1 BAB 1 PENDAHULUAN 1.1 Latar Belakang Perkembangan industri saat ini telah berkembang dengan pesat, seiring dengan pesatnya perkembangan Ilmu Pengetahuan,Teknologi dan Metode dalam melakukan perencanaan proyek yang membuat persaingan antar perusahaan menjadi semakin ketat. Adanya persaingan yang semakin ketat antar perusahaan mendorong setiap perusahaan untuk terus melakukan perbaikan dalam manajemen termasuk menetapkan pengendalian terhadap persediaan bahan baku secara tepat sehingga perusahaan dapat tetap eksis untuk dapat mencapai tujuan yang diinginkanya. Setiap perusahaan baik itu perusahaan jasa maupun perusahaan manufaktur mempunyai tujuan memperoleh laba atau keuntungan. Tetapi untuk mencapai tujuan tersebut tidaklah mudah karena hal itu dipengaruhi oleh beberapa faktor, dan perusahaan harus mampu untuk menangani faktor-faktor tersebut. Salah satu faktor yang mempengaruhi yaitu mengenai kelancaran produksi. Masalah produksi merupakan masalah yang sangat penting bagi perusahaan karena hal tersebut sangat berpengaruh terhadap laba yang diperoleh perusahaan. Apabila proses produksi berjalan dengan lancar maka tujuan

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
1
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Perkembangan industri saat ini telah berkembang dengan pesat, seiring
dengan pesatnya perkembangan Ilmu Pengetahuan,Teknologi dan Metode dalam
melakukan perencanaan proyek yang membuat persaingan antar perusahaan
menjadi semakin ketat. Adanya persaingan yang semakin ketat antar perusahaan
mendorong setiap perusahaan untuk terus melakukan perbaikan dalam
manajemen termasuk menetapkan pengendalian terhadap persediaan bahan baku
secara tepat sehingga perusahaan dapat tetap eksis untuk dapat mencapai tujuan
yang diinginkanya.
Setiap perusahaan baik itu perusahaan jasa maupun perusahaan
manufaktur mempunyai tujuan memperoleh laba atau keuntungan. Tetapi untuk
mencapai tujuan tersebut tidaklah mudah karena hal itu dipengaruhi oleh
beberapa faktor, dan perusahaan harus mampu untuk menangani faktor-faktor
tersebut. Salah satu faktor yang mempengaruhi yaitu mengenai kelancaran
produksi.
Masalah produksi merupakan masalah yang sangat penting bagi
perusahaan karena hal tersebut sangat berpengaruh terhadap laba yang diperoleh
perusahaan. Apabila proses produksi berjalan dengan lancar maka tujuan
2
perusahaan dapat tercapai, tetapi apabila proses tersebut tidak berjalan dengan
lancar maka tujuan perusahaan tidak akan tercapai.
Sedangkan kelancaran proses produksi itu sendiri dipengaruhi oleh ada
tidaknya bahan baku yang akan diolah dalam produksi. Kesalahan dalam
penetapan investasi pada perusahaan akan menekan keuntungan yang diperoleh
perusahaan. Adanya investasi yang terlalu besar pada perusahaan, akan
mempengaruhi jumlah biaya penyimpanan yaitu biaya-biaya yang dikeluarkan
sehubungan dengan kegiatan penyimpanan bahan mentah yang dibeli.
Biaya ini berubah ubah sesuai dengan besar kecilnya bahan yang
disimpan. Biaya penyimpanan ini meliputu biaya pemeliharaan, biaya asuransi,
biaya sewa gudang dan biaya yang terjadi sehubungan dengan kerusakan barang
yang dsimpan dalam gudang. Begitu juga sebaliknya jika investasi pada
persediaan terlalu kecil maka dapat menekan keunangan perusahaan.
Hal ini disebabkan karena adanya biaya stock out yaitu biaya yang
terjadi akibat perusahaan kehabisan persediaan yang meliputi hilangnya
kesempatan memperoleh keuntungan karena permintaan konsumen yang tidak
dilayani, proses produksi yang tidak efisien dan biaya-biaya yang terjadi akibat
pembelian bahan secara serentak. Setiap perusahaan haruslah menjaga
persediaan bahan baku yang cukup agar kegiatan operasi perusahaanya dapat
berjalan dengan lancer dan efisien.
Yang perlu diperhatikan dalam hal ini adalah agar bahan baku yang
dibutuhkan hendaknya cukup tersedia sehingga dapat menjamin kelancaran
produksi. Untuk itu penting bagi setiap jenis perusahaan mengadakan
pengawasan atau pengendalian atas persediaan, karena kegiatan ini dapat
3
membantu agar tercapainya suatu tingkat efisiensi penggunaan dalam
persediaan.
Tetapi perlu ditegaskan bahwa hal ini tidak akan dapat melenyapkan
sama sekali resiko yang timbul akibat adanya persediaan yang terlalu besar atau
terlalu kecil melainkan hanya mengurangi resiko. PT. Mercuprima Sentosa
Textile Factory berlokasi di Jl. Industri Raya 3 desa sukamadi, Cikupa,
Tangerang, merupakan perusahaan yang bergerak di bidang industri pemintalan
benang texile.
Penerimaan bahan baku berasal dari supplier dari perusahaan lain. Dan
bahan tersebut harus selalu tersedia untuk kelancaran proses produksi. Oleh
karena itu perlu dilaksanakn perencanaan dan pengendalian bahan baku yang
tepat agar kelancaran proses produksi dapat terjamin. Dengan demikian
diharapkan dengan melakukan kerja praktek di PT. Mercuprima Sentosa Textile
Factory dapat mempelajari dan menerapkan metode yang tepat terkait dengan
pengendalian persediaan bahan baku di PT. Mercuprima Sentosa Textile
Factory.
1.2 Rumusan Masalah
Berdasarkan uraian latar belakang yang mendasari kerja praktek ini maka,
perumusan masalah yang akan menjadi objek kajian dalam penelitian ini adalah
sebagai berikut :
1. Bagaimana sistem perencanaan dan pengendalian bahan baku di PT.
Mercuprima Sentosa Textile Factory?
2. Bagaimana mengoptimalkan perencanaan dan pengendalian bahan baku
yang ada di PT. Mercuprima Sentosa Textile Factory?
4
1.3 Tujuan Penelitian
Tujan dari Pelaksanaan Kerja praktek ini dilakukan adalah :
1. Untuk mengetahui secara langsung proses perencanaan dan pengendalian
bahan baku di PT. Mercuprima Sentosa Textile Factory.
2. Untuk mengetahui kebijakan yang lebih optimal terkait dengan sistem
perencanaan dan pengendalian bahan baku di PT. Mercuprima Sentosa
Textile Factory.
1.4 Batasan Masalah
Agar pembahasan dapat terpusat dan terarah sesuai dengan tema kerja
praktek ini, maka ditetapkan beberapa batasan masalah. Adapun batasan-batasan
tersebut adalah sebagai berikut :
1. Pembahasan masalah hanya menyangkut pada bahan baku yang diperlukan
untuk memproduksi benang textile.
2. Analisa dilakukan hanya berdasarkan pada data yang diperoleh dari
perusahaan.
3. Data yang digunakan adalah data permintaan dan data yg dibutuhkan untuk
perencanaan dan pengendalian bahan baku pada periode 2013.
1.5 Manfaat Penelitian
Adapun manfaat yang diperoleh dari kerja praktek ini adalah sebagai berikut:
1. Bagi mahasiswa dapat meningkatkan wawasan mahasiswa terhadap kondisi
nyata perusahaan dan menambah kemampuan akan teori yang telah
dipelajari dari perkuliahan.
5
2. Bagi perguruan tinggi dapat menciptakan pola kemitraan yang baik bagi
perusahaan.
3. Bagi perusahaan adanya masukan yang bermanfaat bagi perusahaan yang
dapat digunakan untuk meningkatkan produktivitas perusahaan sesuai
dengan hasil pengamatan yang dilakukan mahasiswa selama kerja praktek.
1.6 Metodologi Penelitian
Metode yang dipergunakan dalam penelitian ini merupakan metode
gabungan, yang menyatukan antara studi pustaka yang penulis lakukan dengan
data-data yang diperoleh dari lokasi penelitian. Beberapa tahap yang dilakukan
dalam penelitian ini, antara lain :
1. Persiapan Penelitian
Hal pertama yang dilakukan adalah mengidentifikasi masalah yang ada,
kemudian menetapkan tujuan yang ingin dicapai oleh peneliti.
2. Studi Pustaka
Digunakan untuk memberi acuan bagi penyelesaian permasalahan yang ada.
Pada tahap ini peneliti mencari, mengumpulkan dan mempelajari literatur
yang berkaitan dengan penelitian ini, yang nantinya dapat dipergunakan
sebagai acuan dan kerangka berpikir bagi perancangan dan pengembangan
penelitian.
6
3. Survei Lapangan
Pelaksanaan survey lapangan dimaksudkan untuk mengetahui kondisi real
dari perusahaan pada saat ini, terutama yang berkaitan dengan objek yang
akan diteliti. terutama yang berkaitan dengan objek yang akan diteliti.
Pelaksanaan survey dilakukan di PT. Mercuprima Sentosa Textile Factory,
selanjutnya data yang didapatkan diolah menjadi laporan penelitian sesuai
dengan tugas (khusus pokok) masing – masing.
4. Pengolahan dan Analisa Data
Data yang terkumpul kemudian dianalisa dengan menggunakan berbagai
metode dan model terutama yang berkaitan dengan objek yang akan diteliti.
Pelaksanaan survey dilakukan di PT. Mercuprima Sentosa Textile Factory.
5. Kesimpulan dan Saran
Setelah dilakukan analisa terhadap data yang diperoleh, maka dapat ditarik
kesimpulan dari penelitian yang sudah dilakukan.
7
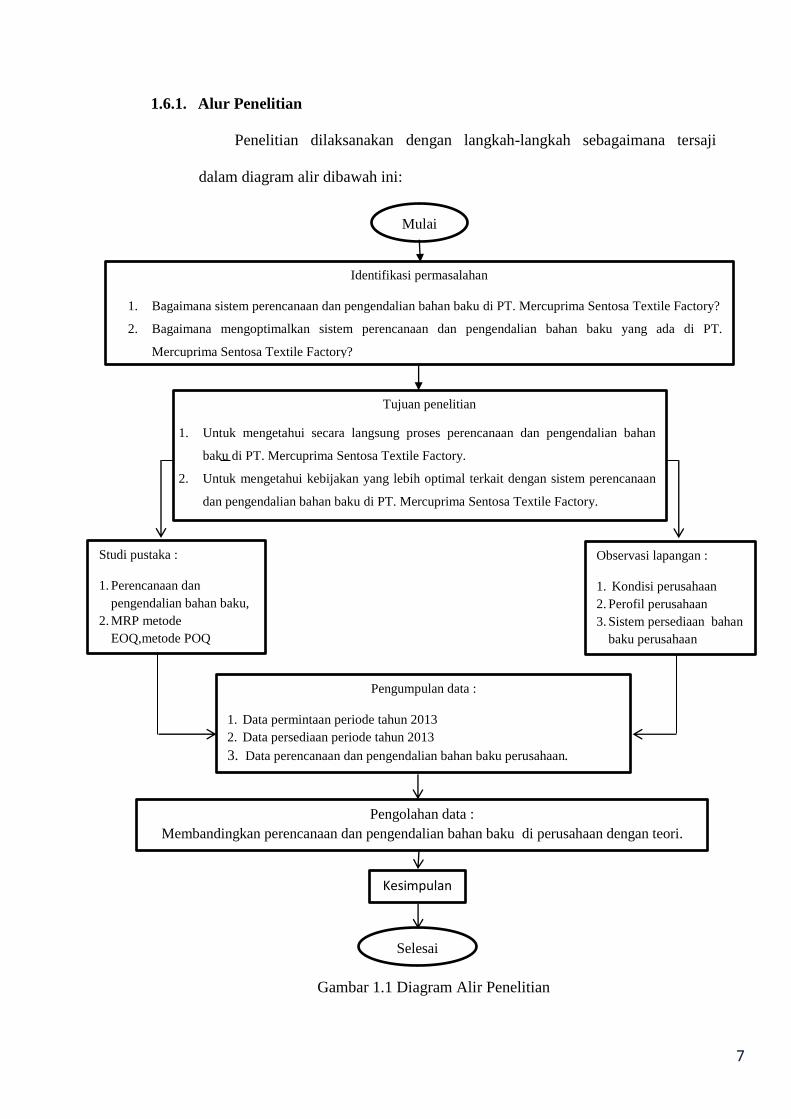
1.6.1. Alur Penelitian
Penelitian dilaksanakan dengan langkah-langkah sebagaimana tersaji
dalam diagram alir dibawah ini:
Gambar 1.1 Diagram Alir Penelitian
Mulai
Identifikasi permasalahan
1. Bagaimana sistem perencanaan dan pengendalian bahan baku di PT. Mercuprima Sentosa Textile Factory?
2. Bagaimana mengoptimalkan sistem perencanaan dan pengendalian bahan baku yang ada di PT.
Mercuprima Sentosa Textile Factory?
Tujuan penelitian
1. Untuk mengetahui secara langsung proses perencanaan dan pengendalian bahan
baku di PT. Mercuprima Sentosa Textile Factory.
2. Untuk mengetahui kebijakan yang lebih optimal terkait dengan sistem perencanaan
dan pengendalian bahan baku di PT. Mercuprima Sentosa Textile Factory.
Studi pustaka :
1. Perencanaan dan
pengendalian bahan baku,
2. MRP metode
EOQ,metode POQ
Observasi lapangan :
1. Kondisi perusahaan
2. Perofil perusahaan
3. Sistem persediaan bahan
baku perusahaan
Pengumpulan data :
1. Data permintaan periode tahun 2013
2. Data persediaan periode tahun 2013
3. Data perencanaan dan pengendalian bahan baku perusahaan.
Pengolahan data :
Membandingkan perencanaan dan pengendalian bahan baku di perusahaan dengan teori.
Kesimpulan
Selesai
8
1.7 Sistematika Penulisan
Sistematika penulisan digunakan memudahkan pembahasan, penulisan ini
dibagi menjadi enam bab yang terkait antara satu dengan yang lainnya. Untuk
lebih jelasnya penulis akan menguraikan secara garis besarnya sebagai berikut :
BAB I PENDAHULUAN
Dalam bab ini akan dikemukakan tentang latar belakang masalah, rumusan
masalah, batasan masalah, tujuan laporan serta sistematika penulisan
BAB II PROFIL PERUSAHAAN
Dalam bab ini akan dikemukakan tentang latar belakang berdirinya
perusahaan, apa saja yang dikerjakan dan dihasilkan oleh perusahaan serta
mengenai hal umum yang ada di dalam perusahaan tersebut.
BAB III LANDASAN TEORI
Dalam bab ini mengemukakan secara singkat teori – teori yang berhubungan
dan beraitan dengan masalah yang akan dibahas untuk menunjang landasan
berfikir dalam proses pemecahan masalah dan analisa pembahasan.
BAB IV PENGUMPULAN DAN PENGOLAHAN DATA
Pengumpulan data didapat melalui data yang diberikan oleh pihak perusahaan
melalui divisi PPIC dan raw materilal, lalu data pustaka yang ada di
perusahaan serta data pelengkap yang diberikan oleh divisi
personaliaperusahaan dan juga informasi langsung dari para pembimbing kerja
praktek sehingga data yang diperoleh bertujuan digunakan untuk menunjang
perencanaan dan penjadwalan proyek.
9
BAB V KESIMPULAN DAN SARAN
Merupakan bab terakhir dari penulisan laporan yang berisi kesimpulan dari
hasil penulisan dan saran – saran yang diberikan penulis berkaitan dengan
penulisan laporan ini.
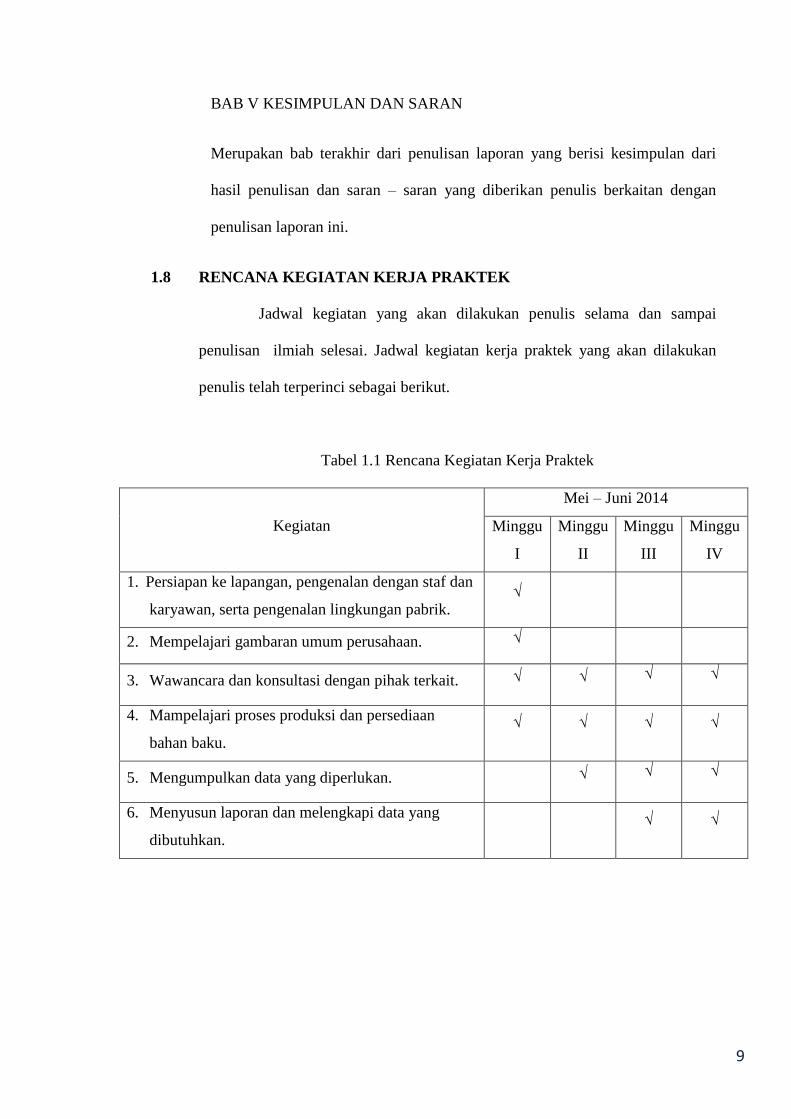
1.8 RENCANA KEGIATAN KERJA PRAKTEK
Jadwal kegiatan yang akan dilakukan penulis selama dan sampai
penulisan ilmiah selesai. Jadwal kegiatan kerja praktek yang akan dilakukan
penulis telah terperinci sebagai berikut.
Tabel 1.1 Rencana Kegiatan Kerja Praktek
Kegiatan
Mei – Juni 2014
Minggu
I
Minggu
II
Minggu
III
Minggu
IV
1. Persiapan ke lapangan, pengenalan dengan staf dan
karyawan, serta pengenalan lingkungan pabrik. √
2. Mempelajari gambaran umum perusahaan. √
3. Wawancara dan konsultasi dengan pihak terkait. √ √ √ √
4. Mampelajari proses produksi dan persediaan
bahan baku.
√ √ √ √
5. Mengumpulkan data yang diperlukan. √ √ √
6. Menyusun laporan dan melengkapi data yang
dibutuhkan. √ √
10
BAB II
GAMBARAN UMUM PERUSAHAAN
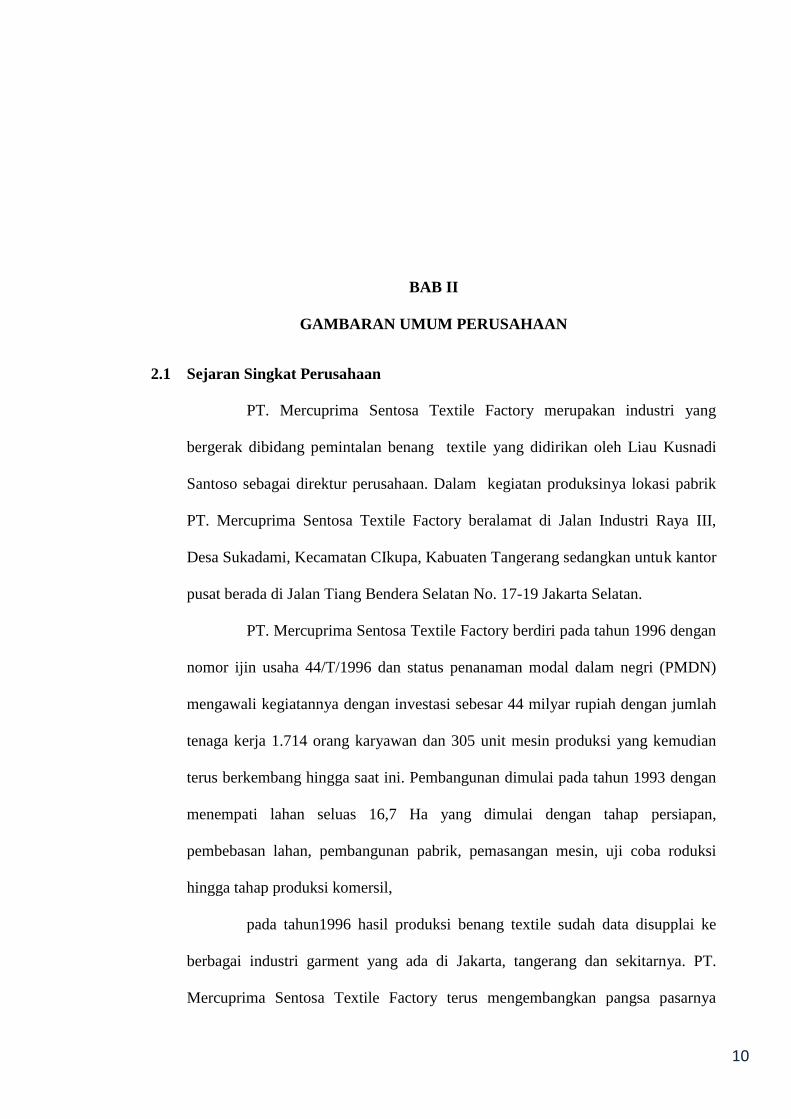
2.1 Sejaran Singkat Perusahaan
PT. Mercuprima Sentosa Textile Factory merupakan industri yang
bergerak dibidang pemintalan benang textile yang didirikan oleh Liau Kusnadi
Santoso sebagai direktur perusahaan. Dalam kegiatan produksinya lokasi pabrik
PT. Mercuprima Sentosa Textile Factory beralamat di Jalan Industri Raya III,
Desa Sukadami, Kecamatan CIkupa, Kabuaten Tangerang sedangkan untuk kantor
pusat berada di Jalan Tiang Bendera Selatan No. 17-19 Jakarta Selatan.
