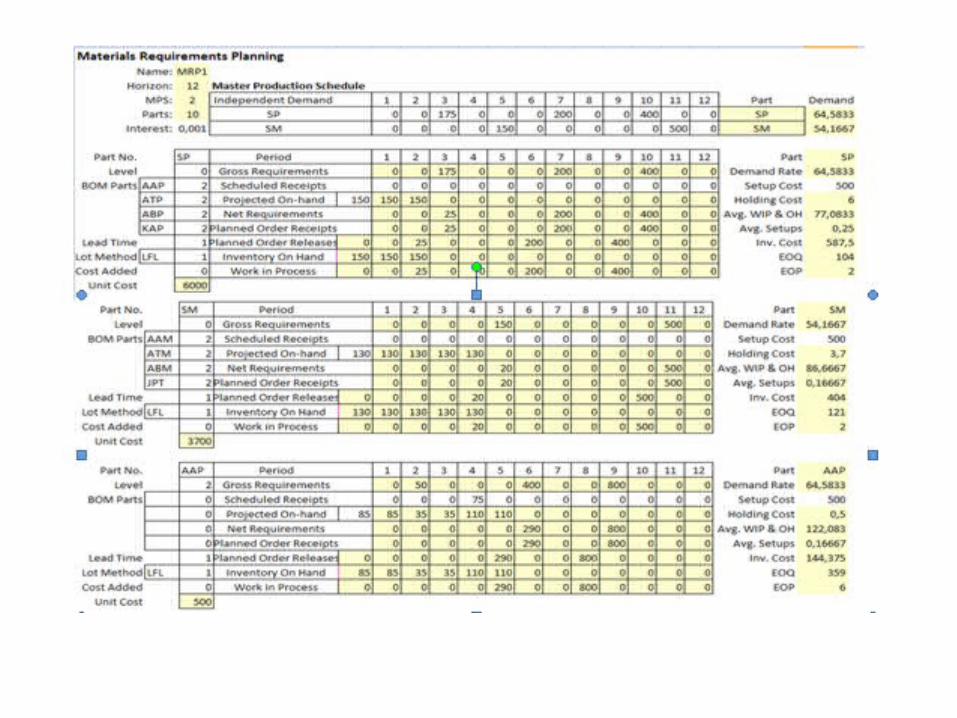
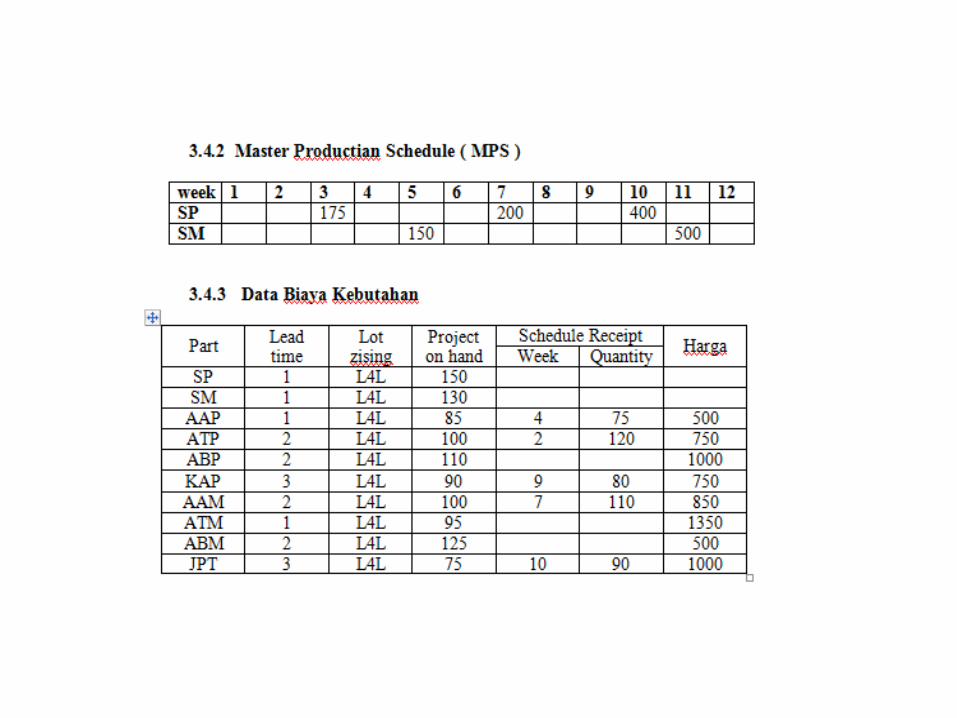
• Analisa • Dari output MRP dapat dianalisa sebagai berikut • Master Production Schedule (MPS)• Menjelaskan tentang jadwal produksi tiap
produk pada tiap periodenya. Untuk sandal polos memproduksi 175 pada periode 3, 200 pada periode 7 dan 400 pada periode 10, sedangkan untuk sandal motif memproduksi 150 pada periode 5 dan 500 pada 64,58 untuk sandal polos dan 54,16 untuk sandal motif.
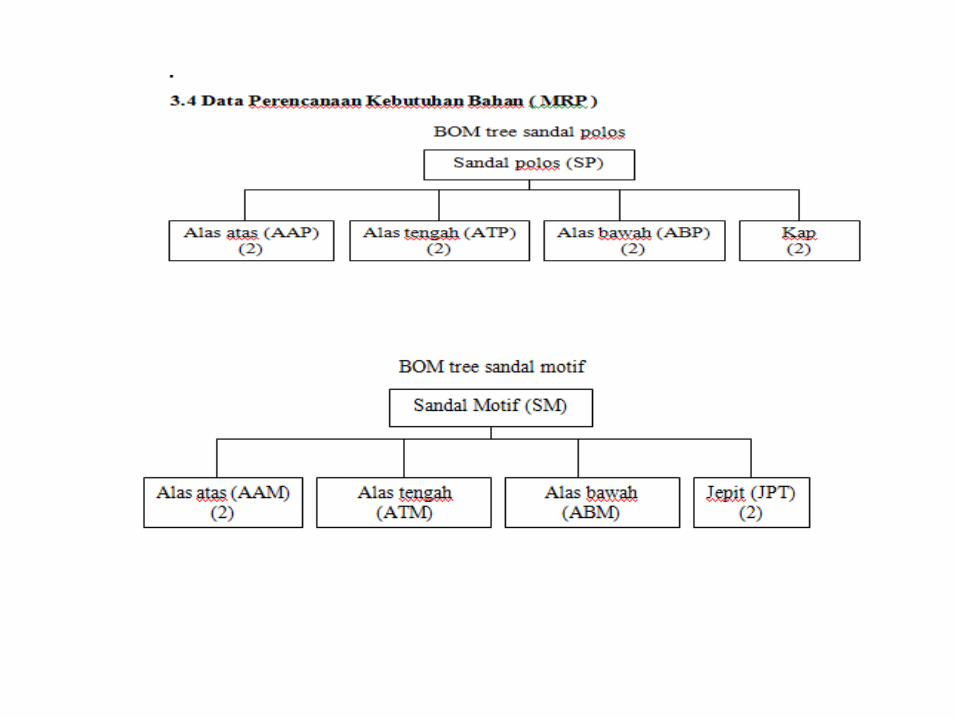
• Sandal Polos (SP)• Memiliki beberapa komponen yaitu Alas Atas Polos (AAP), Alas
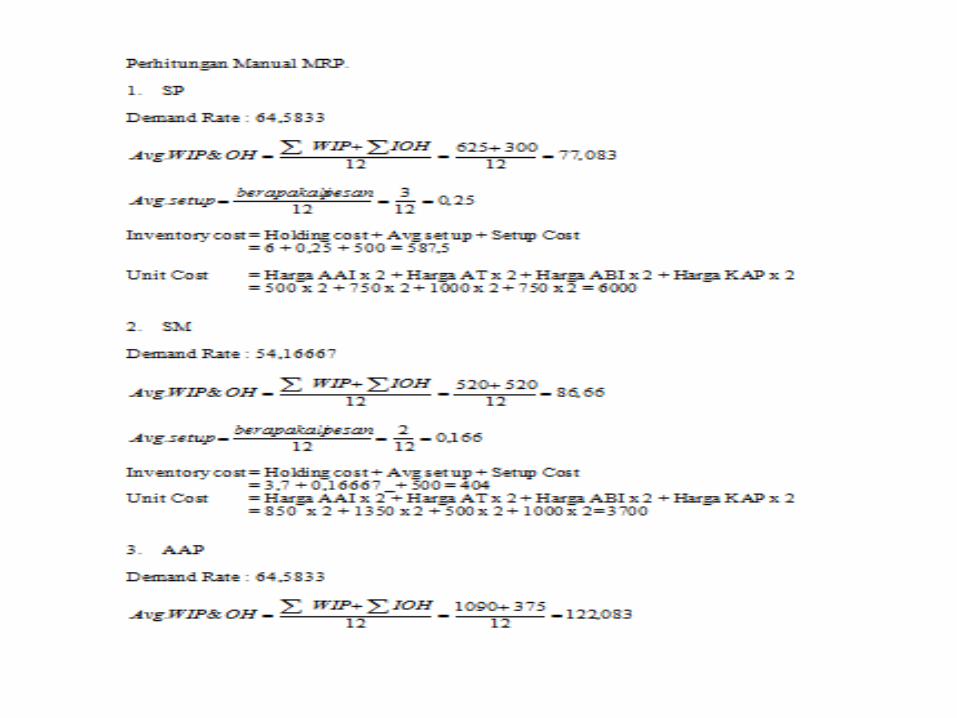
Tengah Polos (ATP), Alas Bawah Polos (ABP), dan KAP yang masing – masing memerlukan 2 unit untuk membuat 1 pasang sandal polos. Gross Requirement diperoleh dari WIP pada sandal polos pada periode 3 sebesar 175, pada periode 7 sebesar 200, dan pada periode 10 sebesar 400. Project on hand sebesar 150 berpengaruh terhadap Net Requirement. net requirement sebesar 25 pada periode 3, 200 pada periode 7 dan 400 pada periode 10. Karena lead timenya 1 periode maka pemesanan dilakukan 1 periode sebelum penerimaan. Setup cost/biaya pemesanan sebesar Rp.500/sekali pesan. Rata-rata work in process dan On hand sebesar 77,08 diperoleh dari jumlah WIP dan OH dibagi periode yang ada. Rata – rata pemesanan per periode sebesar 0.25. Inventory cost diperoleh dari (Avg WIP dan OH x Holding Cost) + (Avg setup x setup cost) sebesar 587,5. Nilai EOQ tidak diperoleh karena tidak memiliki holding cost (h).
• Sandal Motif (SM)• Memiliki beberapa komponen yaitu Alas Motif (AM), Alas Atas
Motif (AAM), Alas Tengah Motif (ATM), Alas Bawah Motif (ABM), dan Jepit (JPT) yang masing – masing memerlukan 2 unit untuk membuat 1 pasang sandal motif. Gross Requirement diperoleh dari WIP pada sandal motif pada periode 5 sebesar 150 dan pada periode 11 sebesar 500. Project on hand sebesar 130 dan Schedule Receipt sebesar 0 berpengaruh terhadap Net Requirement. Schedule Receipt sebesar 0 maka net requirement sebesar 20 pada periode 5 dan 500 pada periode 11 Karena lead timenya 1 periode maka pemesanan dilakukan 1 periode sebelum penerimaan. Setup cost/biaya pemesanan sebesar Rp.500/sekali pesan. Rata-rata work in process dan On hand sebesar 86,66 diperoleh dari jumlah WIP dan OH dibagi periode yang ada. Rata – rata pemesanan per periode sebesar 0.167. Inventory cost diperoleh dari (Avg WIPdan OH x Holding Cost) + (Avg setup x setup cost) sebesar 404. Nilai EOQ tidak diperoleh karena tidak memiliki holding cost (h).