PT. Mercuprima Sentosa Textile Factory berdiri pada tahun 1996 dengan
nomor ijin usaha 44/T/1996 dan status penanaman modal dalam negri (PMDN)
mengawali kegiatannya dengan investasi sebesar 44 milyar rupiah dengan jumlah
tenaga kerja 1.714 orang karyawan dan 305 unit mesin produksi yang kemudian
terus berkembang hingga saat ini. Pembangunan dimulai pada tahun 1993 dengan
menempati lahan seluas 16,7 Ha yang dimulai dengan tahap persiapan,
pembebasan lahan, pembangunan pabrik, pemasangan mesin, uji coba roduksi
hingga tahap produksi komersil,
pada tahun1996 hasil produksi benang textile sudah data disupplai ke
berbagai industri garment yang ada di Jakarta, tangerang dan sekitarnya. PT.
Mercuprima Sentosa Textile Factory terus mengembangkan pangsa pasarnya
11
hingga keseluruh Indonesia dengan meningkatkan kualitas produk benang textile
dan juga kapasitas produksi dengan menanbah mesin produksi dan karyawan yang
saat ini PT. Mercuprima Sentosa Textile Factory sudah memiliki 513 mesin
produksi dan karyawan sebanyak 3.223 orang yang berperan penting dalam
kegiatan roduksinya.
Saat ini PT. Mercuprima Sentosa Textile Factory sudah mampu
menyuplai kebutuhan benang textile hingga keseluruh pulau jawa dan luar pulau
jawa yang akan terus mengembangkan pangasa pasarnya hingga kerseluruh
Indonesia.
2.2 Maksud Dan Tujuan
Maksud dan Tujuan PT. Mercuprima Sentosa Textile Factory adalah
melaksanakan usaha dibidang pemintalan benang textile dengan memproduksi
berbagai jenis benang textile berkualitas. Hal itu merupakan keikutsertaan PT.
Kyoda Mas Mulia dalam pembangunan nasional khususnya dibidang
perindustrian. Dasar yang dipakai dalam mewujudkan tujuan adalah:
a) Memperluas lapangan kerja dan taraf hidup masyarakat pada umumnya
serta karyawan pada khususnya.
b) Memajukan dan mengembangkan perindustrian pada umumnya.
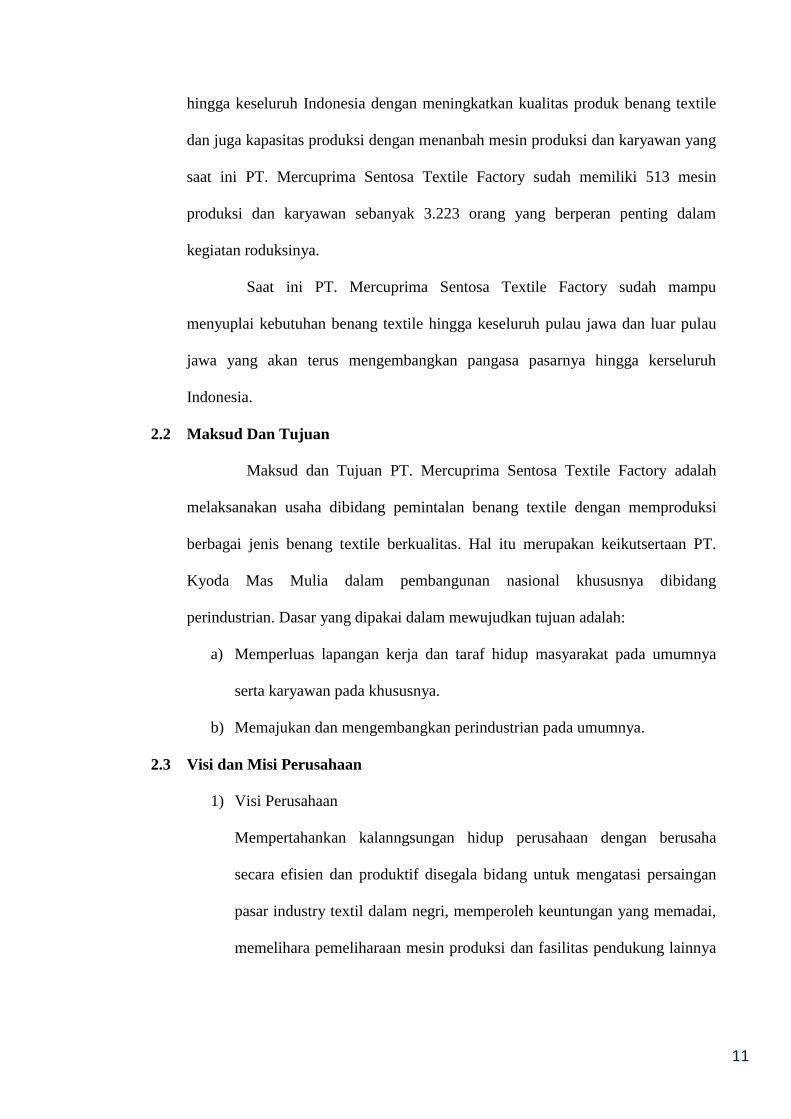
2.3 Visi dan Misi Perusahaan
1) Visi Perusahaan
Mempertahankan kalanngsungan hidup perusahaan dengan berusaha
secara efisien dan produktif disegala bidang untuk mengatasi persaingan
pasar industry textil dalam negri, memperoleh keuntungan yang memadai,
memelihara pemeliharaan mesin produksi dan fasilitas pendukung lainnya
12
dengan baik, memperhatikan kesejahteraan karyawan serta memenuhi
keinginan stak holder.
2) Misi Perusahaan
Memiliki daya saing dan daya cipta tinggi ditingkat nasional samai
internasional serta ramah terhada lingkungan sehingga diakui sebagai
produsen benang textile terbaik.
2.4 Hasil Produksi dan Pemasaran
1) Hasil Produksi
Produk yang dihasilkan oleh PT. Mercuprima Sentosa Textile Factory
adalah benang textile dimana terdapat tiga jenis benang yang diproduksi
yaitu benang Cooton, Polyester dan Viscose.
2) Pemasaran
Daerah pemasaran PT. Mercuprima Sentosa Textile Factory saat ini antara
lain: Jakarata, Tangerang, Bekasi, Bandung, Solo, Pekalongan dan
Surabaya.
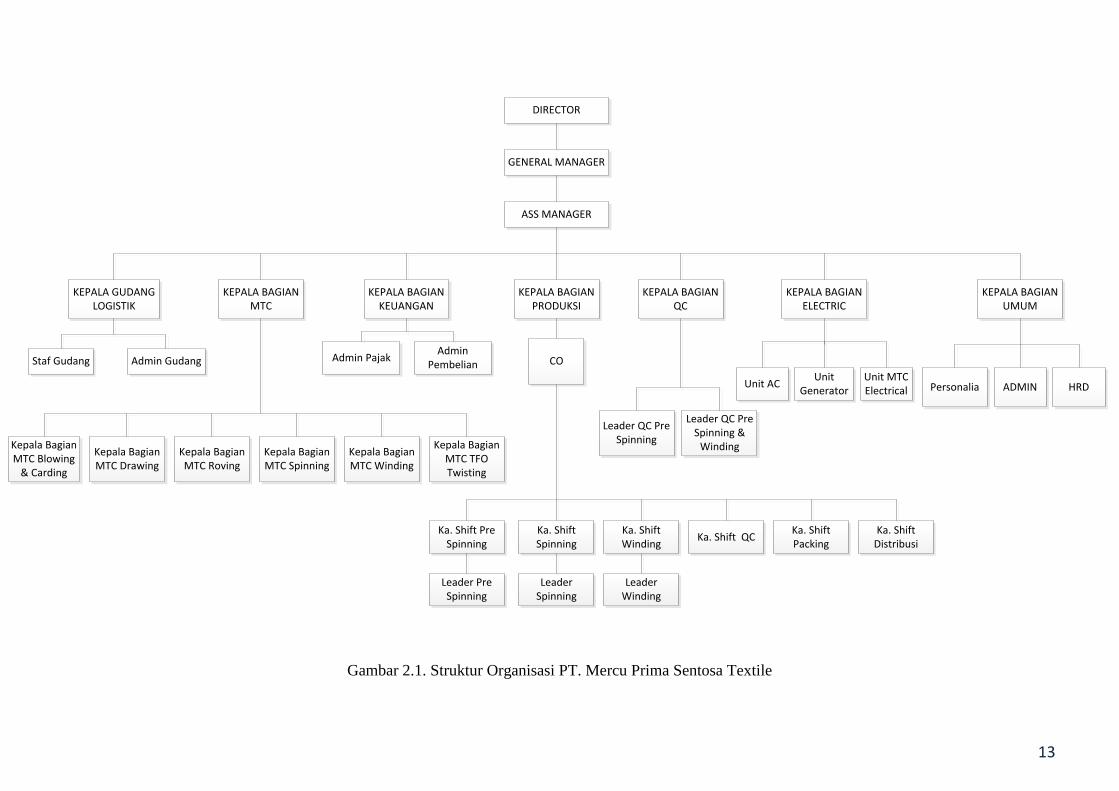
2.5 Struktur Organisasi
Struktur Organisasi perusahaan yang digunakan adalah struktur
organisasi lini yang dalam pelaksanaan kerjanya didampingi oleh seorang ahli
dibidangnya. Perusahaan dipimpin oleh general manager yang memberikan
pertanggung jawaban maju mundurnya perusahaan kepada presiden direktur.
General manager membawahi beberapa sector antara lain HRD, Kepala Bagian
Produksi, Kepala Bagian QC, Kepala Bagian MTC, Kepala Bagian Umum, CO,
beserta staff di bawahnya. Struktur organisasi PT. Kyoda Mas Mulia dapat dilihat
pada gambar halaman berikutnya.
13
DIRECTOR
GENERAL MANAGER
ASS MANAGER
KEPALA BAGIAN PRODUKSI
KEPALA BAGIAN MTC
KEPALA BAGIAN QC
KEPALA BAGIAN ELECTRIC
KEPALA BAGIAN UMUM
Kepala Bagian MTC Blowing
& Carding
Kepala Bagian MTC Drawing
Kepala Bagian MTC Roving
Kepala Bagian MTC Spinning
Kepala Bagian MTC Winding
Kepala Bagian MTC TFO Twisting
CO
Ka. Shift Pre Spinning
Ka. Shift Spinning
Ka. Shift Winding
Leader Pre Spinning
Leader Spinning
Leader Winding
Leader QC Pre Spinning
Leader QC Pre Spinning &
Winding
Unit ACUnit
GeneratorUnit MTC Electrical ADMIN HRDPersonalia
KEPALA GUDANG LOGISTIK
Staf Gudang Admin Gudang
KEPALA BAGIAN KEUANGAN
Admin PajakAdmin
Pembelian
Ka. Shift QCKa. Shift Packing
Ka. Shift Distribusi
Gambar 2.1. Struktur Organisasi PT. Mercu Prima Sentosa Textile
14
2.6 Kedudukan dan Tugas Pokok
Dalam struktur organisasi PT. Mercuprima Sentosa Textile Factory, setiap
karyawan memiliki kedudukan dan tugas pokok sebagai berikut:
1) General Manager
Sebagai Pimpinan di PT. Mercuprima Sentosa Textile Factory, General
manager berada dibawah Direktur. Tugas seorang General manager adalah
membuat laporan atau member pertanggung jawaban atas maju dan
mundurnya perusahaan kepada Direktur perusahaan
2) Kepala Bagian
Kepala bagian berada dibawah Manager dan mempunyai tugas-tugas
pokok sesuai dengan kedudukan untuk masing-masing kepala bagian.
Terdaat 5 kepala bagian dengan tugas-tugas sebagai berikut:
A. Kepala Bagian Maintenance (MTC)
Tugas dari kepala bagian Maintenance adalah mengatur jadwal
memeliharaan mesin-mesin produksi dan ,engendalikan pemakaian
sparepart mesin-mesin produksi.
B. Kepala Bagian Produksi
Tugas dari kepala bagian produksi adalah Mengatur pelaknsanaan
proses pembuatan benang dari bahan baku sampai menjadi benang
sesuai dengan type dan ukuran yang diminta dengan melakukan
koordinasi dengan kepala seksi dibawahnya dalam produksi dan
membuat laporan hasil produksi dan bahan baku yang digunakan.
15
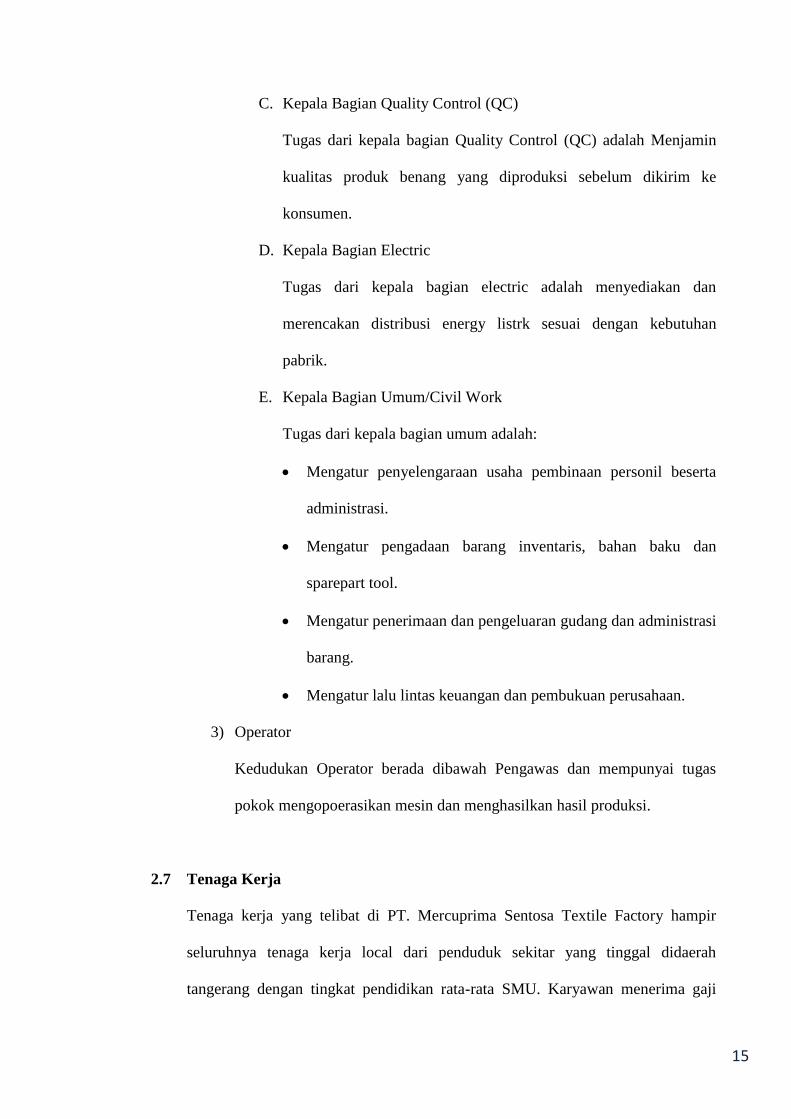
C. Kepala Bagian Quality Control (QC)
Tugas dari kepala bagian Quality Control (QC) adalah Menjamin
kualitas produk benang yang diproduksi sebelum dikirim ke
konsumen.
D. Kepala Bagian Electric
Tugas dari kepala bagian electric adalah menyediakan dan
merencakan distribusi energy listrk sesuai dengan kebutuhan
pabrik.
E. Kepala Bagian Umum/Civil Work
Tugas dari kepala bagian umum adalah:
Mengatur penyelengaraan usaha pembinaan personil beserta
administrasi.
Mengatur pengadaan barang inventaris, bahan baku dan
sparepart tool.
Mengatur penerimaan dan pengeluaran gudang dan administrasi
barang.
Mengatur lalu lintas keuangan dan pembukuan perusahaan.
3) Operator
Kedudukan Operator berada dibawah Pengawas dan mempunyai tugas
pokok mengopoerasikan mesin dan menghasilkan hasil produksi.
2.7 Tenaga Kerja
Tenaga kerja yang telibat di PT. Mercuprima Sentosa Textile Factory hampir
seluruhnya tenaga kerja local dari penduduk sekitar yang tinggal didaerah
tangerang dengan tingkat pendidikan rata-rata SMU. Karyawan menerima gaji
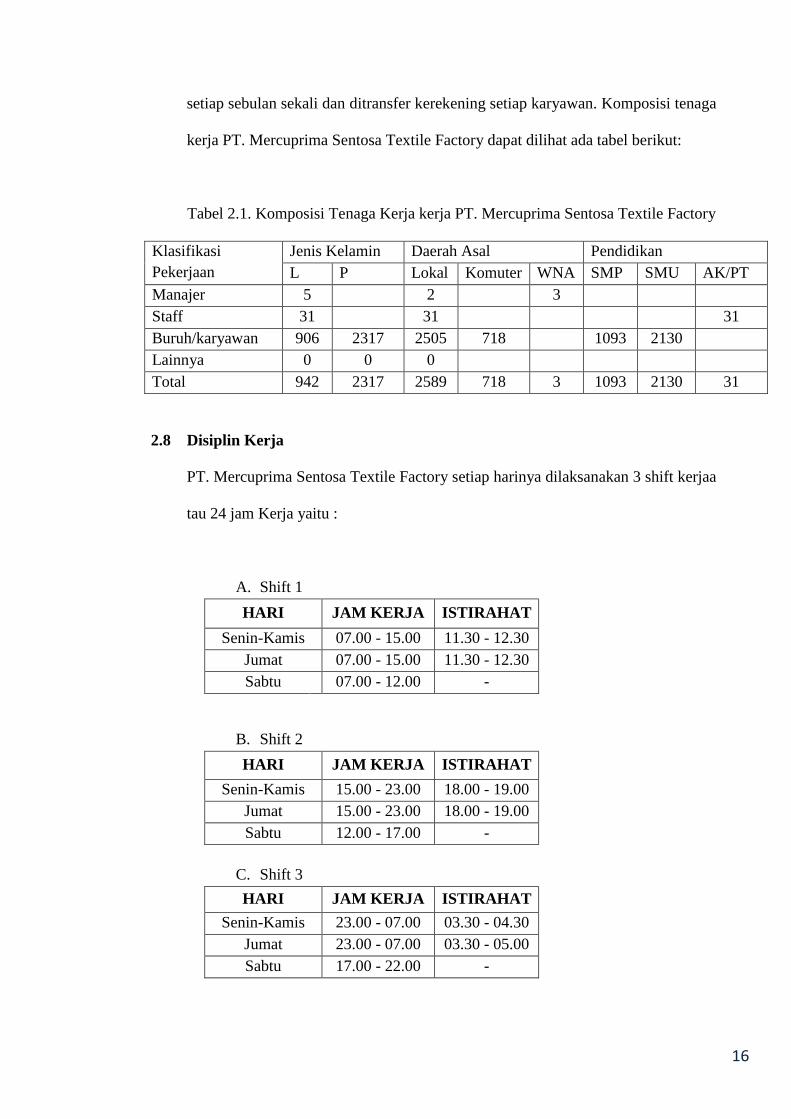
16
setiap sebulan sekali dan ditransfer kerekening setiap karyawan. Komposisi tenaga
kerja PT. Mercuprima Sentosa Textile Factory dapat dilihat ada tabel berikut:
Tabel 2.1. Komposisi Tenaga Kerja kerja PT. Mercuprima Sentosa Textile Factory
Klasifikasi
Pekerjaan
Jenis Kelamin Daerah Asal Pendidikan
L P Lokal Komuter WNA SMP SMU AK/PT
Manajer 5 2 3
Staff 31 31 31
Buruh/karyawan 906 2317 2505 718 1093 2130
Lainnya 0 0 0
Total 942 2317 2589 718 3 1093 2130 31
2.8 Disiplin Kerja
PT. Mercuprima Sentosa Textile Factory setiap harinya dilaksanakan 3 shift kerjaa
tau 24 jam Kerja yaitu :
A. Shift 1
HARI JAM KERJA ISTIRAHAT
Senin-Kamis 07.00 - 15.00 11.30 - 12.30
Jumat 07.00 - 15.00 11.30 - 12.30
Sabtu 07.00 - 12.00 -
B. Shift 2
HARI JAM KERJA ISTIRAHAT
Senin-Kamis 15.00 - 23.00 18.00 - 19.00
Jumat 15.00 - 23.00 18.00 - 19.00
Sabtu 12.00 - 17.00 -
C. Shift 3
HARI JAM KERJA ISTIRAHAT
Senin-Kamis 23.00 - 07.00 03.30 - 04.30
Jumat 23.00 - 07.00 03.30 - 05.00
Sabtu 17.00 - 22.00 -
17
2.9 Kesejahteraan Karyawan
Untuk memotivasi karyawan agar segala kegiatan yang ada dalam
perusahaan dapat berjalan dengan baik dan lancer maka perusahaan memberikan
jaminan social. Pendapatan yang diberikan perusahaan kepada karyawan yang
masih aktif antara lain:
a. Jamsostek, ptongan premi dihitung dari gaji karyawan sebesar 2%
sedangkan perusahaan sebesar 4,89%.
b. Pensiunan, potongan 4,17% dari gaji pokok, karyawan membayar 1/3
sedangkan perusahaan 2/3.
c. Makan dan minum yang diberikan kepada seluruh karyawan.
d. THR Hari Raya termasuk hari raya Idul Fitri dan hari raya Natal
e. Sumbangan Duka Cita diberikan kepada karyawan perusahaan yang
mengalami kecelakaan ataupun meninggal dunia.
f. Rekreasi bersama.
2.10 Proses Produksi
PT. Mercuprima Sentosa Textile Factory pada umumnya membuat 3
jenis benang textil yang dimana untuk tiap jenis benang terbuat dari bahan baku
yang berbeda namun memiliki proses yang sama pada umumnya. Dalam proses
produksinya terdapat 8 proses yang harus dilaui bahan baku hingga akhirnya
produk benang diakhir proses siap dikemas untuk dikirim. Adapun proses
pembuatan benang adalah sebagai berikut:
18
RAW MATERIAL(Storage)
BLOWING CARDING DRAWINF BREAKER DRAWING FINISHER
ROVINGSPINNINGWINDINGINSPECTIONPACKING
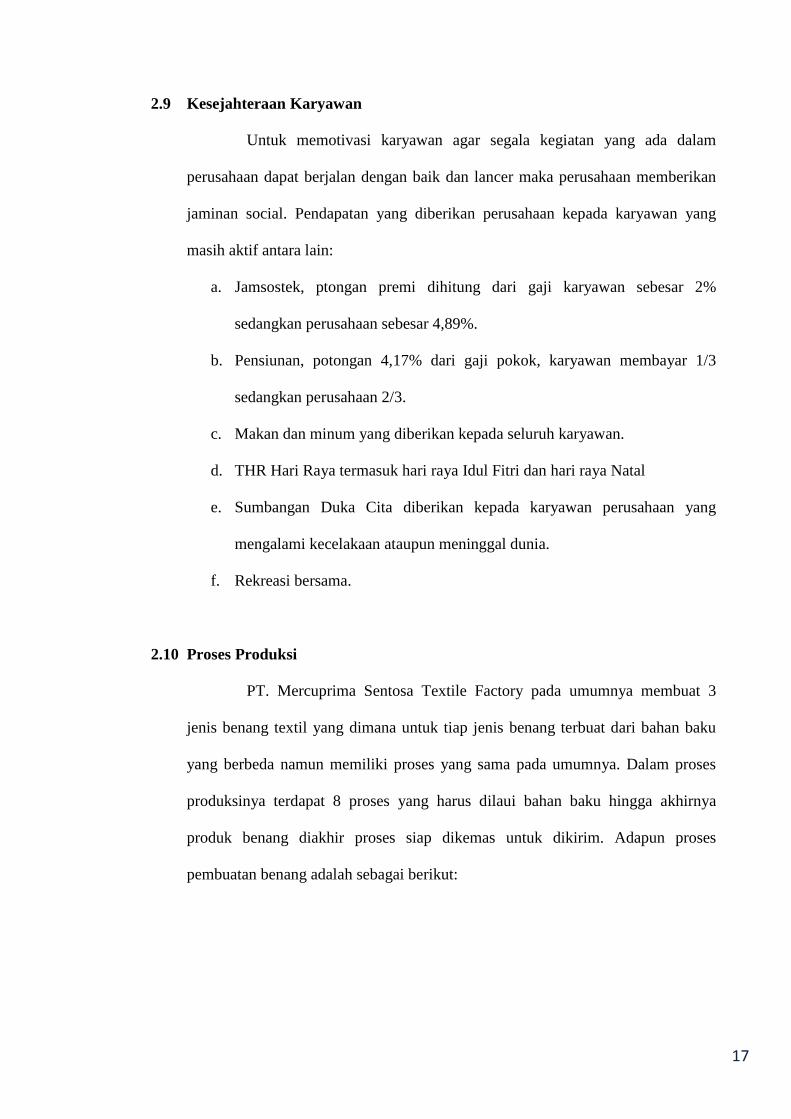
Gambar 2.3. Skema Proses Produksi Benang Textil
1. Blowing
Merupakan proses pertama dalam pembuatan benang. Di area
blowing, mesin Blendomat bekerja secara otomatis membuka dan mengambil
gumpalan serat kapas dari 25 hingga 30 bale bahan baku. Untuk pembuatan
benag, pada proses ini menguraiankan gumpalan kapas yang telah ditarik oleh
Bale Plucker untuk dicabik-cabik sehingga menjadi serat-serat halus dan
dicampurkan dengan serat lainnya serta pembersihan kotoran seperti ranting,
biji kapas.
Hasil akhir dari proses ini adalah berupa lembaran kapas yang
digulung yang disebut lap dimana lap ini memiliki panjang rata-rata 4 yard dan
berat 17,5 Kg. tahap selanjutnya dari proses ini adalah proses pensecaacran
serat di mesin carding.
Gambar 2.4. Ruang Produksi Proses Blowing
19
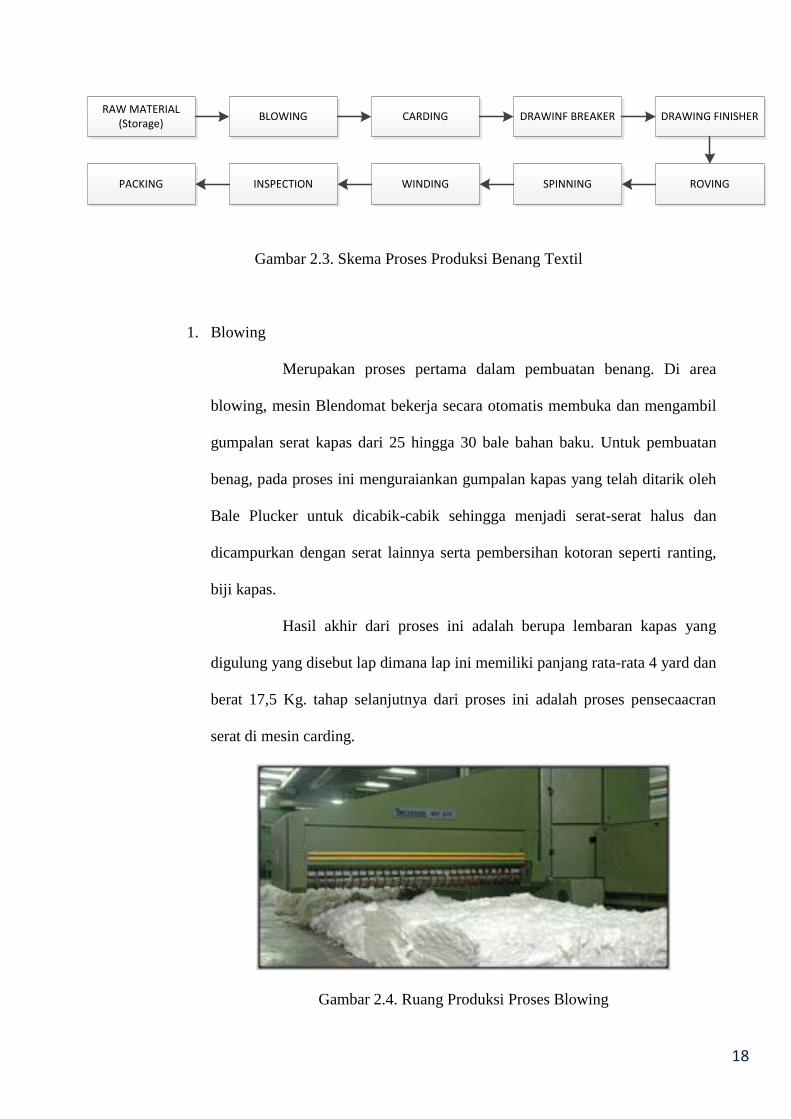
2. Carding
Pada Proses blowing dimana, gumpalan serat yang telah dibuka,
diubah menjadi bentuk memanjang yang disebut sliver carding. Dan untuk
pertama kalinya terjadi pelurusan, peregangan serta, terjadi pemisahan serat
pendek dengan serat panjang.
Gambar 2.5. Ruang Produksi Proses Carding
Tujuan pemisahan tersebut untuk menjaga agar kekuatan benang
sesuai dengan yang diharapkan. mesin carding ini mampu menghasilkan
kualitas sliver yang baik dengan nep yang rendah, kapasitas produksinya
mencapai 65 kg/jam. Sliver yang telah melewati proses carding tersusun rapi
dan can yang secara otomatis pula berganti setelah can penuh
3. Drawing Breaker
Sliver dari Carding yang ditampung dalam spincan (tong putar)
kemudian dibawa ke mesin Drawing, sliver carding diubah menjadi sliver
drawing breaker, dimana terjadi proses peregangan dan pen-sejajaran serat.
Besarnya perbandingan antara serat dengan panjang sliver drawing breaker ini
akan berpengaruh pada nomor benang yang dihasilkan.
20
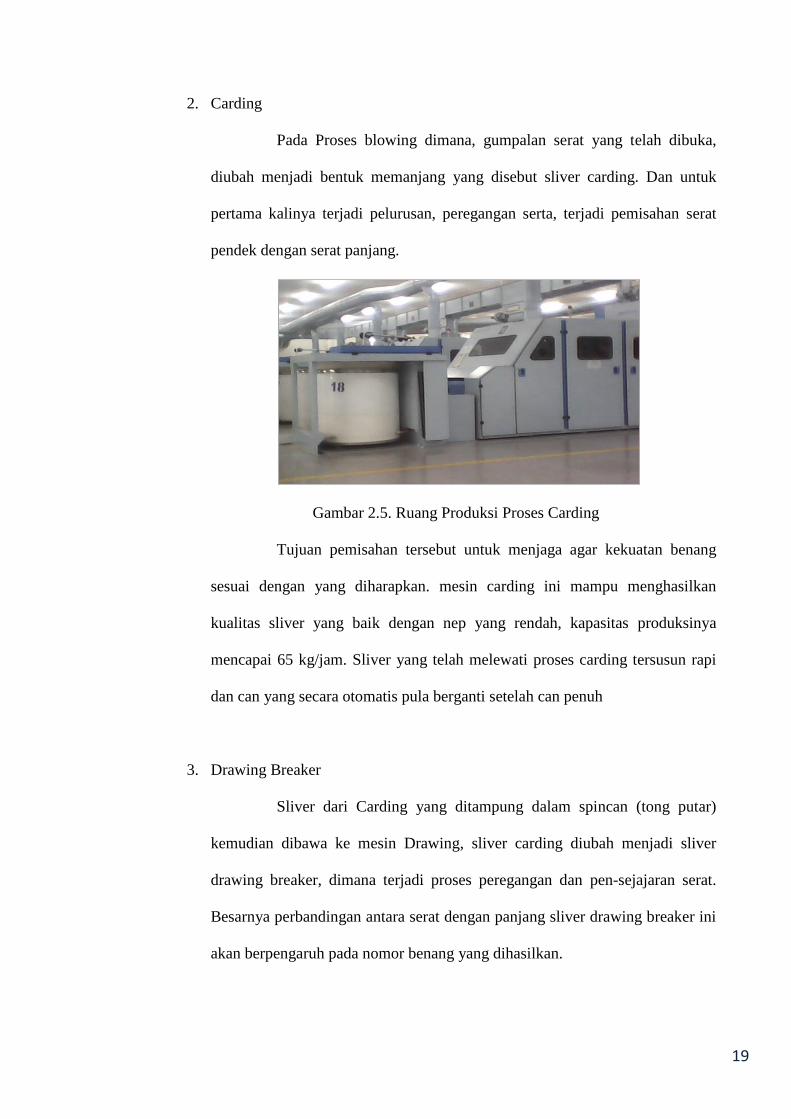
Mesin drawing breaker ini dilengkapi dengan auto leveler yang
mampu menghasilkan sliver dengan tingkat kerataan yang baik untuk
selanjutnya dibawa ke mesin drawing finisher.
Gambar 2.6. Ruang Produksi Proses Drawing Breaker
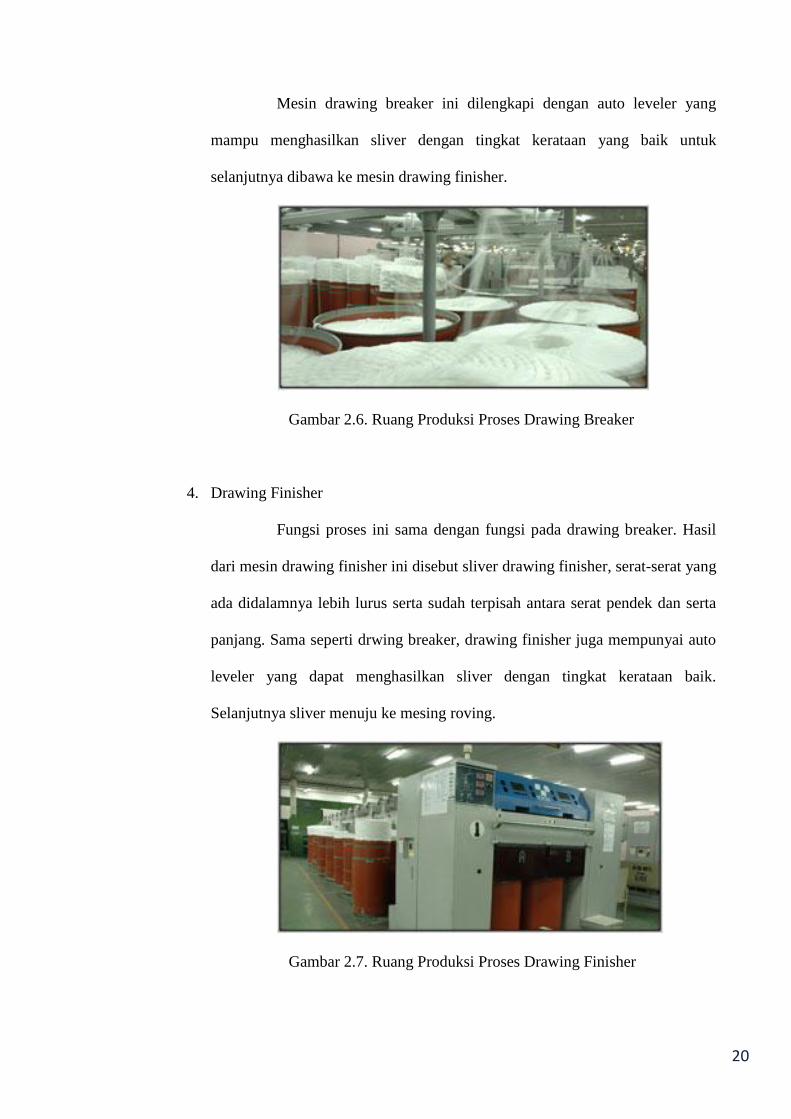
4. Drawing Finisher
Fungsi proses ini sama dengan fungsi pada drawing breaker. Hasil
dari mesin drawing finisher ini disebut sliver drawing finisher, serat-serat yang
ada didalamnya lebih lurus serta sudah terpisah antara serat pendek dan serta
panjang. Sama seperti drwing breaker, drawing finisher juga mempunyai auto
leveler yang dapat menghasilkan sliver dengan tingkat kerataan baik.
Selanjutnya sliver menuju ke mesing roving.
Gambar 2.7. Ruang Produksi Proses Drawing Finisher
21
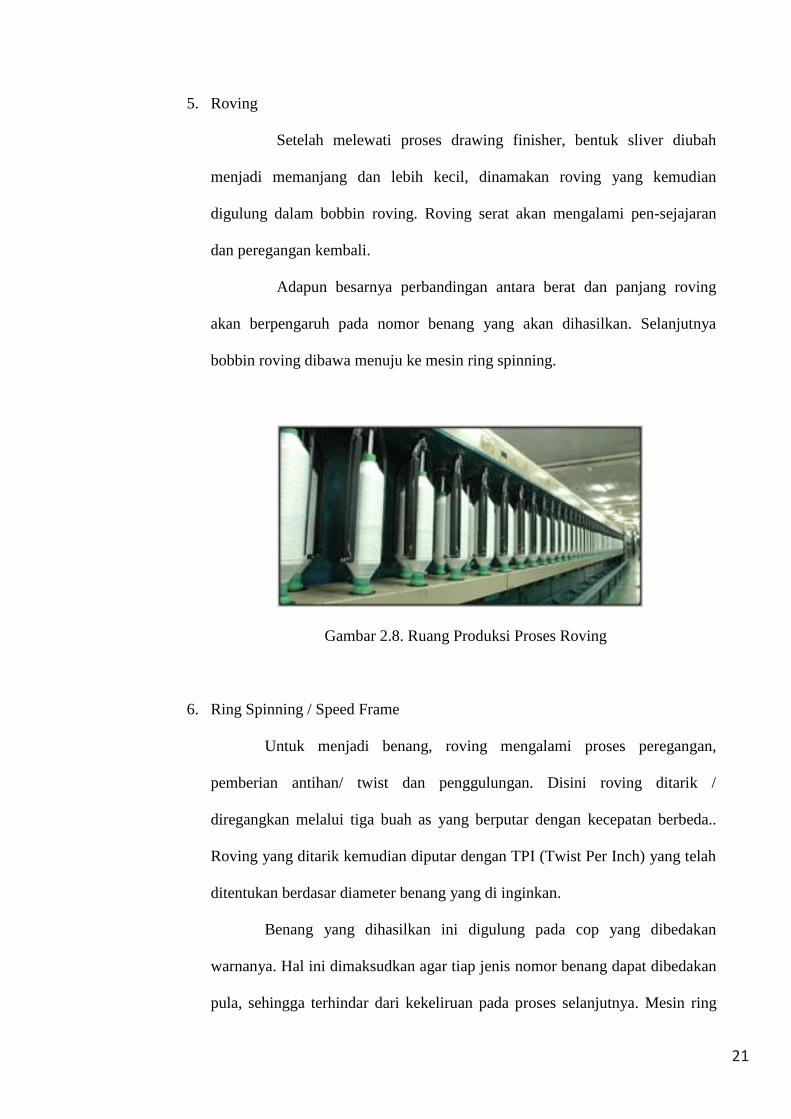
5. Roving
Setelah melewati proses drawing finisher, bentuk sliver diubah
menjadi memanjang dan lebih kecil, dinamakan roving yang kemudian
digulung dalam bobbin roving. Roving serat akan mengalami pen-sejajaran
dan peregangan kembali.
Adapun besarnya perbandingan antara berat dan panjang roving
akan berpengaruh pada nomor benang yang akan dihasilkan. Selanjutnya
bobbin roving dibawa menuju ke mesin ring spinning.
Gambar 2.8. Ruang Produksi Proses Roving
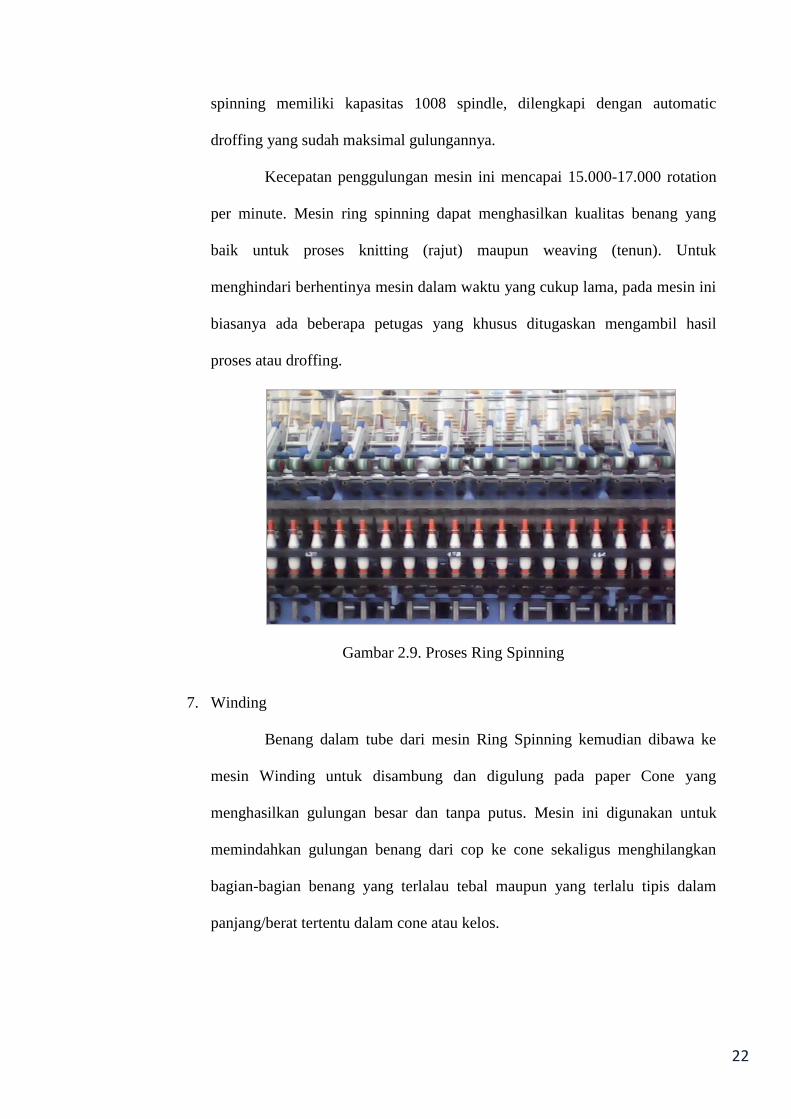
6. Ring Spinning / Speed Frame
Untuk menjadi benang, roving mengalami proses peregangan,
pemberian antihan/ twist dan penggulungan. Disini roving ditarik /
diregangkan melalui tiga buah as yang berputar dengan kecepatan berbeda..
Roving yang ditarik kemudian diputar dengan TPI (Twist Per Inch) yang telah
ditentukan berdasar diameter benang yang di inginkan.
Benang yang dihasilkan ini digulung pada cop yang dibedakan
warnanya. Hal ini dimaksudkan agar tiap jenis nomor benang dapat dibedakan
pula, sehingga terhindar dari kekeliruan pada proses selanjutnya. Mesin ring
22
spinning memiliki kapasitas 1008 spindle, dilengkapi dengan automatic
droffing yang sudah maksimal gulungannya.