• Alas Atas Polos (AAP)• Alas atas adalah komponen penyusun sandal polos. Rata –
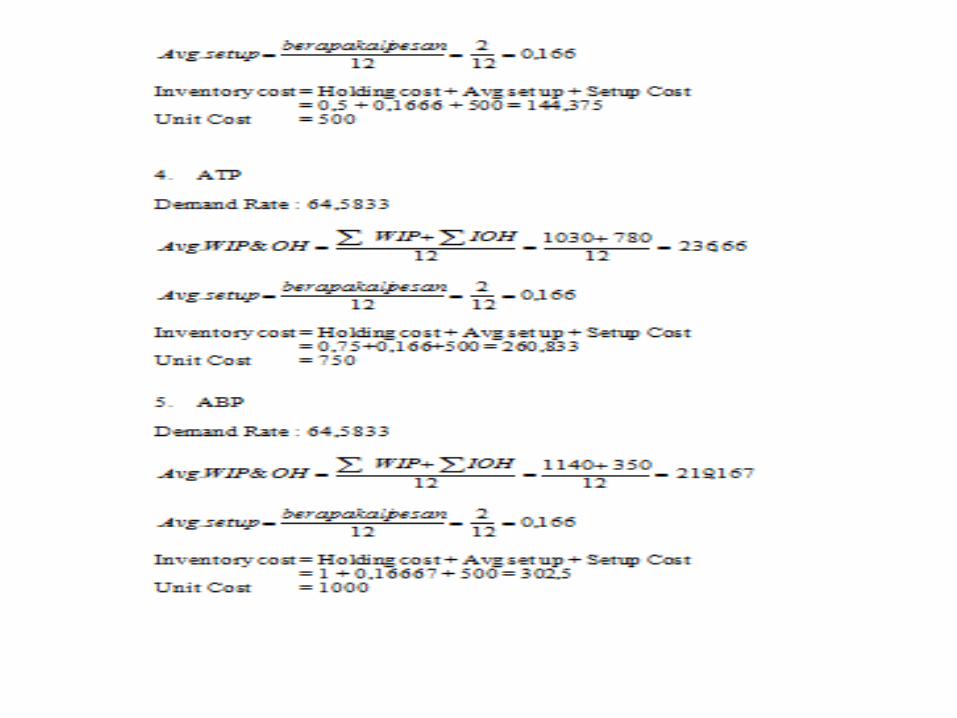
rata permintaan per periode sebesar 64,58. Gross Requirement diperoleh dari WIP pada sandal polos pada periode 2 sebesar 50, pada periode 6 sebesar 400,dan pada periode 9 sebesar 800. Project on hand sebesar 85 dan Schedule Receipt sebesar 0 berpengaruh terhadap Net Requirement. Sehingga net requirement sebesar 290 pada periode 6, 800 pada periode 9. Karena lead timenya 1 periode maka pemesanan dilakukan 1 periode sebelum penerimaan. Setup cost/biaya pemesanan sebesar Rp.500/sekali pesan. Rata-rata work in process dan On hand sebesar 122,08 diperoleh dari jumlah WIP dan OH dibagi periode yang ada. Rata – rata pemesanan per periode sebesar 0.166. Inventory cost diperoleh dari (Avg WIPdan OH x Holding Cost) + (Avg setup x setup cost) sebesar 144,375. Nilai EOQ tidak diperoleh karena tidak memiliki holding cost (h).
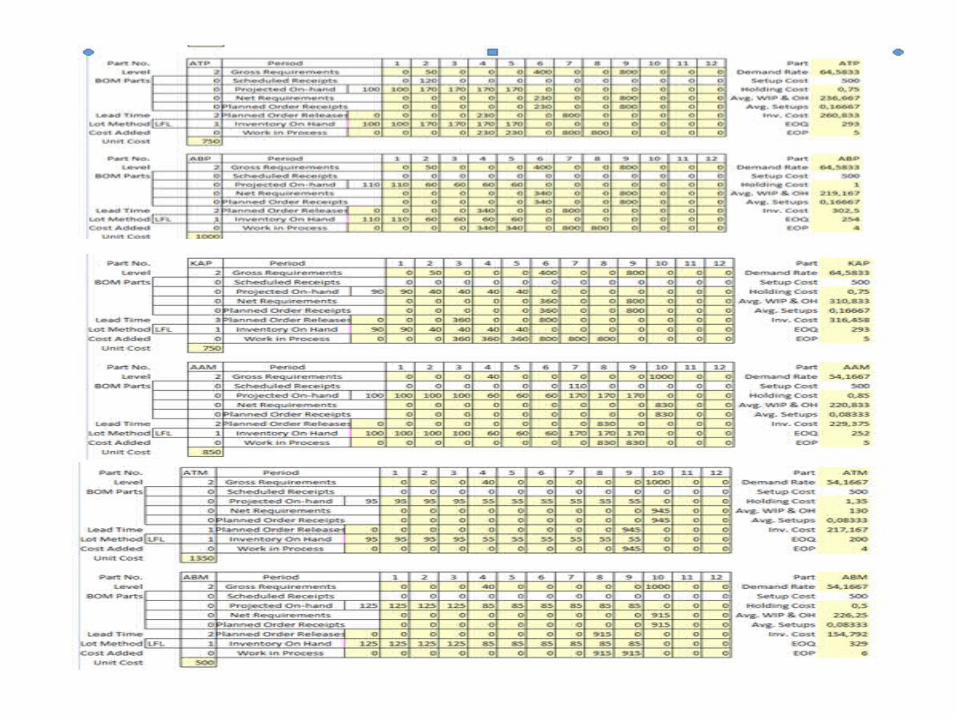
• Alas Tengah Polos (ATP)• Alas atas adalah komponen penyusun untuk sandal motif
maupun sandal polos, pada kedua produk tersebut masing – masing membutuhkan 2 unit alas atas. Rata – rata permintaan per periode sebesar 64,58. Gross Requirement diperoleh dari WIP pada sandal polos. Jadi pada periode 2 memerlukan 50, periode 6 membutuhkan 400 dan pada periode 9 membutuhkan 800. Project on hand sebesar 100 dan Schedule Receipt sebesar 120 pada periode 2 berpengaruh terhadap Net Requirement. Sehingga net requirement sebesar 230 pada periode 6, 800 pada periode 9. Karena lead timenya 2 periode maka pemesanan