Kecepatan penggulungan mesin ini mencapai 15.000-17.000 rotation
per minute. Mesin ring spinning dapat menghasilkan kualitas benang yang
baik untuk proses knitting (rajut) maupun weaving (tenun). Untuk
menghindari berhentinya mesin dalam waktu yang cukup lama, pada mesin ini
biasanya ada beberapa petugas yang khusus ditugaskan mengambil hasil
proses atau droffing.
Gambar 2.9. Proses Ring Spinning
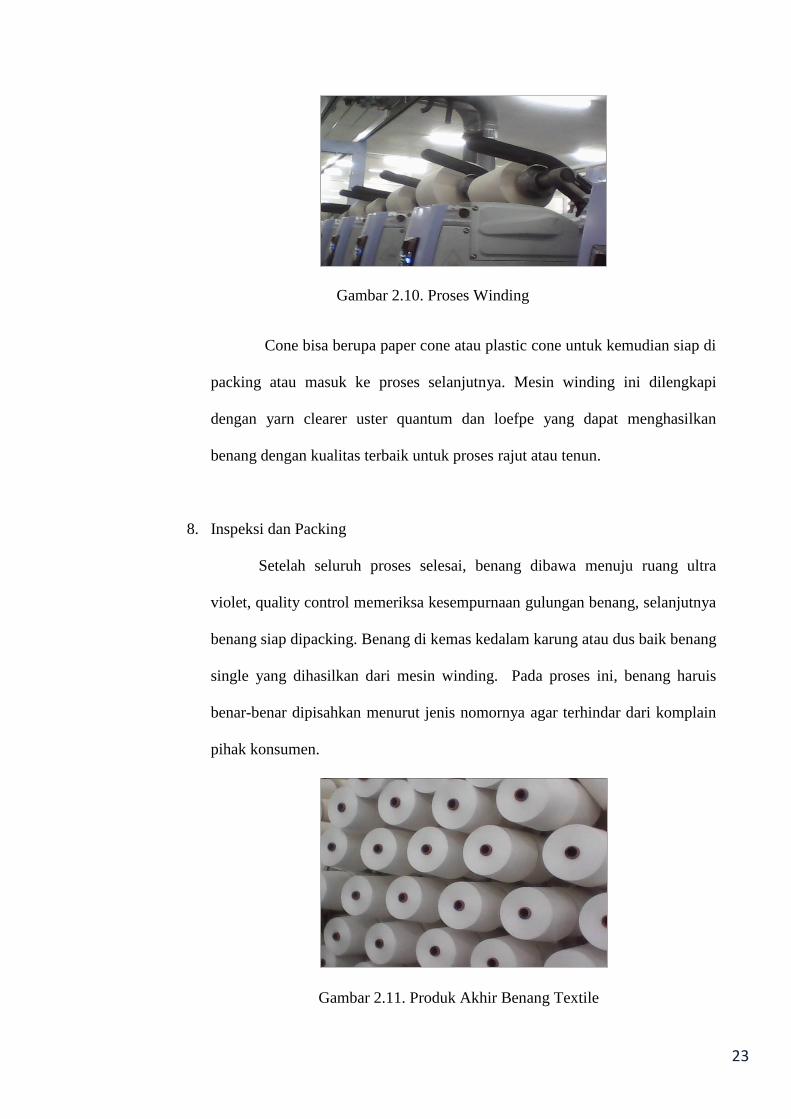
7. Winding
Benang dalam tube dari mesin Ring Spinning kemudian dibawa ke
mesin Winding untuk disambung dan digulung pada paper Cone yang
menghasilkan gulungan besar dan tanpa putus. Mesin ini digunakan untuk
memindahkan gulungan benang dari cop ke cone sekaligus menghilangkan
bagian-bagian benang yang terlalau tebal maupun yang terlalu tipis dalam
panjang/berat tertentu dalam cone atau kelos.
23
Gambar 2.10. Proses Winding
Cone bisa berupa paper cone atau plastic cone untuk kemudian siap di
packing atau masuk ke proses selanjutnya. Mesin winding ini dilengkapi
dengan yarn clearer uster quantum dan loefpe yang dapat menghasilkan
benang dengan kualitas terbaik untuk proses rajut atau tenun.
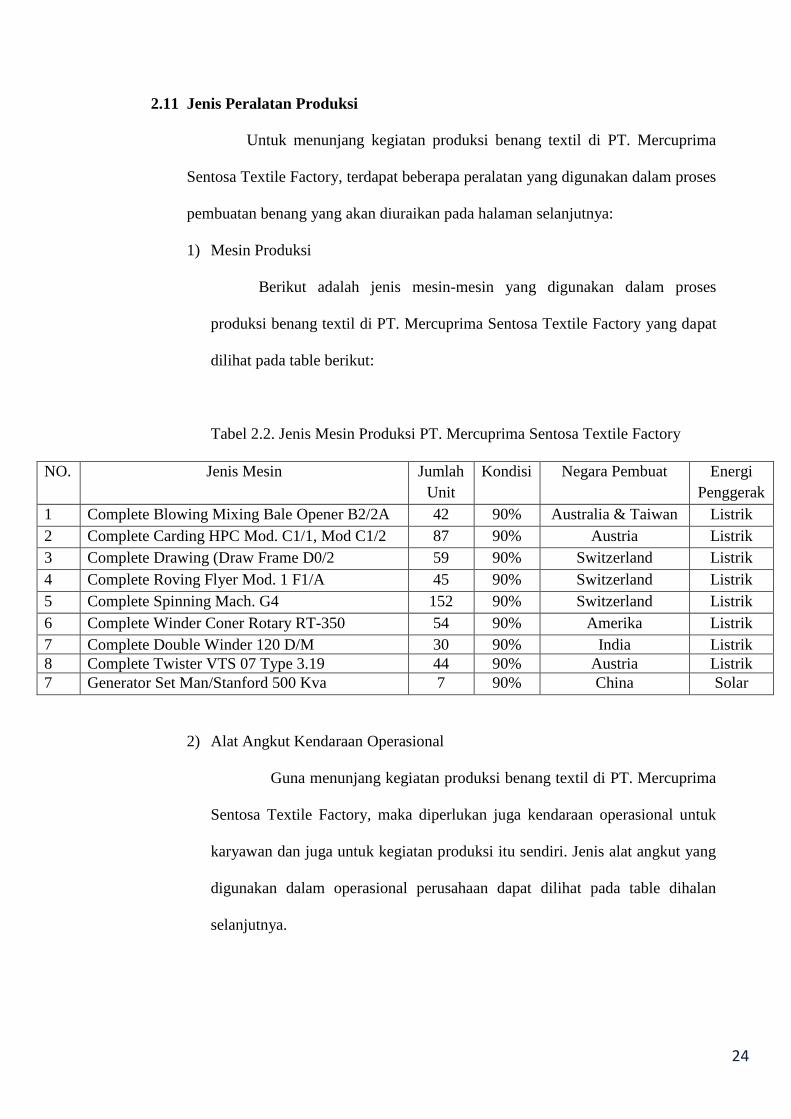
8. Inspeksi dan Packing
Setelah seluruh proses selesai, benang dibawa menuju ruang ultra
violet, quality control memeriksa kesempurnaan gulungan benang, selanjutnya
benang siap dipacking. Benang di kemas kedalam karung atau dus baik benang
single yang dihasilkan dari mesin winding. Pada proses ini, benang haruis
benar-benar dipisahkan menurut jenis nomornya agar terhindar dari komplain
pihak konsumen.
Gambar 2.11. Produk Akhir Benang Textile
24
2.11 Jenis Peralatan Produksi
Untuk menunjang kegiatan produksi benang textil di PT. Mercuprima
Sentosa Textile Factory, terdapat beberapa peralatan yang digunakan dalam proses
pembuatan benang yang akan diuraikan pada halaman selanjutnya:
1) Mesin Produksi
Berikut adalah jenis mesin-mesin yang digunakan dalam proses
produksi benang textil di PT. Mercuprima Sentosa Textile Factory yang dapat
dilihat pada table berikut:
Tabel 2.2. Jenis Mesin Produksi PT. Mercuprima Sentosa Textile Factory
NO. Jenis Mesin Jumlah
Unit
Kondisi Negara Pembuat Energi
Penggerak
1 Complete Blowing Mixing Bale Opener B2/2A 42 90% Australia & Taiwan Listrik
2 Complete Carding HPC Mod. C1/1, Mod C1/2 87 90% Austria Listrik
3 Complete Drawing (Draw Frame D0/2 59 90% Switzerland Listrik
4 Complete Roving Flyer Mod. 1 F1/A 45 90% Switzerland Listrik
5 Complete Spinning Mach. G4 152 90% Switzerland Listrik
6 Complete Winder Coner Rotary RT-350 54 90% Amerika Listrik
7 Complete Double Winder 120 D/M 30 90% India Listrik
8 Complete Twister VTS 07 Type 3.19 44 90% Austria Listrik
7 Generator Set Man/Stanford 500 Kva 7 90% China Solar
2) Alat Angkut Kendaraan Operasional
Guna menunjang kegiatan produksi benang textil di PT. Mercuprima
Sentosa Textile Factory, maka diperlukan juga kendaraan operasional untuk
karyawan dan juga untuk kegiatan produksi itu sendiri. Jenis alat angkut yang
digunakan dalam operasional perusahaan dapat dilihat pada table dihalan
selanjutnya.
25
Tabel 2.3. Jenis Alat Angkut Yang Digunakan
No. Pengunaan Jenis Kendaraan Jumlah
1 Bahan Baku Forklift 2
2 Hasil Produksi Truck 5
3 Limbah Truck 1
4 Buruh Karyawan Bus 6
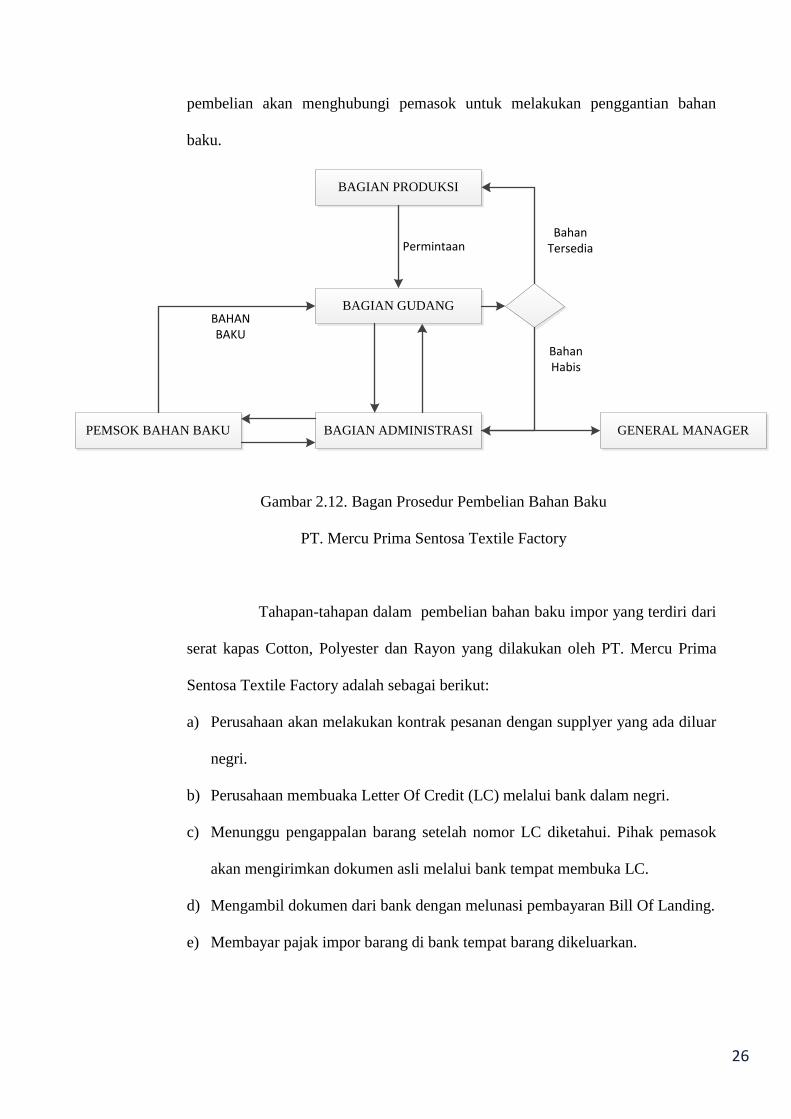
2.12 Proses Pembelian Bahan Baku
Pada dasarnya bagian yang bertugas untuk merencanakan dan
mengendalikan kebutuhan bahan baku di PT. Mercu Prima Sentosa Textile
Factory adalah Bagian Gudang Bahan Baku. Bagian gudang bertanggung jawab
menyediakan bahan baku untuk keperluan produksi. Bagian produksi juga akan
melakukan monitoring terhadap ketersediaan bahan baku di gudang untuk
merencanakan produksi harian.
Appabila ketersediaan bahan baku digudang sudah mencapi kapasitas
minimum/titik pemesanan kembali, maka bagian gudang akan mengajukan from
pemesanan bahan baku ke bagian keuangan/administrasi yang sebelumnya sudah
disetujiu oleh bagian produksi dan manajer. Bagian administrasi akan melakukan
peninjauan terkait harga dan banyaknya bahan baku. Bagian pembelian akan
menghubungi pemasok dengan dan melamporkan Purchasing Order (PO) kepada
pemasok melalui Fax.
Setelah bahan baku sampai digudang, bagian gudang akan melakuan
pengecekan terkait dengan quantitas, mutu, jenis dan standar dalam kontrak
pemesanan. Apabila bahan baku yang diterima tidak sesuai dengan kontrak, maka
bagian gudang akan melaporkan kebagian administrasi atau pembelian. Bagian
26
pembelian akan menghubungi pemasok untuk melakukan penggantian bahan
baku.
BAGIAN PRODUKSI
BAGIAN GUDANG
BAGIAN ADMINISTRASI
Bahan Tersedia
Bahan Habis
GENERAL MANAGER
Permintaan
PEMSOK BAHAN BAKU
BAHAN BAKU
Gambar 2.12. Bagan Prosedur Pembelian Bahan Baku
PT. Mercu Prima Sentosa Textile Factory
Tahapan-tahapan dalam pembelian bahan baku impor yang terdiri dari
serat kapas Cotton, Polyester dan Rayon yang dilakukan oleh PT. Mercu Prima
Sentosa Textile Factory adalah sebagai berikut:
a) Perusahaan akan melakukan kontrak pesanan dengan supplyer yang ada diluar
negri.
b) Perusahaan membuaka Letter Of Credit (LC) melalui bank dalam negri.
c) Menunggu pengappalan barang setelah nomor LC diketahui. Pihak pemasok
akan mengirimkan dokumen asli melalui bank tempat membuka LC.
d) Mengambil dokumen dari bank dengan melunasi pembayaran Bill Of Landing.
e) Membayar pajak impor barang di bank tempat barang dikeluarkan.
27
f) Mengurus dokumen Delivery Order di kantor pelayaran. Setelah kapal tiba di
Indonesia, dokumen Delivery Order dapat diambil.
g) Mengurus surat perintah pengeluaran barang dikantor bea cukai dengan
melampirkan dokumen Delivery Order dan Pajak Impor barang.
h) Menunggu proses bongkar muat barang yang dilakukan oleh Ekspedisi Muatan
Kapal Laut (EMKL) dan barang siap dikirim ke pabrik dengan container.
28
BAB III
LANDASAN TEORI
3.1. Persediaan (Inventory)
Setiap perusahaan industri perlu memiliki perusahaan untuk menjamin
kelangsungannya. Hal ini perlu dilakukan dengan menginvestasikan sejumlah
uang kedalam nya. Mereka harus mampu mempertahankan jumlah persediaan
optimum untuk menjamin kebutuhan bagi kemajuan kegiatan perusahaan baik
secara kuantitas maupun kualitas. Persediaan pada umumnya merupakan salah
satu jenis aktiva lancar yang jumlah nya cukup besar dalam suatu perusahaan.
Istilah persediaan adalah suatu istilah umum yang menunjukan segala
sesuatu atau sumberdaya-sumberdaya perusahaan yang disimpan dalam antisipasi
pemenuhan permintaan. Permintaan akan sumber daya internal ataupun eksternal
meliputi persediaan bahan mentah,barang dalam proses, barang jadi atau produk
akhir, bahan-bahan pembantu atau pelengkap dan komponen-komponen lain yang
menjadi bagian keluaran produk perusahaan
Hal ini mudah dipahami karena persediaan merupakan faktor penting
dalam menentukan kelancaran operasi perusahaan. Persediaan merupakan bentuk
investasi, dari mana keuntungan (laba) itu bisa diharapkan melalui penjualan
dikemudian hari. Oleh sebab itu pada kebanyakan perusahaan sejumlah minimal
persediaan harus dipertahankan untuk menjamin kontinuitas dan stabilitas
29
penjualannya. Pengertian persediaan menurut beberapa ahli antara lain sebagai
berikut :
Menurut Heizer dan Render (2010), menrangkan bahawa ;
“Persediaan adalah salah satu dari asset termahal dari banyak perusahaan,
mewakili 50% dari keseluruhan modal yang diinvestsaikan. Disatu sisi perusahaan
adapat mengurangi biaya dengan mengurangi persediaan. Disisi lain, produksi
dapat berhenti dan pelanggan tidak puas ketika barang tidak tersedia.”
Menurut Assauri (2005), menerangkan bahwa ;
“Persediaan adalah sebagai suatu aktiva lancar yang meliputi barang-barang milik
perusahaan dengan maksud untuk dijual dalam suatu periode usaha normal atau
persediaan barang-barang yang masih dalam pekerjaan proses produksi ataupun
persediaan bahan baku yang menunggu penggunaanya dalam suatu proses
produksi.”
Menurut Sumayang (2003), menerangkan bahwa ;
“Pengertian persediaan barang secara umum istilah persediaan barang dipakai
untuk menunjukkan barang –barang yang dimiliki untuk dijual kembali atau
digunakan memproduksi barang-barang yang akan dijual.”
Menurut Zulfikarijah (2005), menerangkan bahwa ;
“Persediaan didefinisikan sebagai stock bahan baku yang digunakan untuk
memfasilitasi produksi atau memuaskan permintaan konsumen.
Banyak cara yang dapat dilakukan perusahaan untuk menarik minat
pelanggan. Salah satunya adalah dengan memberikan sistim diskon pada pembeli
yang juga dapat menurunkan biaya-biaya persediaan pada perusahaan. Telah
banyak dikembangkan penelitian model persediaan yang mempertimbangkan
30
diskon dan waktu kadaluarsa yang bertujuan untuk meminimalkan biaya total
persediaan yang ada.
3.1.1. Peranan Persediaan
Pada dasarnya persediaan mempermudah atau mempelancar jalannya
operasi perusahaan yang harus dilakukan secara berturut-turut untuk
memproduksi barang-barang serta menyampaikan kepada pelanggan. Persediaan
bagi perusahaan, antara lain berguna untuk;
1. Menghilangkan resiko keterlambatan datangnya barang atau bahan-bahan
yang dibutuhkan perusahaan.
2. Menumpuk bahan-bahan yang dihasilkan secara musiman sehingga dapat
digunakan bila bahan itu tidak ada dalam pasaran.
3. Mempertahankan stabilitas atau kelancaran operasi perusahaan.
4. Mencapai penggunaan mesin yang optimal.
5. Memberikan pelayanan kepada pelanggan dengan sebaik-baiknya.
6. Membuat produksi tidak perlu sesuai dengan penggunaan atau
penjualannya. Persediaan sangat penting artinya bagi suatu perusahaan
karena berfungsi menggabungkan antara operasi yang berurutan dalam
pembuatan suatu barang dan menyampaikannya kepada konsumen.
Adanya persediaan dapat memungkinkan bagi perusahaan untuk
melaksanakan operasi produksi, karena faktor waktu antara oprasi itu dapat
dihilangkan sama sekali atau diminimumkan.
31
3.1.2. Fungsi Persediaan
Pengendaliaan persediaan merupakan fungsi manejerial yang sangat
penting karena persediaan fisik banyak melibatkan investasi terbesar. Bila
perusahaan menanamkan terlalu banyak dananya dalam persediaan, menyebab
kan biaya penyimpanan yang berlebihan, dan mungkin mempunyai
“Opportunity Cost” (dana dapat ditanamkan dalam investasi yang lebih
menguntungkan). Sebaliknya, bila perusahaan tidak mempunyai persediaan yang
cukup, dapat mengakibatkan meningkatkan biaya-biaya karena kekurangan
bahan. Fungsi-fungsi persediaan antara lain :
1) Fungsi Decoupling.
Fungsi persediaan ini operasi-operasi perusahaan secara internal dan
eksternal sehingga perusahaan dapat memenuhi permintaan pelanggan
tanpa tergantung pada supplier. Persediaan barang jadi diperlukan untuk
memenuhi permintaan produk yang tidak pasti dari pelanggan. Persediaan
yang diadakan untuk menghadapi fluktuasi permintaan yang tidak pasti
diperkirakan atau diramalkan disebut Fluctuation Stock.
2) Fungsi Ekonomis Lot Sizing
Persedian berfungsi untuk mengurangi biaya-biaya per unit saat produksi
dan membeli sumberdaya-sumberdaya. Persediaan ini perlu
mempertimbangkan penghematan-penghematan (potongan pembelian,
biaya pengangkutan lebih murah dan sebagainya) karena perusahaan
melakukan pembelian dalam kuantitas yang lebih besar, dibandingkan
dengan biaya-biaya yang timbul karena besarnya persediaan(biaya sewa
gudang, investasi, resiko kerusakan).
32
3) Fungsi Antisipasi
Persediaan berfungsi sebagai pengaman bagi perusahaan yang sering
menghadafi ketidakpastian jangka waktu pengiriman dan permintaan akan
barang-barang. Persediaan ini penting agar kelancaran proses produksi
tidak terganggu.