dilakukan 2 periode sebelum penerimaan. Setup cost/biaya pemesanan sebesar Rp.500/sekali pesan. Rata-rata work in process dan On hand sebesar 236,66 diperoleh dari jumlah WIP dan OH dibagi periode yang ada. Rata – rata pemesanan per periode sebesar 0.166. Inventory cost diperoleh dari (Avg WIPdan OH x Holding Cost) + (Avg setup x setup cost) sebesar 260,83. Nilai EOQ tidak diperoleh karena tidak memiliki holding cost (h).
• Alas Bawah Polos (ABP)• Alas Bawah adalah komponen penyusun untuk sandal
polos. Rata – rata permintaan per periode sebesar 64,58. Gross Requirement diperoleh dari WIP pada sandal polos pada periode 2 sebesar 50, pada periode 6 sebesar 400,dan pada periode 9 sebesar 800. Project on hand sebesar 110 dan tidak ada Schedule Receipt berpengaruh terhadap Net Requirement. net requirement sebesar 340 pada periode 6, pada periode 9 sebesar 800 dan 700. Karena lead timenya 2 periode maka pemesanan dilakukan 2 periode sebelum penerimaan. Setup cost/biaya pemesanan sebesar Rp.500/sekali pesan. Rata-rata work in process dan On hand sebesar 219,167 diperoleh dari jumlah WIP dan OH dibagi periode yang ada. Rata – rata pemesanan per periode sebesar 0.166. Inventory cost diperoleh dari (Avg WIPdan OH x Holding Cost) + (Avg setup x setup cost) sebesar 302,5. Nilai EOQ tidak diperoleh karena tidak memiliki holding cost (h).
• Kap (KAP)• Kap adalah komponen penyusun untuk sandal polos. Rata –
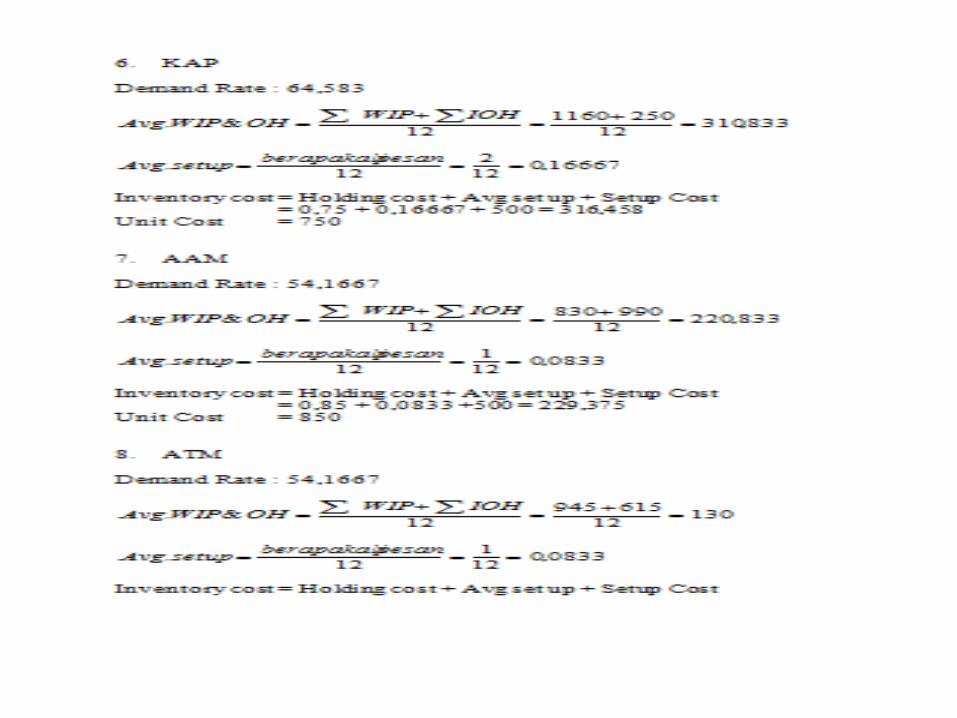