3.1.3. Tujuan Persediaan
Suatu pengendalian persediaan yang dijalankan oleh suatu perusahaan
sudah tentu memiliki tujuan-tujuan tertentu. Pengendalian persediaan yang
dijalankan adalah untuk menjaga persediaan pada tingkat yang optimal sehingga
diperoleh penghematan-penghematan untuk persediaan tersebut (Ristono, 2009).
Dari pengertian tersebut, maka tujuan pengelolaan tersebut adalah:
1) Untuk dapat memenuhi kebutuhan atau permintaan konsumen dengan
cepat (memuaskan konsumen).
2) Untuk menjaga kontinuitas produksi atau menjaga agar perusahaan tidak
mengalami kehabisan persediaan yang mengakibatkan terhentinya proses
produksi, hal ini dikarenakan alasan:
a. Kemungkinan barang (bahan baku dan penolong) menjadi langka
sehingga sulit untuk diperoleh.
b. Kemungkinan supplier terlambat mengirimkan barang yang dipesan.
3) Untuk mempertahankan dan bila mungkin meningkatkan penjualan dan
laba perusahaan .
4) Menjaga agar pembeli yang menbeli dalam jumlah yang kecil dapat
dihindari, karena dapat mengakibatkan ongkos pesan menjadi besar.
33
5) Menjaga supaya penyimpanan dalam emplacement tidak menumpuk,
karena akan mengakibatkan biaya menjadi lebih besar.
Dari beberapa tujuan pengendalian di atas maka dapat dipahami bahwa
tujuan pengendalian persediaan adalah untuk menjamin terdapatnya persediaan
sesuai kebutuhan. Ada dua macam kelompok bahan baku yaitu:
1) Bahan baku langsung (direct material), yaitu bahan yang membentuk dan
merupakan bagian dari barang jadi yang biayanya dengan mudah bisa
ditelusuri dari biaya barang jadi tersebut. Jumlah bahan baku langsung
bersifat variabel, artinya sangat tergantung atau dipengaruhi oleh besar
kecilnya volume produksi atau perubahan output.
2) Bahan baku tak langsung (indirect material), yaitu bahan baku yang
dipakai dalam proses produksi, tetapi sulit menelusuri biayanya pada setiap
barang jadi.
3.1.4. Jenis-jenis Persediaan
Persediaan ada berbagai jenis. Setiap jenisnya memunyai karakteristik
khusus dan cara pengelolaannya juga berbeda. Untuk mengakomodasi fungsi-
fungsi persediaan, perusahaan harus memelihara jenis persediaan yang
dibedakan sebagai berikut (Heizer & Render 2010):
1) Persediaan Bahan Mentah (Raw Material Inventory)
Adalah persediaan bahan baku yang telah dibeli tetapi belum diproses.
Persediaan ini dapat digunakan untuk melakukan decouple (memisahkan)
pemasok dari proses produksi. Pendekatan yang lebih dipilih adalah
menghilangkan variablelitas pemasok akan kualitas, kuantitas atau waktu
pengantaran sehingga tidak diperlukan pemisahan.
34
2) Persediaan Barang Setengah Jadi (Work In Procces-WIP Inventory)
Adalah komponen atau bahan mentah yang telah melewati beberapa proses
perubahan, tetapi belum selesai.
3) Persediaan MRO (Maintenance, Repair, Operating)
Adalah persediaan yang disediakan untuk keperluan pemeliharaan,
perbaikan dan operasi yang dibutuhkan agar mesin-mesin dan proses tetap
produktif.
4) Persediaan Barang Jadi
Barang-barang yang telah selesai diproses atau diolah dalam pabrik dan
siap untuk dijual kepada pelanggan atau perusahaan lain.
3.1.5. Faktor-Faktor Persediaan
Meskipun persediaan akan memberikan banyak mamfaat bagi
perusahaan, namun perusahaan tetap hati-hati dalam menetukan kebijakan
persediaan. Persediaan membutuhkan biaya investasi dan dalam hal ini menjadi
tugas bagi manajemen untuk menentukan investasi yang optimal dalam
persediaan. Masalah persediaaan merupakan masalah pembelanjaan aktif,
dimana perusahaan mengunakan dana yang dimiliki dalam persediaan dengan
cara yang seefektif mungkin. Untuk melangsungkan usahanya dengan lancar
maka kebanyakan perusahaan merasakan perlunya persediaan. Terdapat empat
faktor yang dijadikan sebagai fungsi perlunya persediaan yaitu (Hariastuti,
2007):
1) Faktor waktu
Menyangkut lamanya proses produksi dan distribusi sebelum barang jadi
sampai ke tangan konsumen. Waktu diperlukan untuk membuat jadwal
35
produksi, memotong bahan baku, pengiriman bahan baku, dan pengiriman
barang jadi ke pedagang besar konsumen. Persediaan dilakukan untuk
memenuhi kebutuhan selama waktu tunggu (lead time).
2) Faktor ketidakpastian waktu
Datang dari supplier menyebabkan perusahaan memerlukan persediaan,
agar tidak menghambat proses produksi maupun keterlambatan pengiriman
terhadap konsumen. Persediaan bahan baku terikat pada supplier,
persedian barang dalam proses terikat pada departemen produksi, dan
persediaan barang jadi terikat pada konsumen. Ketidakpastian waktu
datang mengharuskan perusahaan membuat jadwal operasi lebih teliti pada
setiap level.
3) Faktor ketidakpastiaan pengguna
Faktor ketidakpastiaan pengguna dari dalam perusahaan disebabkan oleh
kesalahan dalam peramalan permintaan, kerusakan mesin, keterlambatan
operasi, bahan cacat dan berbagai kondisi lain. Persediaan dilakukan untuk
mengantisipasi ketidaktepatan peramalan akibat lainya tersebut.
4) Faktor Ekonomis
Terjadi karena adanya keinginan perusahaan untuk mendapatkan alternatif
biaya rendah dalam memproduksi atau membeli item dengan menentukan
jumlah yang paling ekonomis. Pembelian dalam jumlah besar
memungkinkan perusahaan mendapatkan potongan harga. Selain itu
pengiriman dalam jumlah besar menyebabkan biaya transportasi lebih
rendah sehingga menurunkan biaya. Persedian diperlukan untuk menjaga
stabilitas produksi dan fluktuasi bisnis.
36
3.1.6. Biaya-Biaya Dalam Persediaan
Secara umum dapat dikatakan bahwa biaya sistim persediaan adalah
semua pengeluaran dan kerugian yang timbul sebagai akibat adanya persediaan.
Biaya sistim persediaan terdiri dari biaya pembelian, biaya pemesanan, biaya
simpan, dan biaya kekurangan persediaan. Berikut ini akan diuraikan secara
singkat masing-masing komponen biaya di atas (Nasution, 2008):
1) Biaya Pembelian (Purchasing Cost = 𝑃𝑐)
Biaya pembelian (purchase cost) adalah biaya yang dikeluarkan untuk
membeli barang. Besarnya biaya pembelian ini tergantung pada jumlah
barang yang dibeli dan harga satuan barang.
2) Biaya Pengadaan (Procurement Cost)
Biaya pengadaan dibedakan atas 2 jenis sesuai asal–usul barang, yaitu
biaya pemesanan (ordering cost) bila barang yang diperlukan diperoleh
dari pihak luar (supplier) dan biaya pembuatan (setup cost) bila barang
diperoleh dengan memproduksi sendiri.
a) Biaya Pemesanan (Ordering Cost = 𝑂𝑐)
Biaya pemesanan adalah semua pengeluaran yang timbul untuk
mendatangkan barang dari luar.
b) Biaya Pembuatan (Setup Cost = 𝑆𝑐𝑜)
Biaya pembuatan adalah semua pengeluaran yang ditimbulkan untuk
persiapan memproduksi barang.
3) Biaya Penyimpanan (holding Cost/Carrying Cost = 𝐻𝑐)
Biaya simpan adalah semua pengeluaran yang timbul akibat penyimpanan
barang. Biaya ini meliputi:
a) Biaya Memiliki Persediaan (biaya modal).
37
Penumpukan barang di gudang berarti penumpukan modal, di mana
modal perusahaan mempunyai ongkos (expense) yang dapat diukur
dengan suku bunga bank.
b) Biaya Gudang
Barang yang disimpan memerlukan tempat penyimpanan sehingga
timbul biaya gudang.
c) Biaya Kerusakan dan Penyusutan.
Barang yang disimpan dapat mengalami kerusakan dan penyusutan
karena beratnya berkurang ataupun jumlahnya berkurang karena
hilang.
d) Biaya Kadaluarsa (absolence).
Barang yang disimpan dapat mengalami penurunan nilai karena
perubahan teknologi dan model seperti barang – barang elektronik.
e) Biaya Asuransi.
Barang yang disimpan diasuransikan untuk menjaga hal – hal yang
tidak diinginkan, seperti kebakaran.
4) Biaya Kekurangan Persediaan (shortage cost = 𝑆𝑐)
Bila perusahaan kehabisan barang pada saat ada permintaan, maka akan
terjadi keadaan kekurangan persediaan. Keadaan ini akan menimbulkan
kerugiaan karena proses produksi akan terganggu dan kehilangan
kesempatan untuk mendapatkan keuntungan atau kehilangan konsumen
pelanggan karena kecewa sehingga beralih ke tempat lain. Biaya
kekurangan persediaan dapat diukur dari:
38
a) Kuantitas yang tidak dapat dipenuhi
Biasanya diukur dari keuntungan yang hilang karena tidak dapat
memenuhi permintaan atau kerugian akibat terhentinya proses
produksi.
b) Waktu pemenuhan
Lamanya gudang kosong berarti lamanya proses produksi terhenti
atau lamanya perusahaan tidak mendapatkan keuntungan.
c) Biaya pengadaan darurat
Supaya konsumen tidak kecewa maka dapat dilakukan pengadaan
darurat yang biasanya menimbulkan biaya yang lebih besar dari
pengadaan normal. Kelebihan biaya dibandingkan pengadaan normal
ini dapat dijadikan ukuran untuk menentukan biaya kekurangan
persediaan.
3.1.7. Model-model Persediaan
Pengelolaan inventori akan sangat berbeda bila permintaan tergantung
atau tidak pada kondisi pasar. Menurut permintaannya, persediaan dapat
dibedakan menjadi dua macam yaitu (Gaspersz, 2012):
1) Independent demand inventory, yakni persediaan yang jumlahnya tidak
dipengaruhi oleh jumlah persediaan barang lainnya.
2) Dependent demand inventory, yakni persediaan yang jumlahnya
dipengaruhi oleh jumlah persediaan barang lainnya.
39
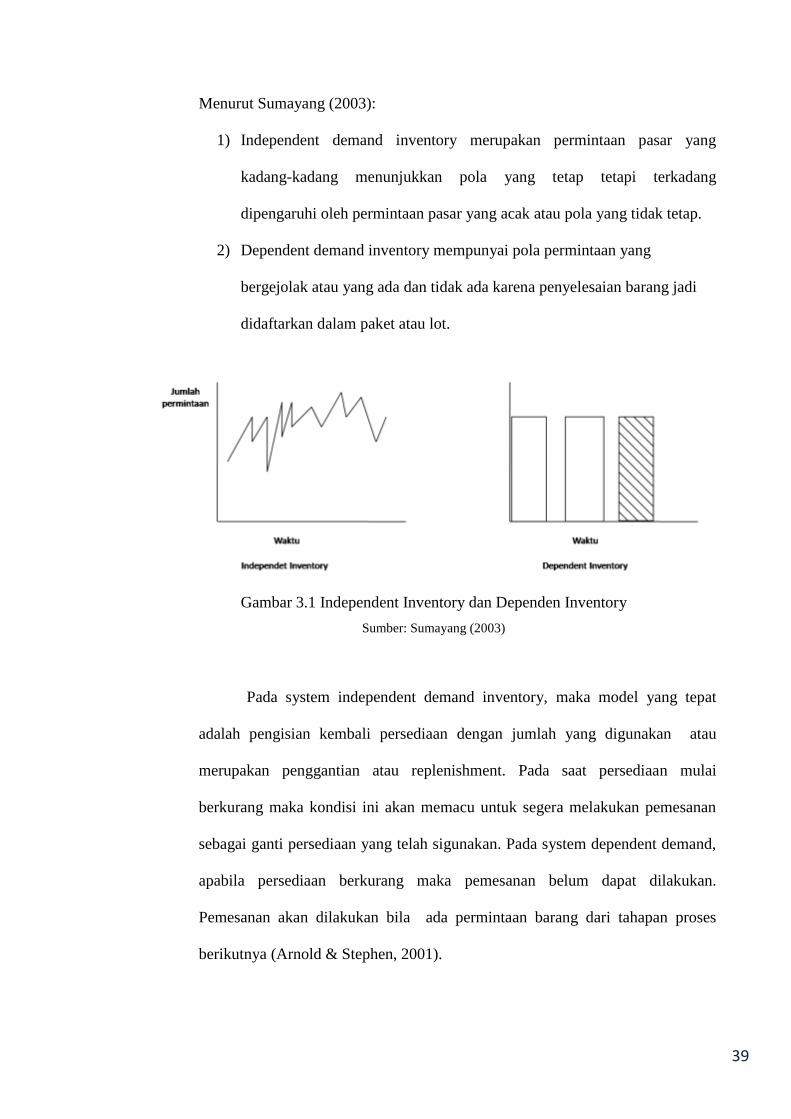
Menurut Sumayang (2003):
1) Independent demand inventory merupakan permintaan pasar yang
kadang-kadang menunjukkan pola yang tetap tetapi terkadang
dipengaruhi oleh permintaan pasar yang acak atau pola yang tidak tetap.
2) Dependent demand inventory mempunyai pola permintaan yang
bergejolak atau yang ada dan tidak ada karena penyelesaian barang jadi
didaftarkan dalam paket atau lot.
Gambar 3.1 Independent Inventory dan Dependen Inventory
Sumber: Sumayang (2003)
Pada system independent demand inventory, maka model yang tepat
adalah pengisian kembali persediaan dengan jumlah yang digunakan atau
merupakan penggantian atau replenishment. Pada saat persediaan mulai
berkurang maka kondisi ini akan memacu untuk segera melakukan pemesanan
sebagai ganti persediaan yang telah sigunakan. Pada system dependent demand,
apabila persediaan berkurang maka pemesanan belum dapat dilakukan.
Pemesanan akan dilakukan bila ada permintaan barang dari tahapan proses
berikutnya (Arnold & Stephen, 2001).
40
3.1.8. Model Persediaan Independen Economic Order Quantity (EOQ)
Menurut Baroto (2001), ada model sederhana untuk menentukan berapa jumlah
dan kapan persediaan harus diadakan, yaitu dengan menggunakan model yang
menyatakan:
1. Simpan persediaan sebanyak kebutuhan selama satu tahun
2. Pesan kembali jika persediaan hampir habis
3. Jangan pesan persediaan jika tidak ada tempat untuk menyimpannya.
Model ini tidak mempunyai dasar perhitungan tertentu. Pada prinsipnya model
tersebut hanya melihat masalah waktu, ketersediaan barang dan tempat
penyimpanan. Model EOQ pertama kali diperkenalkan oleh FW. Harris pada
tahun 1915. Persediaan dianggap mempunyai dua macam biaya, biaya pesan/
ordering cost/ set up cost dan biaya simpan/carring cost/holding cost.
Heizer dan Render (2010) menyatakan EOQ merupakan salah saru
teknik pengendalian persediaan tertua dan paling terkenal. Teknik ini relative
mudah digunakan, tetapi didasarkan pada beberapa asumsi:
1) Tingkat permintaan diketahui dan bersifat konstan
2) Lead time, yaitu waktu antara pemesanan dan penerimaan pesanan,
diketahui, dan bersifat konstan. Ada dua macam pegertian Lead time, pada
produksi, berarti jangka waktu sejak barang mulai dibuat sampai dengan
selesai dikerjakan; dalam pembelian, berarti jangka waktu sejak barang
dipesan sampai barang tiba/datang.
3) Persediaan diterima dengan segera. Dengan kata lain, persediaan yang
dipesan tiba dalam bentuk kumpulan produk, pada satu waktu.
4) Tidak mungkin diberikan diskon
41
5) Biaya variabel yang muncul hanya biaya pemasangan atau pemesanan dan
biaya penahanan atau penyimpanan persediaan sepanjang waktu.
6) Keadaan kehabisan stok (out of stock) dapat dihindari sama sekali bila
pemesanan dilakukan pada waktu yang tepat.
Rumusan EOQ yang biasa digunakan adalah:
Dimana: S = Biaya pemesanan ( persiapan pesanan dan penyiapan mesin ) per
pesanan
D = penggunaan atau permintaan yang diperkirakan per periode waktu.
H= Biaya penyimpanan per unit per tahun
Rabgkuti (2004) menyatakan bahwa apabila anggapan yang digunakan
dalam model EOQ diberlakukan, maka dimungkinkan membuat kebijaksanaan
persediaan yang meminimumkan biaya total. Kebijakan persediaan dapat
menentukan jumlah pesanan ekonomis yang bertalian dengan penentuan berapa
banyak dipesan dan titik pemesanan kembali yang bertalian dengan kapan
mengadakan pesanan.
42
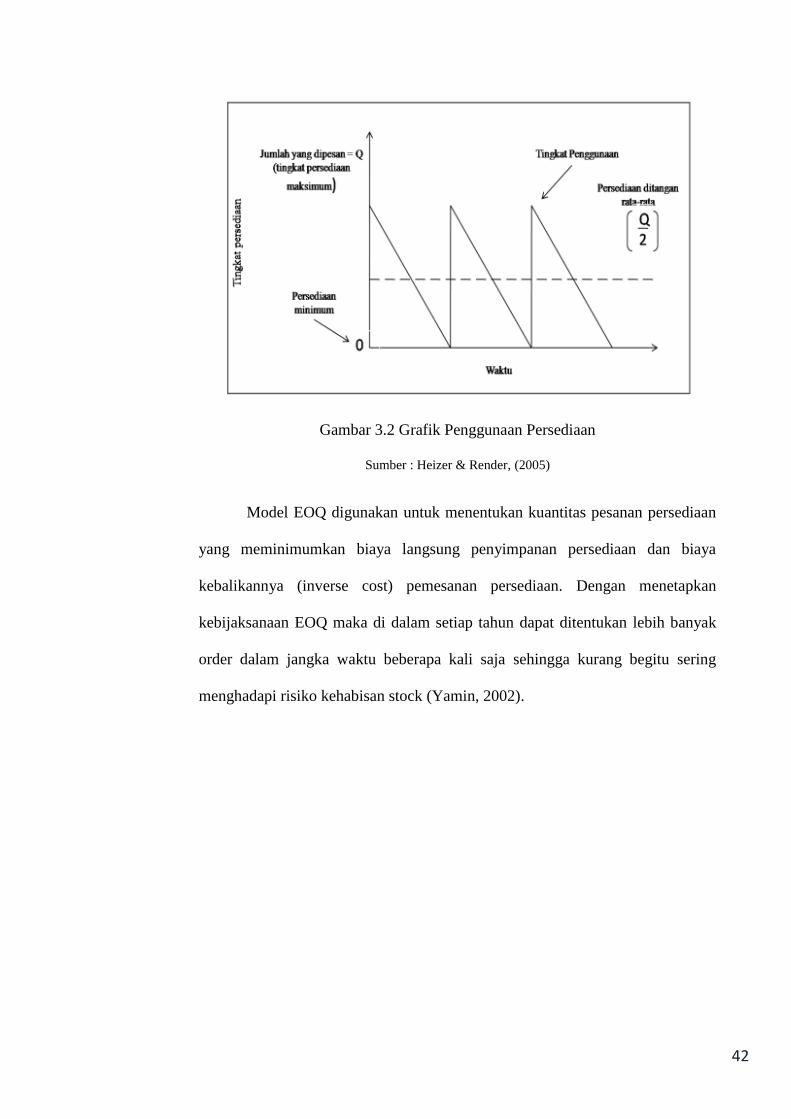
Gambar 3.2 Grafik Penggunaan Persediaan
Sumber : Heizer & Render, (2005)
Model EOQ digunakan untuk menentukan kuantitas pesanan persediaan
yang meminimumkan biaya langsung penyimpanan persediaan dan biaya
kebalikannya (inverse cost) pemesanan persediaan. Dengan menetapkan
kebijaksanaan EOQ maka di dalam setiap tahun dapat ditentukan lebih banyak
order dalam jangka waktu beberapa kali saja sehingga kurang begitu sering
menghadapi risiko kehabisan stock (Yamin, 2002).
43
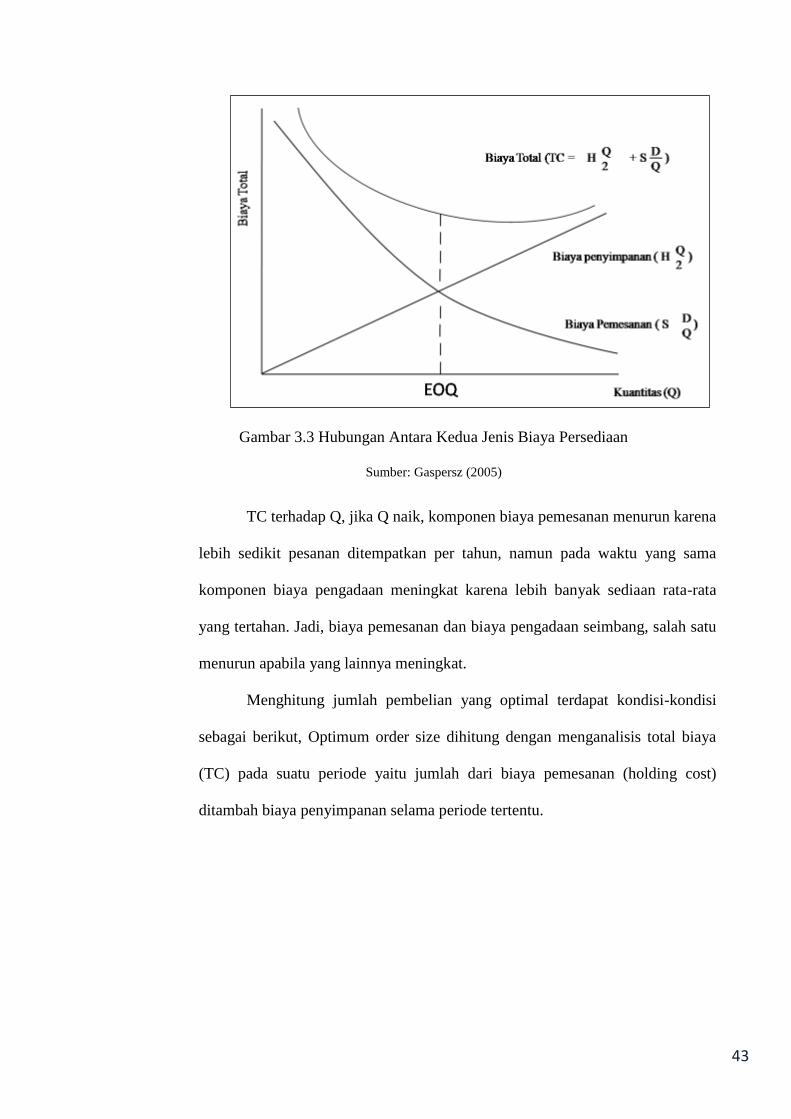
Gambar 3.3 Hubungan Antara Kedua Jenis Biaya Persediaan
Sumber: Gaspersz (2005)
TC terhadap Q, jika Q naik, komponen biaya pemesanan menurun karena
lebih sedikit pesanan ditempatkan per tahun, namun pada waktu yang sama
komponen biaya pengadaan meningkat karena lebih banyak sediaan rata-rata
yang tertahan. Jadi, biaya pemesanan dan biaya pengadaan seimbang, salah satu
menurun apabila yang lainnya meningkat.
Menghitung jumlah pembelian yang optimal terdapat kondisi-kondisi
sebagai berikut, Optimum order size dihitung dengan menganalisis total biaya
(TC) pada suatu periode yaitu jumlah dari biaya pemesanan (holding cost)
ditambah biaya penyimpanan selama periode tertentu.
44
Formula Total Cost:
Dimana: TC= Total Cost
Seperti yang tergambar dan dijelaskan pada gambar 3.3 total biaya minimum
terjadi apabila dua komponen biaya antara pemesanan dan penyimpanan
berpotongan.
3.2. Material Requirement Planning (MRP)
Penjadwalan produksi Induk (Master Scheduling) dan perencanaan
kebutuhan material (Material Requirement Planning/MRP) merupakan bagian dari
perencanaan prioritas (output) dalam system MRP II. Master Production
Scheduling menguraikan Rencana Produksi (Agregat Planning) untuk menunjukan
kuantitas produksi akhir yang akan diproduksi untuk setiap periode waktu
(biasanya mingguan) sepanjang horizon perencanaan taktis (Assauri, 2005).
Master Scheduling menjadwalkan kuantitas spesifik dari produksi akhir
(disagregasi) dalam periode waktu spesifik. Material Requirement Planning/MRP
mengembangkan pesanan-pesanan yang direncanakan untuk bahan baku,
komponen, dan subassemblies yang dibutuhkan untuk memenuhi Master
Production Scheduled (MPS).
Berdasarkan MPS yang diturunkan dari rencana produksi yang telah diuji
kelayakannya melalui proses Rough Cut Capacity Planning, suatu system MRP
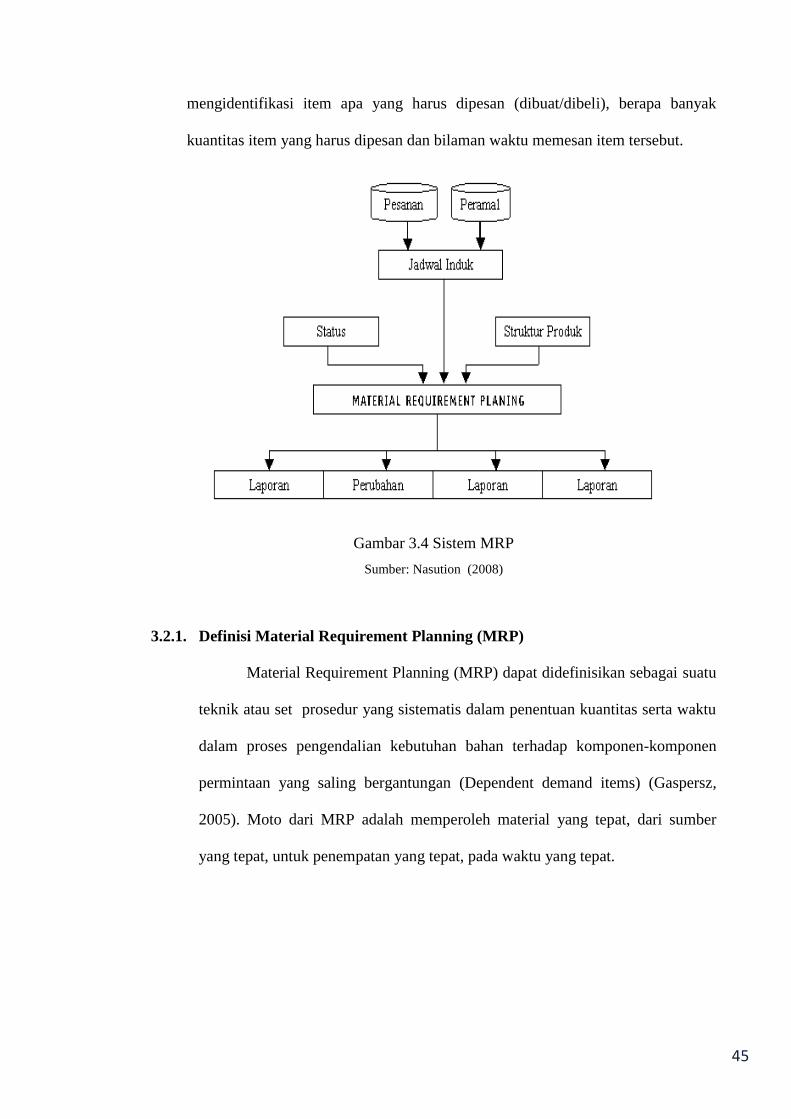
45
mengidentifikasi item apa yang harus dipesan (dibuat/dibeli), berapa banyak
kuantitas item yang harus dipesan dan bilaman waktu memesan item tersebut.
Gambar 3.4 Sistem MRP
Sumber: Nasution (2008)
3.2.1. Definisi Material Requirement Planning (MRP)
Material Requirement Planning (MRP) dapat didefinisikan sebagai suatu
teknik atau set prosedur yang sistematis dalam penentuan kuantitas serta waktu
dalam proses pengendalian kebutuhan bahan terhadap komponen-komponen
permintaan yang saling bergantungan (Dependent demand items) (Gaspersz,
2005). Moto dari MRP adalah memperoleh material yang tepat, dari sumber
yang tepat, untuk penempatan yang tepat, pada waktu yang tepat.
46
3.2.2. Input (MRP)
Sistem MRP mengidentifikasi item apa yang harus dipesan, berapa banyak
kuantitas item yang harus dipesan, dan bilamana waktu memesan item itu.
Sebagai suatu sistem, MRP membutuhkan 5 input yaitu (Gaspersz, 2005):
1. Data Permintaan Total
Berkaitan dengan ramalan penjualan dan pesanan-pesanan.
2. Status Inventori
Berkaitan informasi tentang on-hand inventory, allocated stock, released
production and purcase orders, dan firm planned orders.
3. Rencana Produksi (Agregat Planning)
Memberikan sekumpulan batasan kepada Master Scheduling. Master
Scheduling harus menjumlahkannya untuk menentukan tingkat produksi,
inventory, dan sumber daya lain dalam rencana.
4. Informasi dari RCCP
Berupa kebutuhan kapasitas untuk mengimplementasikan MPS. Suatu
MPS biasanya memiliki format.
3.2.3. Proses (MRP)
Langkah - Langkah Dasar dalam penyusunan Proses MRP
1. Netting (kebutuhan bersih) : Proses perhitungan kebutuhan bersih untuk
setiap perioda selama horison perencanaan.
2. Lotting (kuantitas pesanan) : Proses penentuan besarnya ukuran jumlah
pesanan yang optimal untuk sebuah item, berdasarkan kebutuhan bersih
yan dihasilkan.
47
3. Offsetting (rencana pemesanan) : Bertujuan untuk menentukan kuantitas
pesanan yang dihasilakan proses lotting. Penentuan rencana saat
pemesanan ini diperoleh dengan cara mengurangkan saat kebutuhan
bersih yang harus tersedia dengan waktu ancang-ancang (Lead Time).
4. Exploding : Merupakan proses perhitungan kebutuhan kotor untuk
tingkat (level) yang lebih bawah dalam suatu struktur produk, serta
didasarkan atas rencana pemesanan..
3.2.4. Output (MRP)
MRP Primary (Orders) Report, Laporan utama MRP yang sering disebut
secara singkat sebagai laporan MRP, biasanya menggunakan salah satu format
horizontal dengan waktu dalam buckets (biasanya dalam periode mingguan),
atau format vertical dengan waktu dalam tanggal (bucketless format).
Selanjutnya sumber informasi tersebut diolah dan diproses oleh MRP.
Sistem MRP memerlukan syarat pendahuluan dan asumsi-asumsi tersebut telah
dipenuhi, maka MRP dapat diolah dengan Lotting (kuantitas pesanan/ kuantitas
pesanan) proses penentuan besarnya ukuran jumlah pesanan yang optimal untuk
sebuah item, berdasarkan kebutuhan bersih yang dihasilkan tujuannya untuk
menentukan besarnya pesanan individu yang optimal berdasarkan hasil dari
perhitungan kebutuhan bersih.
Keluaran MRP sekaligus juga mencerminkan kemampuan dan ciri dari
MRP, yaitu :
1. Planned Order Schedule (Jadwal Pesanan Terencana) adalah penentuan
jumlah kebutuhan meterial serta waktu pemesanannya untuk masa yang
akan datang.
48
2. Order Release Report (Laporan Pengeluaran Pesanan) berguna bagi
pembeli yang akan digunakan untuk bernegoisasi dengan pemasok, dan
berguna juga bagi Manajer manufaktur, yang akan digunakan untuk
mengontrol proses produksi.
3. Changes to planning Orders (Perubahan terhadap pesanan yang telah
direncanakan) adalah yang merefleksikan pembatalan pesanan,
pengurangan pesanan, pengubahan jumlah pesanan.
4. Performance Report (Laporan Penampilan) suatu tampilan yang
menunjukkan sejauh mana sistem bekerja, kaitannya dengan kekosongan
stock dan ukuran yang lain.
49
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
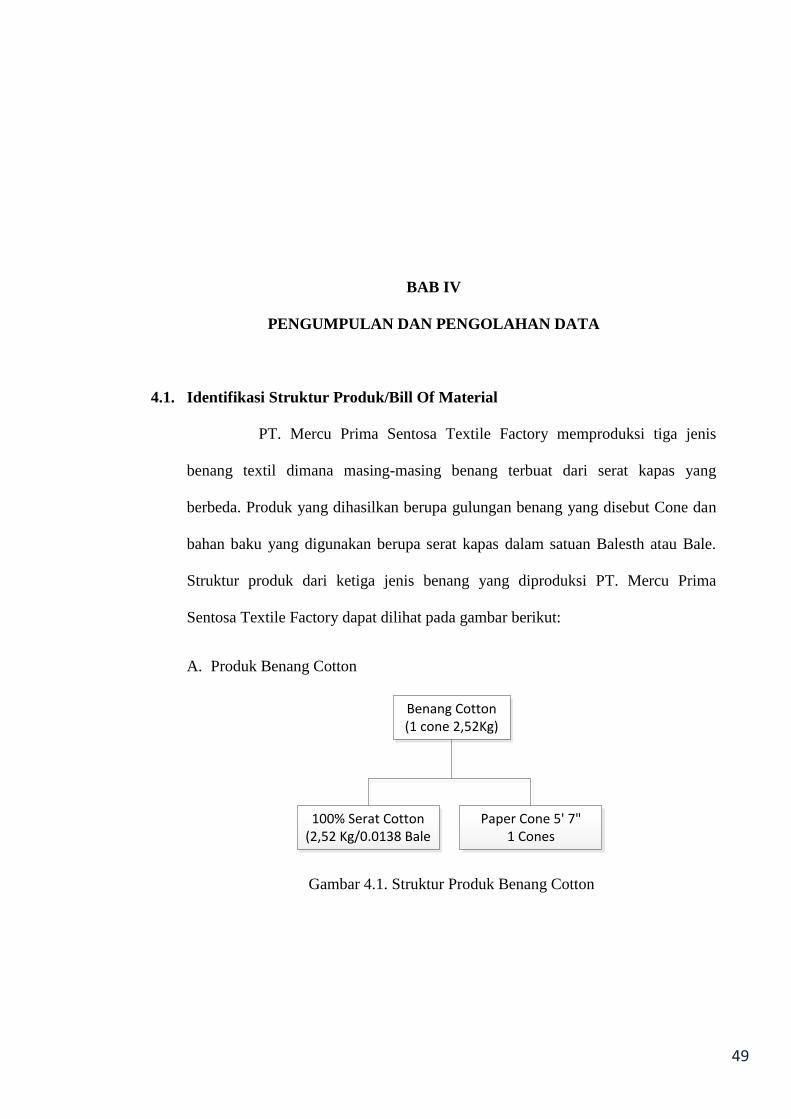
4.1. Identifikasi Struktur Produk/Bill Of Material
PT. Mercu Prima Sentosa Textile Factory memproduksi tiga jenis
benang textil dimana masing-masing benang terbuat dari serat kapas yang
berbeda. Produk yang dihasilkan berupa gulungan benang yang disebut Cone dan
bahan baku yang digunakan berupa serat kapas dalam satuan Balesth atau Bale.
Struktur produk dari ketiga jenis benang yang diproduksi PT. Mercu Prima
Sentosa Textile Factory dapat dilihat pada gambar berikut:
A. Produk Benang Cotton
Benang Cotton (1 cone 2,52Kg)
100% Serat Cotton(2,52 Kg/0.0138 Bale
Paper Cone 5' 7"1 Cones
Gambar 4.1. Struktur Produk Benang Cotton
50
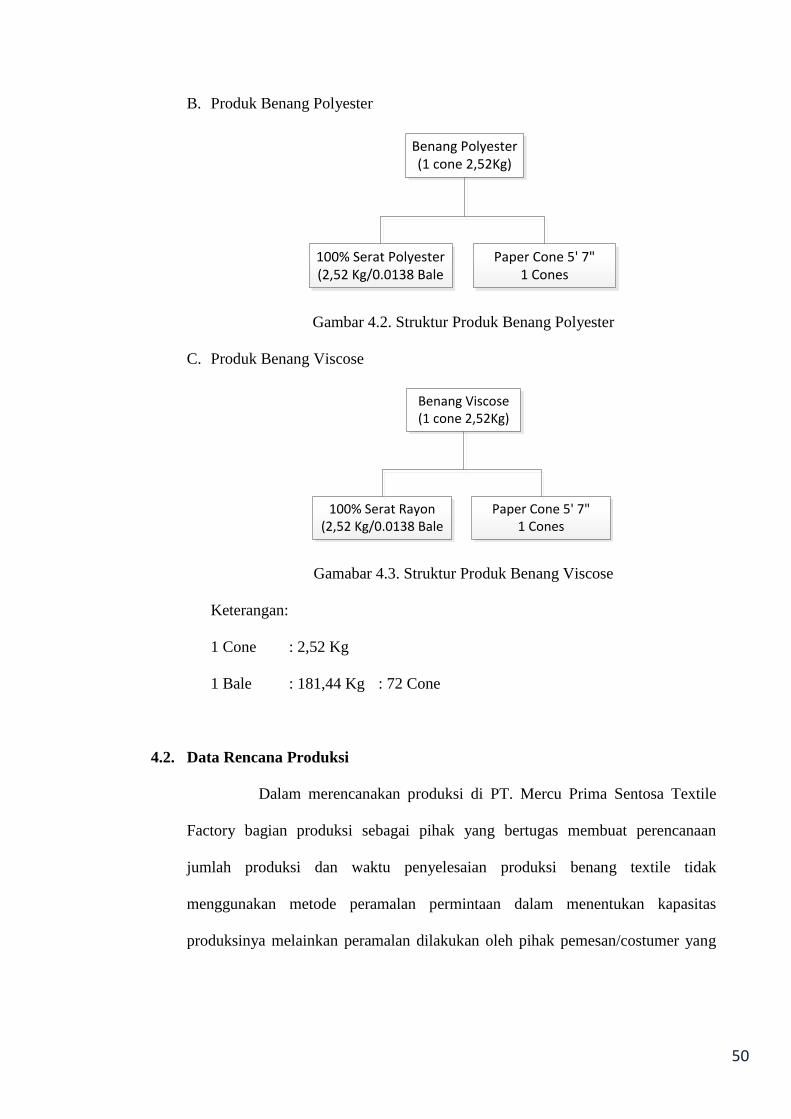
B. Produk Benang Polyester
Benang Polyester (1 cone 2,52Kg)
100% Serat Polyester (2,52 Kg/0.0138 Bale
Paper Cone 5' 7"1 Cones
Gambar 4.2. Struktur Produk Benang Polyester
C. Produk Benang Viscose
Benang Viscose (1 cone 2,52Kg)
100% Serat Rayon (2,52 Kg/0.0138 Bale
Paper Cone 5' 7"1 Cones
Gamabar 4.3. Struktur Produk Benang Viscose
Keterangan:
1 Cone : 2,52 Kg
1 Bale : 181,44 Kg : 72 Cone
4.2. Data Rencana Produksi
Dalam merencanakan produksi di PT. Mercu Prima Sentosa Textile
Factory bagian produksi sebagai pihak yang bertugas membuat perencanaan
jumlah produksi dan waktu penyelesaian produksi benang textile tidak
menggunakan metode peramalan permintaan dalam menentukan kapasitas
produksinya melainkan peramalan dilakukan oleh pihak pemesan/costumer yang
51
kemudian akan menentukan berapa banyak kebutuhan benang textil yang
dibutuhkan oleh pihak pemesan pada periode yang akan datang.
Informasi dari pihak pemesan akan diberikan kepada pihak manjemen
perusahaan untuk dijadikan data permintaan dalam pembuatan rencana produksi
pada periode selanjutnya. Hal ini dikarenakan pihak manajemen PT. Mercu Prima
Sentosa Textile Factory ingin meminimalkan inventory produk akhir yang
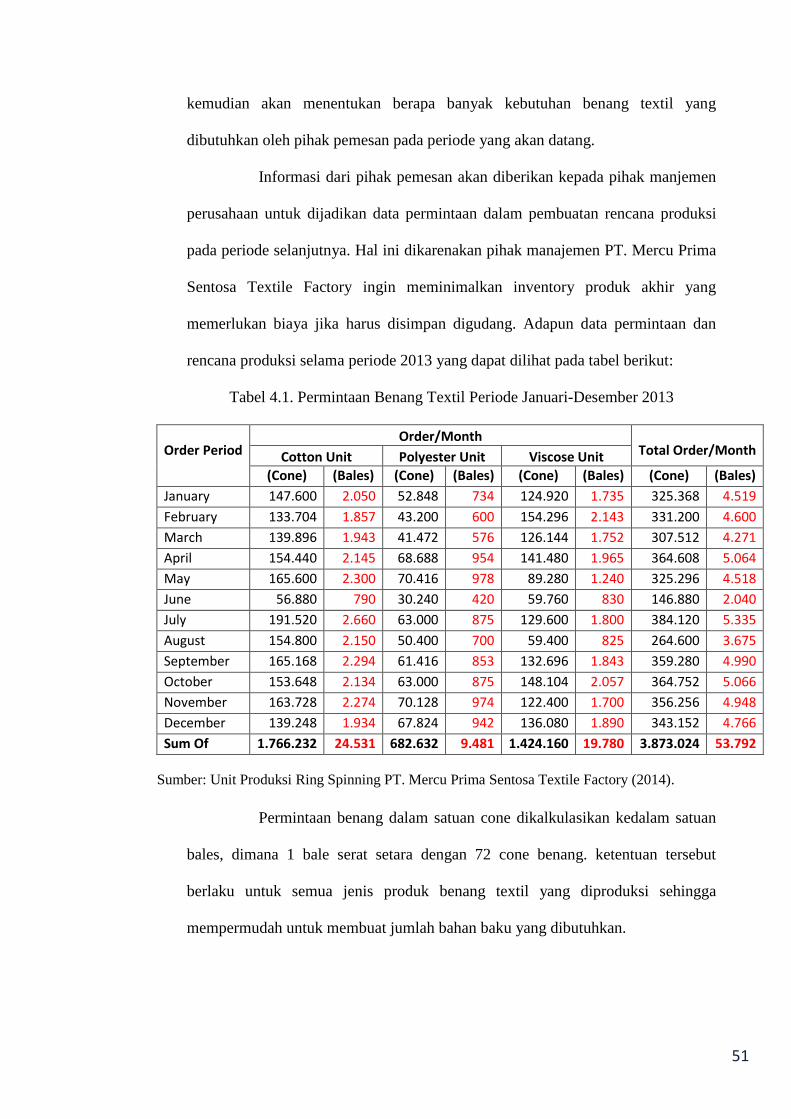
memerlukan biaya jika harus disimpan digudang. Adapun data permintaan dan
rencana produksi selama periode 2013 yang dapat dilihat pada tabel berikut:
Tabel 4.1. Permintaan Benang Textil Periode Januari-Desember 2013
Order Period Order/Month
Total Order/Month Cotton Unit Polyester Unit Viscose Unit
(Cone) (Bales) (Cone) (Bales) (Cone) (Bales) (Cone) (Bales)
January 147.600 2.050 52.848 734 124.920 1.735 325.368 4.519
February 133.704 1.857 43.200 600 154.296 2.143 331.200 4.600
March 139.896 1.943 41.472 576 126.144 1.752 307.512 4.271
April 154.440 2.145 68.688 954 141.480 1.965 364.608 5.064
May 165.600 2.300 70.416 978 89.280 1.240 325.296 4.518
June 56.880 790 30.240 420 59.760 830 146.880 2.040
July 191.520 2.660 63.000 875 129.600 1.800 384.120 5.335
August 154.800 2.150 50.400 700 59.400 825 264.600 3.675
September 165.168 2.294 61.416 853 132.696 1.843 359.280 4.990
October 153.648 2.134 63.000 875 148.104 2.057 364.752 5.066
November 163.728 2.274 70.128 974 122.400 1.700 356.256 4.948
December 139.248 1.934 67.824 942 136.080 1.890 343.152 4.766
Sum Of 1.766.232 24.531 682.632 9.481 1.424.160 19.780 3.873.024 53.792
Sumber: Unit Produksi Ring Spinning PT. Mercu Prima Sentosa Textile Factory (2014).