rata permintaan per periode sebesar 64,583. Gross Requirement diperoleh dari WIP pada sandal polos pada periode 2 sebesar 50, pada periode 6 sebesar 400,dan pada periode 9 sebesar 800. Project on hand sebesar 90 dan Schedule Receipt sebesar 0 berpengaruh terhadap Net Requirement. Net requirement sebesar 360 pada periode 6, pada periode 9 sebesar 800. Karena lead timenya 3 periode maka pemesanan dilakukan 3 periode sebelum penerimaan. Setup cost/biaya pemesanan sebesar Rp.500/sekali pesan. Rata-rata work in process dan On hand sebesar 310,83 diperoleh dari jumlah WIP dan OH dibagi periode yang ada. Rata – rata pemesanan per periode sebesar 316,458. Inventory cost diperoleh dari (Avg WIPdan OH x Holding Cost) + (Avg setup x setup cost) sebesar 293. Nilai EOQ tidak diperoleh karena tidak memiliki holding cost (h).
• Alas Motif (AM)• Alas atas adalah komponen penyusun untuk sandal motif.
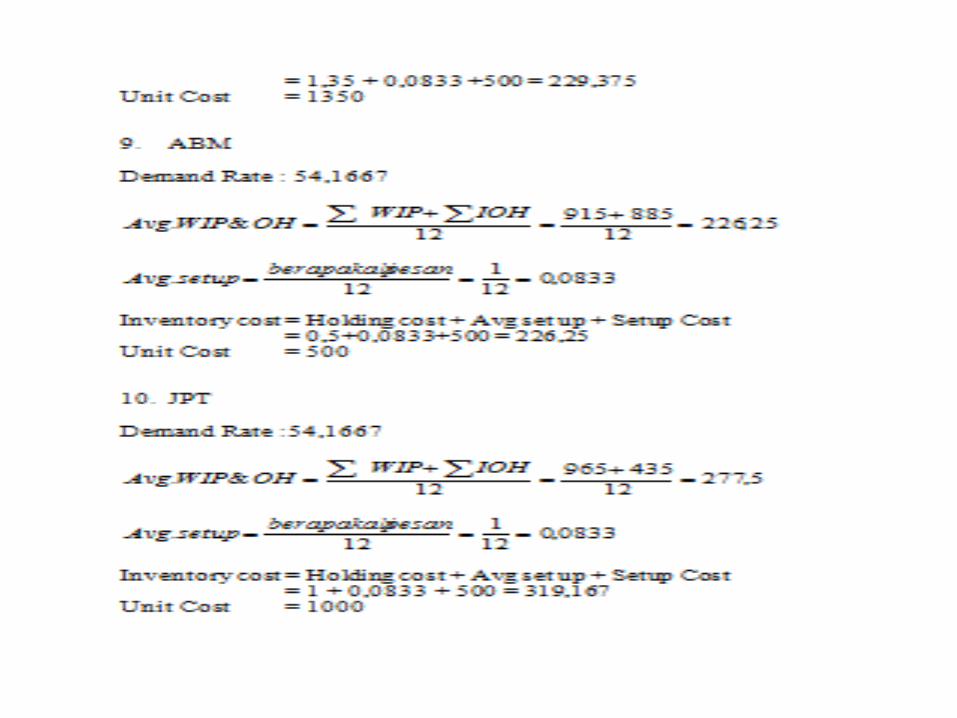
Rata – rata permintaan per periode sebesar 54,16. Gross Requirement diperoleh dari WIP pada sandal motif pada periode 4 sebesar 40 dan pada periode 10 sebesar 1000. Project on hand sebesar 100 dan Schedule Receipt pada periode 7 sebesar 110 berpengaruh terhadap Net Requirement. Sehingga net requirement sebesar 830 pada periode 10. Karena lead timenya 2 periode maka pemesanan dilakukan 2 periode sebelum penerimaan. Setup cost/biaya pemesanan sebesar Rp.500/sekali pesan. Rata-rata work in process dan On hand sebesar 220.833 diperoleh dari jumlah WIP dan OH dibagi periode yang ada. Rata – rata pemesanan per periode sebesar 0.083. Inventory cost diperoleh dari (Avg WIPdan OH x Holding Cost) + (Avg setup x setup cost) sebesar 229,375. Nilai EOQ tidak diperoleh karena tidak memiliki holding cost (h).