Permintaan benang dalam satuan cone dikalkulasikan kedalam satuan
bales, dimana 1 bale serat setara dengan 72 cone benang. ketentuan tersebut
berlaku untuk semua jenis produk benang textil yang diproduksi sehingga
mempermudah untuk membuat jumlah bahan baku yang dibutuhkan.
52
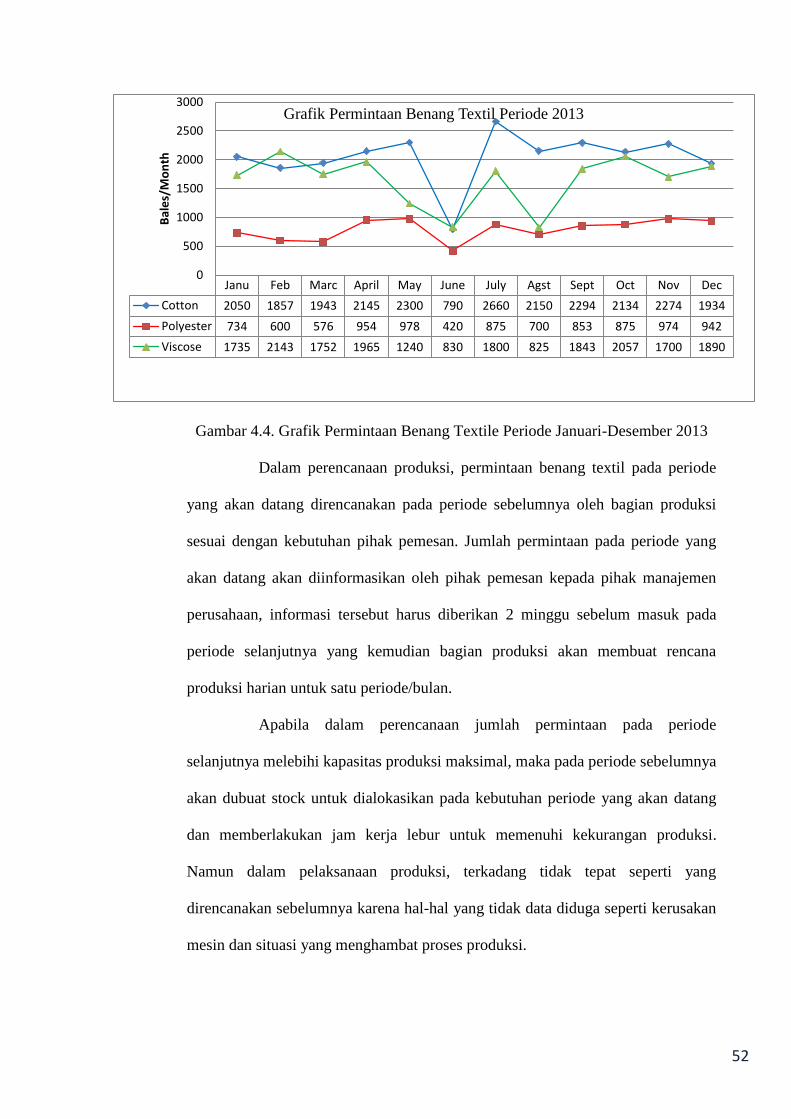
Gambar 4.4. Grafik Permintaan Benang Textile Periode Januari-Desember 2013
Dalam perencanaan produksi, permintaan benang textil pada periode
yang akan datang direncanakan pada periode sebelumnya oleh bagian produksi
sesuai dengan kebutuhan pihak pemesan. Jumlah permintaan pada periode yang
akan datang akan diinformasikan oleh pihak pemesan kepada pihak manajemen
perusahaan, informasi tersebut harus diberikan 2 minggu sebelum masuk pada
periode selanjutnya yang kemudian bagian produksi akan membuat rencana
produksi harian untuk satu periode/bulan.
Apabila dalam perencanaan jumlah permintaan pada periode
selanjutnya melebihi kapasitas produksi maksimal, maka pada periode sebelumnya
akan dubuat stock untuk dialokasikan pada kebutuhan periode yang akan datang
dan memberlakukan jam kerja lebur untuk memenuhi kekurangan produksi.
Namun dalam pelaksanaan produksi, terkadang tidak tepat seperti yang
direncanakan sebelumnya karena hal-hal yang tidak data diduga seperti kerusakan
mesin dan situasi yang menghambat proses produksi.
Janu Feb Marc April May June July Agst Sept Oct Nov Dec
Cotton 2050 1857 1943 2145 2300 790 2660 2150 2294 2134 2274 1934
Polyester 734 600 576 954 978 420 875 700 853 875 974 942
Viscose 1735 2143 1752 1965 1240 830 1800 825 1843 2057 1700 1890
0
500
1000
1500
2000
2500
3000
Bal
es/
Mo
nth
Grafik Permintaan Benang Textil Periode 2013
53
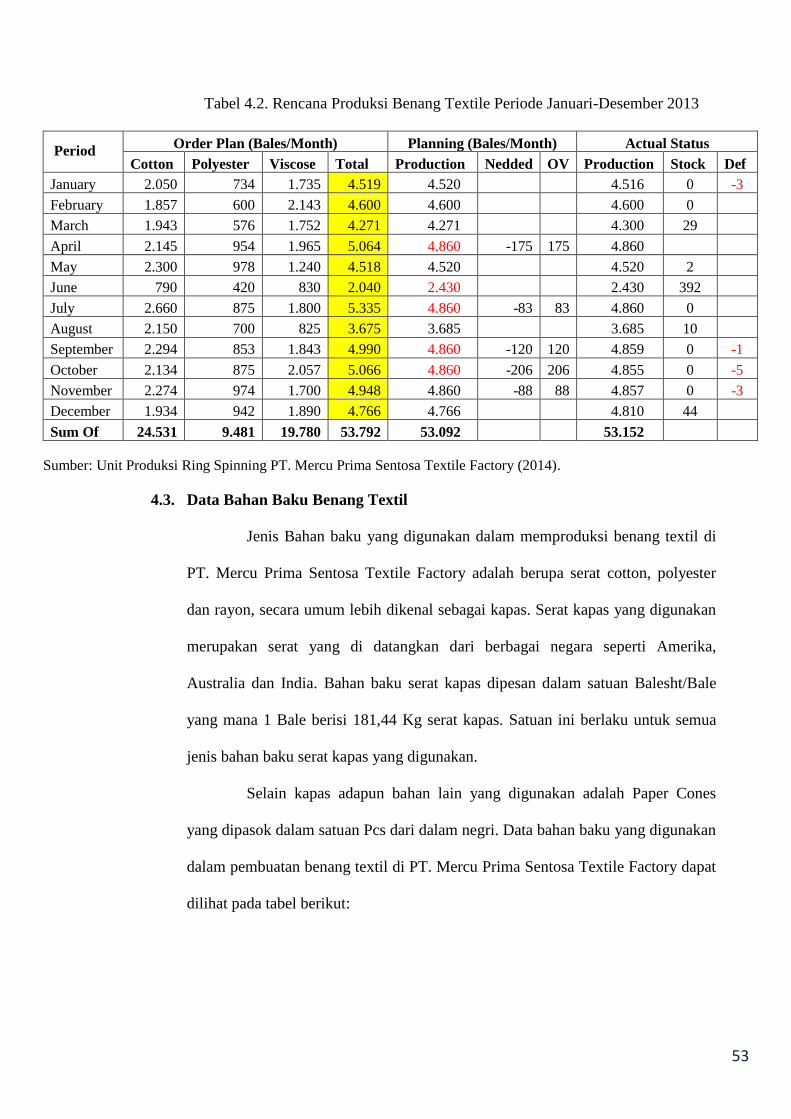
Tabel 4.2. Rencana Produksi Benang Textile Periode Januari-Desember 2013
Period Order Plan (Bales/Month) Planning (Bales/Month) Actual Status
Cotton Polyester Viscose Total Production Nedded OV Production Stock Def
January 2.050 734 1.735 4.519 4.520
4.516 0 -3
February 1.857 600 2.143 4.600 4.600 4.600 0
March 1.943 576 1.752 4.271 4.271 4.300 29
April 2.145 954 1.965 5.064 4.860 -175 175 4.860
May 2.300 978 1.240 4.518 4.520 4.520 2
June 790 420 830 2.040 2.430 2.430 392
July 2.660 875 1.800 5.335 4.860 -83 83 4.860 0
August 2.150 700 825 3.675 3.685 3.685 10
September 2.294 853 1.843 4.990 4.860 -120 120 4.859 0 -1
October 2.134 875 2.057 5.066 4.860 -206 206 4.855 0 -5
November 2.274 974 1.700 4.948 4.860 -88 88 4.857 0 -3
December 1.934 942 1.890 4.766 4.766 4.810 44
Sum Of 24.531 9.481 19.780 53.792 53.092 53.152
Sumber: Unit Produksi Ring Spinning PT. Mercu Prima Sentosa Textile Factory (2014).
4.3. Data Bahan Baku Benang Textil
Jenis Bahan baku yang digunakan dalam memproduksi benang textil di
PT. Mercu Prima Sentosa Textile Factory adalah berupa serat cotton, polyester
dan rayon, secara umum lebih dikenal sebagai kapas. Serat kapas yang digunakan
merupakan serat yang di datangkan dari berbagai negara seperti Amerika,
Australia dan India. Bahan baku serat kapas dipesan dalam satuan Balesht/Bale
yang mana 1 Bale berisi 181,44 Kg serat kapas. Satuan ini berlaku untuk semua
jenis bahan baku serat kapas yang digunakan.
Selain kapas adapun bahan lain yang digunakan adalah Paper Cones
yang dipasok dalam satuan Pcs dari dalam negri. Data bahan baku yang digunakan
dalam pembuatan benang textil di PT. Mercu Prima Sentosa Textile Factory dapat
dilihat pada tabel berikut:
54
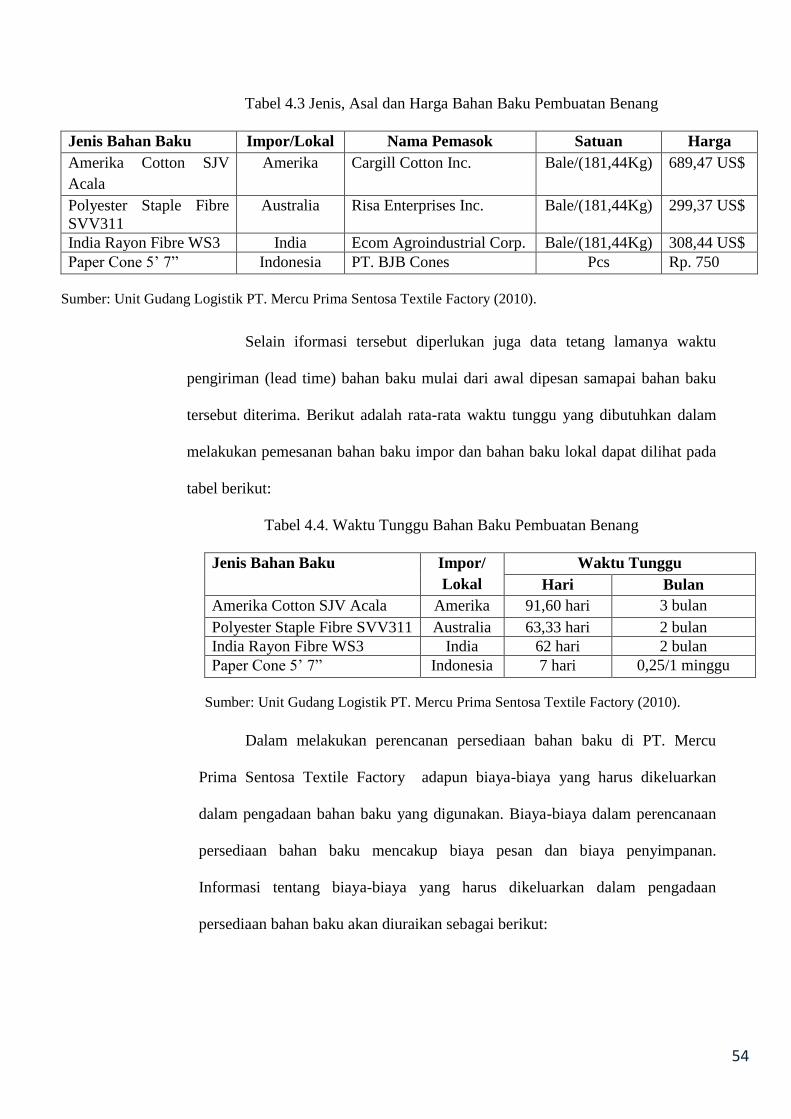
Tabel 4.3 Jenis, Asal dan Harga Bahan Baku Pembuatan Benang
Jenis Bahan Baku Impor/Lokal Nama Pemasok Satuan Harga
Amerika Cotton SJV
Acala
Amerika Cargill Cotton Inc. Bale/(181,44Kg) 689,47 US$
Polyester Staple Fibre
SVV311
Australia Risa Enterprises Inc. Bale/(181,44Kg) 299,37 US$
India Rayon Fibre WS3 India Ecom Agroindustrial Corp. Bale/(181,44Kg) 308,44 US$
Paper Cone 5’ 7” Indonesia PT. BJB Cones Pcs Rp. 750
Sumber: Unit Gudang Logistik PT. Mercu Prima Sentosa Textile Factory (2010).
Selain iformasi tersebut diperlukan juga data tetang lamanya waktu
pengiriman (lead time) bahan baku mulai dari awal dipesan samapai bahan baku
tersebut diterima. Berikut adalah rata-rata waktu tunggu yang dibutuhkan dalam
melakukan pemesanan bahan baku impor dan bahan baku lokal dapat dilihat pada
tabel berikut:
Tabel 4.4. Waktu Tunggu Bahan Baku Pembuatan Benang
Jenis Bahan Baku Impor/
Lokal
Waktu Tunggu
Hari Bulan
Amerika Cotton SJV Acala Amerika 91,60 hari 3 bulan
Polyester Staple Fibre SVV311 Australia 63,33 hari 2 bulan
India Rayon Fibre WS3 India 62 hari 2 bulan
Paper Cone 5’ 7” Indonesia 7 hari 0,25/1 minggu
Sumber: Unit Gudang Logistik PT. Mercu Prima Sentosa Textile Factory (2010).
Dalam melakukan perencanan persediaan bahan baku di PT. Mercu
Prima Sentosa Textile Factory adapun biaya-biaya yang harus dikeluarkan
dalam pengadaan bahan baku yang digunakan. Biaya-biaya dalam perencanaan
persediaan bahan baku mencakup biaya pesan dan biaya penyimpanan.
Informasi tentang biaya-biaya yang harus dikeluarkan dalam pengadaan
persediaan bahan baku akan diuraikan sebagai berikut:
55
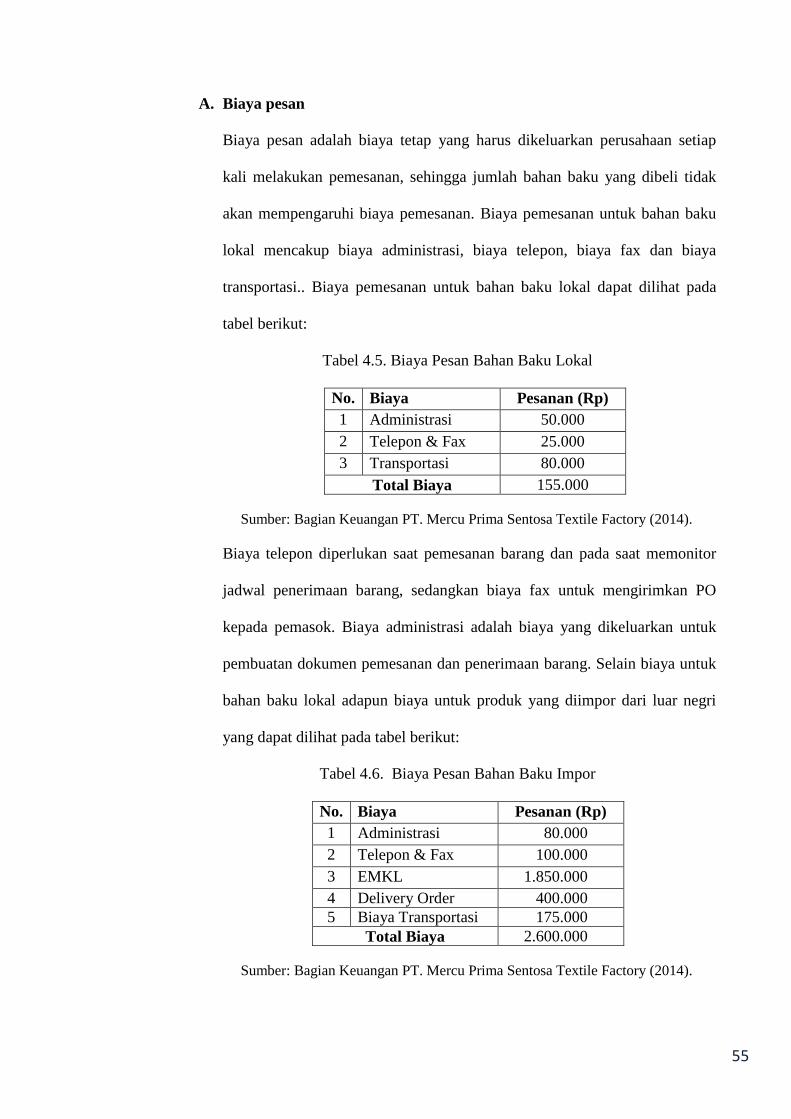
A. Biaya pesan
Biaya pesan adalah biaya tetap yang harus dikeluarkan perusahaan setiap
kali melakukan pemesanan, sehingga jumlah bahan baku yang dibeli tidak
akan mempengaruhi biaya pemesanan. Biaya pemesanan untuk bahan baku
lokal mencakup biaya administrasi, biaya telepon, biaya fax dan biaya
transportasi.. Biaya pemesanan untuk bahan baku lokal dapat dilihat pada
tabel berikut:
Tabel 4.5. Biaya Pesan Bahan Baku Lokal
No. Biaya Pesanan (Rp)
1 Administrasi 50.000
2 Telepon & Fax 25.000
3 Transportasi 80.000
Total Biaya 155.000
Sumber: Bagian Keuangan PT. Mercu Prima Sentosa Textile Factory (2014).
Biaya telepon diperlukan saat pemesanan barang dan pada saat memonitor
jadwal penerimaan barang, sedangkan biaya fax untuk mengirimkan PO
kepada pemasok. Biaya administrasi adalah biaya yang dikeluarkan untuk
pembuatan dokumen pemesanan dan penerimaan barang. Selain biaya untuk
bahan baku lokal adapun biaya untuk produk yang diimpor dari luar negri
yang dapat dilihat pada tabel berikut:
Tabel 4.6. Biaya Pesan Bahan Baku Impor
No. Biaya Pesanan (Rp)
1 Administrasi 80.000
2 Telepon & Fax 100.000
3 EMKL 1.850.000
4 Delivery Order 400.000
5 Biaya Transportasi 175.000
Total Biaya 2.600.000
Sumber: Bagian Keuangan PT. Mercu Prima Sentosa Textile Factory (2014).
56
Komponen yang membedakan biaya bahan baku lokal dengan
impor adalah biaya jasa EMKL dan Delivery Order. Biaya jasa EMKL
adalah biaya yang timbul karena bahan baku diimpor dari luar negri
mengalami bongkar muat dan penyimpanan sementara dipelabuhan.
Sementara biaya Delivery Order adalah biaya surat perintah pengeluaran
barang. Surat ini dikeluarkan oleh perusahaan pelayaran setelah selesai
mengurus dokumen kepabeanan dan biaya impor.
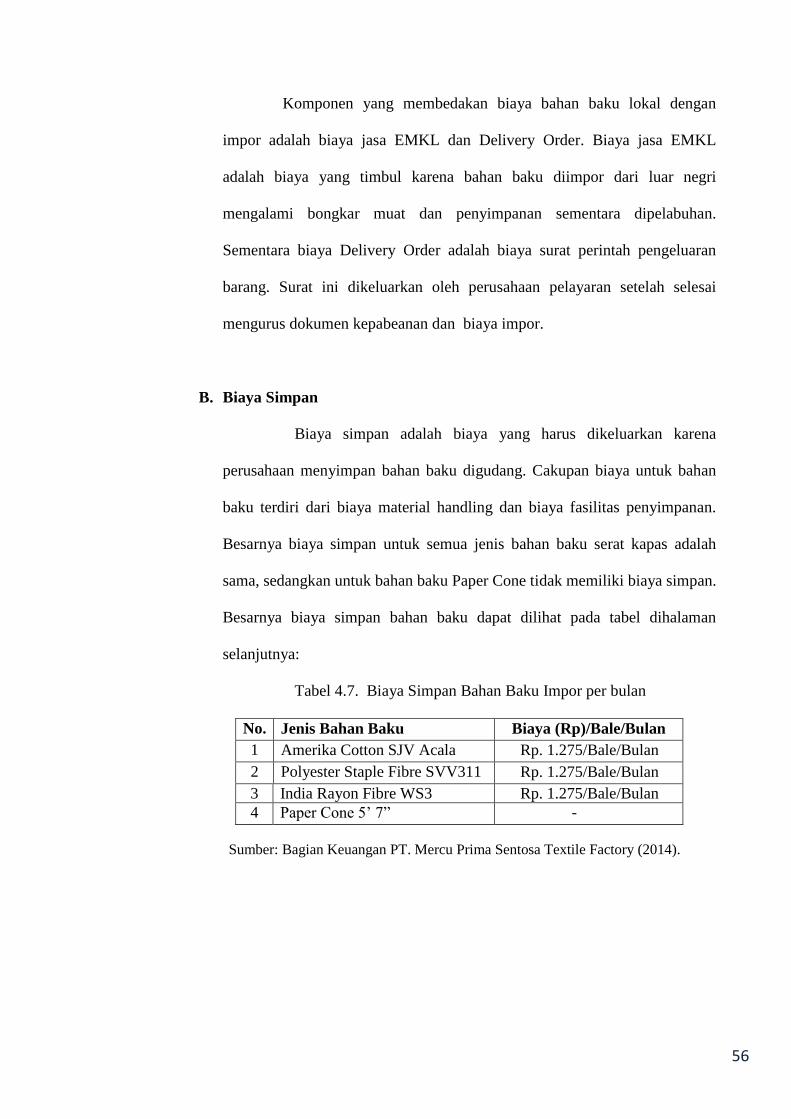
B. Biaya Simpan
Biaya simpan adalah biaya yang harus dikeluarkan karena
perusahaan menyimpan bahan baku digudang. Cakupan biaya untuk bahan
baku terdiri dari biaya material handling dan biaya fasilitas penyimpanan.