• Alas Atas Motif (AAM)• Alas Tengah Motif adalah komponen penyusun untuk
sandal motif. Rata – rata permintaan per periode sebesar 54,16. Gross Requirement diperoleh dari WIP pada sandal motif pada periode 4 sebesar 40 dan pada periode 10 sebesar 1000. Project on hand sebesar 95 dan Schedule Receipt sebesar 0 berpengaruh terhadap Net Requirement. Net requirement sebesar 945 pada periode 10. Karena lead timenya 2 periode maka pemesanan dilakukan 2 periode sebelum penerimaan. Setup cost/biaya pemesanan sebesar Rp.500/sekali pesan. Rata-rata work in process dan On hand sebesar 130 diperoleh dari jumlah WIP dan OH dibagi periode yang ada. Rata – rata pemesanan per periode sebesar 0.083. Inventory cost diperoleh dari (Avg WIPdan OH x Holding Cost) + (Avg setup x setup cost) sebesar 217,167. Nilai EOQ tidak diperoleh karena tidak memiliki holding cost (h).
• Alas Bawah Motif (ABM)• Alas Bawah Motif adalah komponen penyusun untuk sandal
motif. Rata – rata permintaan per periode sebesar 54,1667. Gross Requirement diperoleh dari WIP pada sandal motif pada periode 4 sebesar 40 dan pada periode 10 sebesar 1000. Project on hand sebesar 125 dan tidak ada Schedule Receipt pada periode berpengaruh terhadap Net Requirement. Net requirement sebesar 915 pada periode 10. Karena lead timenya 2 periode maka pemesanan dilakukan 2 periode sebelum penerimaan. Setup cost/biaya pemesanan sebesar Rp.500/sekali pesan. Rata-rata work in process dan On hand sebesar 226,25 diperoleh dari jumlah WIP dan OH dibagi periode yang ada. Rata – rata pemesanan per periode sebesar 0.083. Inventory cost diperoleh dari (Avg WIPdan OH x Holding Cost) + (Avg setup x setup cost) sebesar 154,792. Nilai EOQ tidak diperoleh karena tidak memiliki holding cost (h).

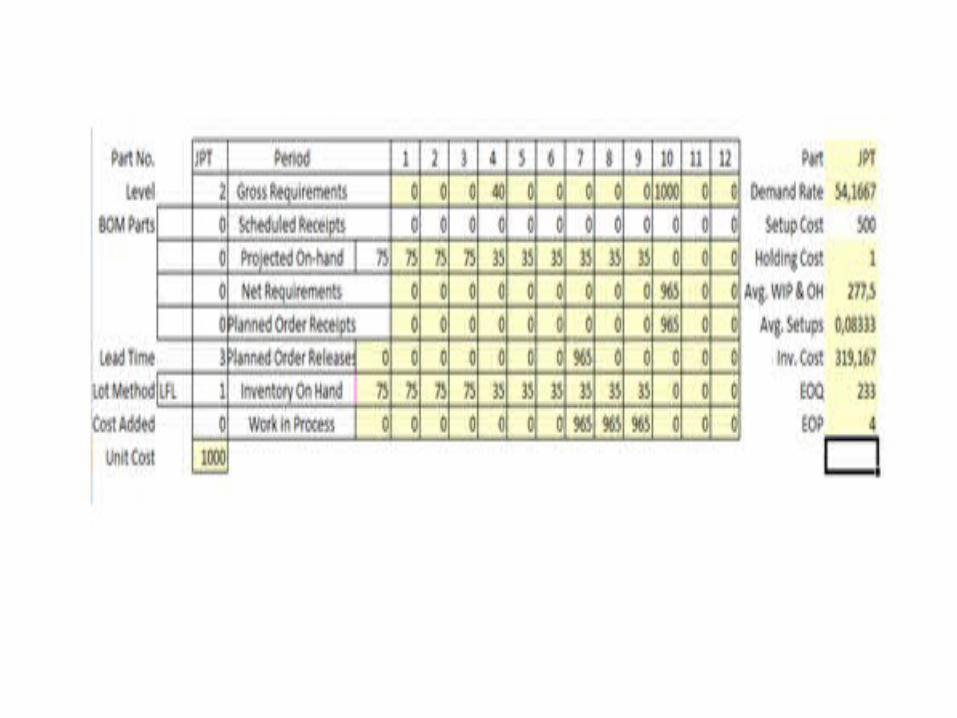
• Jepit (JPT)• Jepit adalah komponen penyusun untuk sandal motif. Rata
– rata permintaan per periode sebesar 54,1667. Gross Requirement diperoleh dari WIP pada sandal motif pada periode 4 sebesar 40 dan pada periode 10 sebesar 1000. Project on hand sebesar 75 dan Schedule Receipt sebesar 0 berpengaruh terhadap Net Requirement. Net requirement sebesar 965 pada periode 10. Karena lead timenya 3 periode maka pemesanan dilakukan 3 periode sebelum penerimaan. Setup cost/biaya pemesanan sebesar Rp.500/sekali pesan. Rata-rata work in process dan On hand sebesar 277,5 diperoleh dari jumlah WIP dan OH dibagi periode yang ada. Rata – rata pemesanan per periode sebesar 0.083. Inventory cost diperoleh dari (Avg WIPdan OH x Holding Cost) + (Avg setup x setup cost) sebesar 319,167. Nilai EOQ tidak diperoleh karena tidak memiliki holding cost (h).
• 5.1. Kesimpulan • Pada praktikum kali ini kita melakukan pemeriksaan
terhadap suatu produk yang telah dibuat yaitu sandal polos dan sandal motif. Yang mana dalam kegiatan pemeriksaan standar kualitas mempertimbangkan hal – hal seperti : kualitas produk pesaing, guna akhir produk, keseimbangan antara harga dan kualitas. Dalam hal ini untuk mengetahui kerugian – kerugian karena kerusakan bahan dan produk hasil produksi kami melakukan perhitungan kecacatan dari segi bentuk, dimensi, komposisi, warna dan lain sebagainya. Dari hasil yang kami dapatkan ditarik kesimpulan sebagai berikut :
• Mampu membuat rencana persediaan (EOQ),Sebenarnya persoalan berapa jumlah pesanan yang ekonomis akan muncul pada perusahaan yang tidak dapat memperoleh bahan baku dengan begitu saja, kecuali melalui pesanan. Oleh karena itu, untuk menjaga agar kelancaran proses produksi tidak terganggu yang disebabkan karena terlambatnya pesanan tiba, maka diperlukan adanya persediaan pengamanan (Safety Stock).Disamping itu sebelum bahan habis karena pemakaian, harus dilakukan pemesanaan kembali, yang dimaksudkan apabila pada saat pesanaan datang, maka persediaan bahan masih berada atau tepatnya berada di atas persediaan pengaman (Safety Stock).
• Mampu membuat rencana produksi pada tahap perencanaan kebutuhan material (MRP). Sistem MRP dirancang untuk membuat pesanan – pesanan produk sehinga sesuai dengan jadwal produksi untuk produk akhir. Hal ini memungkinkan perusahaan memelihara tingkat minimum dari item – item yang kebutuhannya dependent, tetapi tetap dapat menjamin terpenuhinya jadwal produksi untuk produk akhirnya. Sistem MRP juga dikenal sebagai perencanaan kebutuhan berdasarkan tahapan waktu (time phase requirements planning).
• Mengetahui tingkat kualitas produk dari hasil produksi dibandingkan dengan standart kualitas, dengan tujuan : 1)Pencapaian kebijaksanaan dan terget perusahaan secara efisien, 2)Perbaikan hubungan manusia, 3)Peningkatan moral karyawan, 4)Pengembangan kemampuan tenaga kerja.
• Mampu mengidentifikasi kecacatan dan tingkat kualitas dengan menggunakan metode seven tools and eight step.
• Mengetahui kerugian – kerugian karena kerusakan bahan dan produk hasil produksi.
• END
Related Documents