Besarnya biaya simpan untuk semua jenis bahan baku serat kapas adalah
sama, sedangkan untuk bahan baku Paper Cone tidak memiliki biaya simpan.
Besarnya biaya simpan bahan baku dapat dilihat pada tabel dihalaman
selanjutnya:
Tabel 4.7. Biaya Simpan Bahan Baku Impor per bulan
No. Jenis Bahan Baku Biaya (Rp)/Bale/Bulan
1 Amerika Cotton SJV Acala Rp. 1.275/Bale/Bulan
2 Polyester Staple Fibre SVV311 Rp. 1.275/Bale/Bulan
3 India Rayon Fibre WS3 Rp. 1.275/Bale/Bulan
4 Paper Cone 5’ 7” -
Sumber: Bagian Keuangan PT. Mercu Prima Sentosa Textile Factory (2014).
57
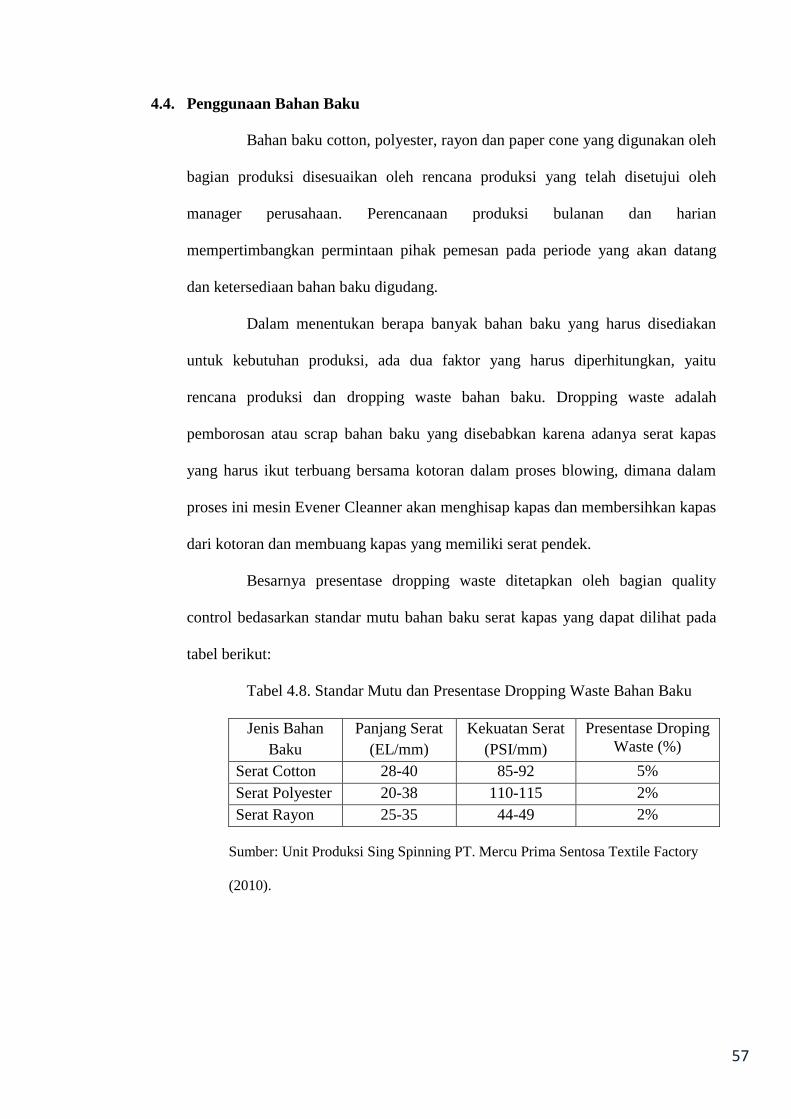
4.4. Penggunaan Bahan Baku
Bahan baku cotton, polyester, rayon dan paper cone yang digunakan oleh
bagian produksi disesuaikan oleh rencana produksi yang telah disetujui oleh
manager perusahaan. Perencanaan produksi bulanan dan harian
mempertimbangkan permintaan pihak pemesan pada periode yang akan datang
dan ketersediaan bahan baku digudang.
Dalam menentukan berapa banyak bahan baku yang harus disediakan
untuk kebutuhan produksi, ada dua faktor yang harus diperhitungkan, yaitu
rencana produksi dan dropping waste bahan baku. Dropping waste adalah
pemborosan atau scrap bahan baku yang disebabkan karena adanya serat kapas
yang harus ikut terbuang bersama kotoran dalam proses blowing, dimana dalam
proses ini mesin Evener Cleanner akan menghisap kapas dan membersihkan kapas
dari kotoran dan membuang kapas yang memiliki serat pendek.
Besarnya presentase dropping waste ditetapkan oleh bagian quality
control bedasarkan standar mutu bahan baku serat kapas yang dapat dilihat pada
tabel berikut:
Tabel 4.8. Standar Mutu dan Presentase Dropping Waste Bahan Baku
Jenis Bahan
Baku
Panjang Serat
(EL/mm)
Kekuatan Serat
(PSI/mm)
Presentase Droping
Waste (%)
Serat Cotton 28-40 85-92 5%
Serat Polyester 20-38 110-115 2%
Serat Rayon 25-35 44-49 2%
Sumber: Unit Produksi Sing Spinning PT. Mercu Prima Sentosa Textile Factory
(2010).
58
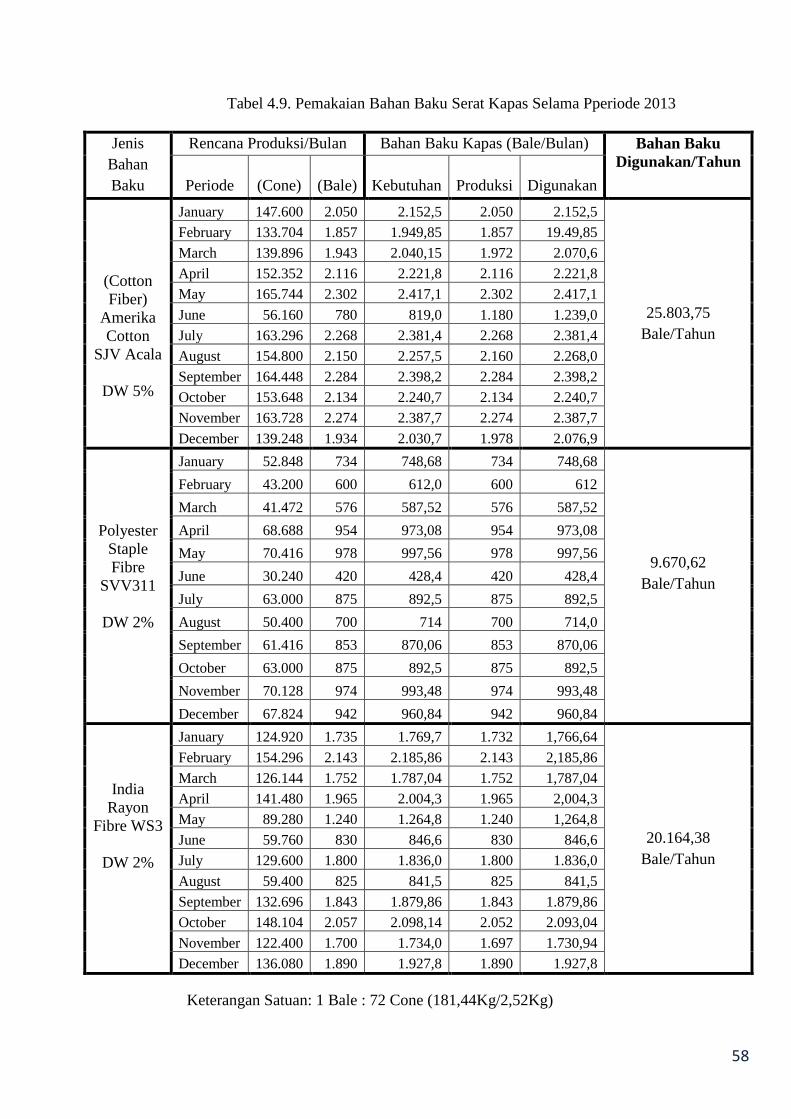
Tabel 4.9. Pemakaian Bahan Baku Serat Kapas Selama Pperiode 2013
Jenis
Bahan
Baku
Rencana Produksi/Bulan Bahan Baku Kapas (Bale/Bulan) Bahan Baku
Digunakan/Tahun
Periode (Cone) (Bale) Kebutuhan Produksi Digunakan
(Cotton
Fiber)
Amerika
Cotton
SJV Acala
DW 5%
January 147.600 2.050 2.152,5 2.050 2.152,5
25.803,75
Bale/Tahun
February 133.704 1.857 1.949,85 1.857 19.49,85
March 139.896 1.943 2.040,15 1.972 2.070,6
April 152.352 2.116 2.221,8 2.116 2.221,8
May 165.744 2.302 2.417,1 2.302 2.417,1
June 56.160 780 819,0 1.180 1.239,0
July 163.296 2.268 2.381,4 2.268 2.381,4
August 154.800 2.150 2.257,5 2.160 2.268,0
September 164.448 2.284 2.398,2 2.284 2.398,2
October 153.648 2.134 2.240,7 2.134 2.240,7
November 163.728 2.274 2.387,7 2.274 2.387,7
December 139.248 1.934 2.030,7 1.978 2.076,9
Polyester
Staple
Fibre
SVV311
DW 2%
January 52.848 734 748,68 734 748,68
9.670,62
Bale/Tahun
February 43.200 600 612,0 600 612
March 41.472 576 587,52 576 587,52
April 68.688 954 973,08 954 973,08
May 70.416 978 997,56 978 997,56
June 30.240 420 428,4 420 428,4
July 63.000 875 892,5 875 892,5
August 50.400 700 714 700 714,0
September 61.416 853 870,06 853 870,06
October 63.000 875 892,5 875 892,5
November 70.128 974 993,48 974 993,48
December 67.824 942 960,84 942 960,84
India
Rayon
Fibre WS3
DW 2%
January 124.920 1.735 1.769,7 1.732 1,766,64
20.164,38
Bale/Tahun
February 154.296 2.143 2.185,86 2.143 2,185,86
March 126.144 1.752 1.787,04 1.752 1,787,04
April 141.480 1.965 2.004,3 1.965 2,004,3
May 89.280 1.240 1.264,8 1.240 1,264,8
June 59.760 830 846,6 830 846,6
July 129.600 1.800 1.836,0 1.800 1.836,0
August 59.400 825 841,5 825 841,5
September 132.696 1.843 1.879,86 1.843 1.879,86
October 148.104 2.057 2.098,14 2.052 2.093,04
November 122.400 1.700 1.734,0 1.697 1.730,94
December 136.080 1.890 1.927,8 1.890 1.927,8
Keterangan Satuan: 1 Bale : 72 Cone (181,44Kg/2,52Kg)
59
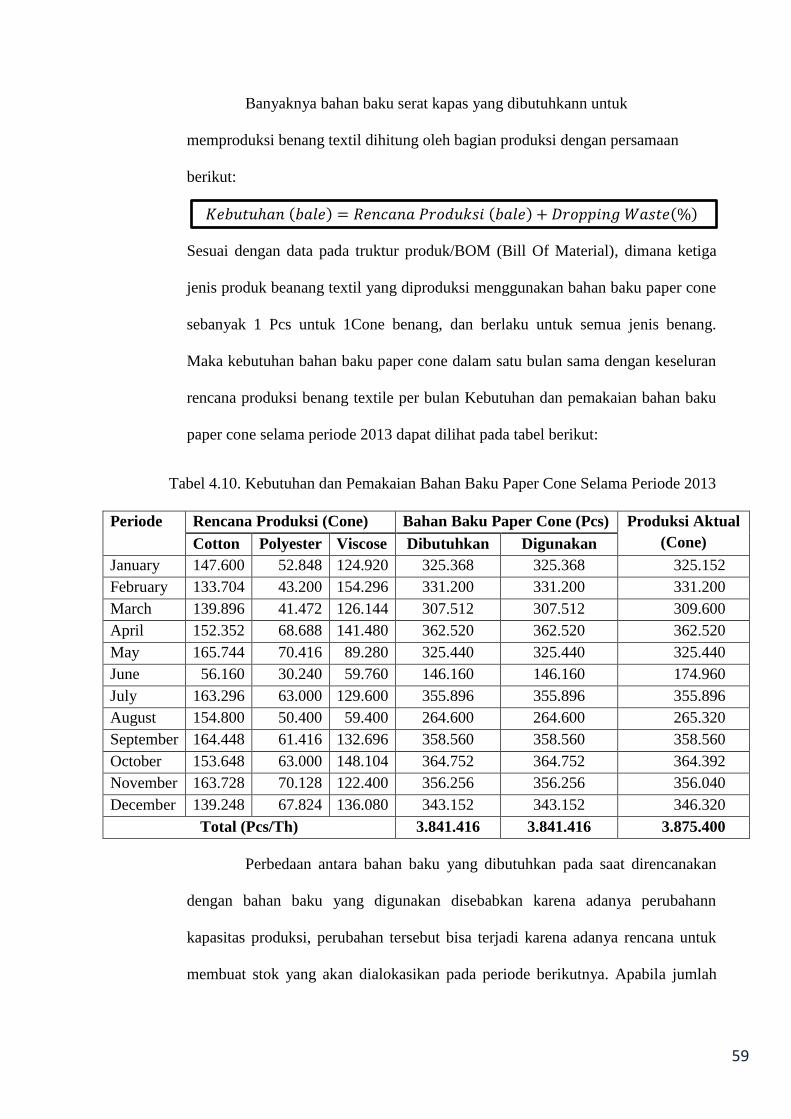
Banyaknya bahan baku serat kapas yang dibutuhkann untuk
memproduksi benang textil dihitung oleh bagian produksi dengan persamaan
berikut:
( ) 𝑐 𝑃 𝑜 ( ) 𝑜 ( )
Sesuai dengan data pada truktur produk/BOM (Bill Of Material), dimana ketiga
jenis produk beanang textil yang diproduksi menggunakan bahan baku paper cone
sebanyak 1 Pcs untuk 1Cone benang, dan berlaku untuk semua jenis benang.
Maka kebutuhan bahan baku paper cone dalam satu bulan sama dengan keseluran
rencana produksi benang textile per bulan Kebutuhan dan pemakaian bahan baku
paper cone selama periode 2013 dapat dilihat pada tabel berikut:
Tabel 4.10. Kebutuhan dan Pemakaian Bahan Baku Paper Cone Selama Periode 2013
Periode Rencana Produksi (Cone) Bahan Baku Paper Cone (Pcs) Produksi Aktual
(Cone) Cotton Polyester Viscose Dibutuhkan Digunakan
January 147.600 52.848 124.920 325.368 325.368 325.152
February 133.704 43.200 154.296 331.200 331.200 331.200
March 139.896 41.472 126.144 307.512 307.512 309.600
April 152.352 68.688 141.480 362.520 362.520 362.520
May 165.744 70.416 89.280 325.440 325.440 325.440
June 56.160 30.240 59.760 146.160 146.160 174.960
July 163.296 63.000 129.600 355.896 355.896 355.896
August 154.800 50.400 59.400 264.600 264.600 265.320
September 164.448 61.416 132.696 358.560 358.560 358.560
October 153.648 63.000 148.104 364.752 364.752 364.392
November 163.728 70.128 122.400 356.256 356.256 356.040
December 139.248 67.824 136.080 343.152 343.152 346.320
Total (Pcs/Th) 3.841.416 3.841.416 3.875.400
Perbedaan antara bahan baku yang dibutuhkan pada saat direncanakan
dengan bahan baku yang digunakan disebabkan karena adanya perubahann
kapasitas produksi, perubahan tersebut bisa terjadi karena adanya rencana untuk
membuat stok yang akan dialokasikan pada periode berikutnya. Apabila jumlah
60
bahan baku yag digunakan lebih sedikit dari yang direncanakan, hal tersebut
terjadi karena adanya hambatan dalam proses produksi sehingga produksi tidak
mampu memenuhi target yang direncanakan.
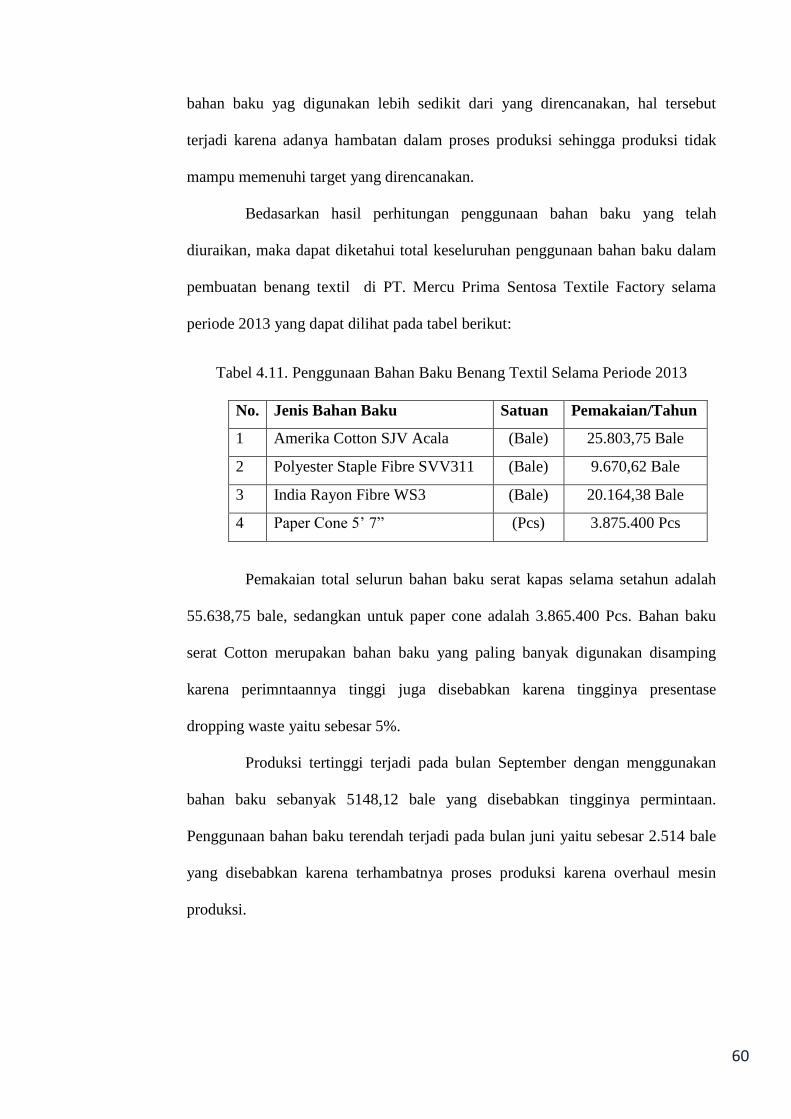
Bedasarkan hasil perhitungan penggunaan bahan baku yang telah
diuraikan, maka dapat diketahui total keseluruhan penggunaan bahan baku dalam
pembuatan benang textil di PT. Mercu Prima Sentosa Textile Factory selama
periode 2013 yang dapat dilihat pada tabel berikut:
Tabel 4.11. Penggunaan Bahan Baku Benang Textil Selama Periode 2013
No. Jenis Bahan Baku Satuan Pemakaian/Tahun
1 Amerika Cotton SJV Acala (Bale) 25.803,75 Bale
2 Polyester Staple Fibre SVV311 (Bale) 9.670,62 Bale
3 India Rayon Fibre WS3 (Bale) 20.164,38 Bale
4 Paper Cone 5’ 7” (Pcs) 3.875.400 Pcs
Pemakaian total selurun bahan baku serat kapas selama setahun adalah
55.638,75 bale, sedangkan untuk paper cone adalah 3.865.400 Pcs. Bahan baku
serat Cotton merupakan bahan baku yang paling banyak digunakan disamping
karena perimntaannya tinggi juga disebabkan karena tingginya presentase
dropping waste yaitu sebesar 5%.
Produksi tertinggi terjadi pada bulan September dengan menggunakan
bahan baku sebanyak 5148,12 bale yang disebabkan tingginya permintaan.
Penggunaan bahan baku terendah terjadi pada bulan juni yaitu sebesar 2.514 bale
yang disebabkan karena terhambatnya proses produksi karena overhaul mesin
produksi.
61
4.5. Sistem Perencanaan dan Pengendalian Produksi.
Dalam merencanakan persediaan bahan baku yang dibutuhkan untuk
memproduksi benang textil di PT. Mercu Prima Sentosa Textile Factory, bagian
produksi bertugas membuat perencanaan bahan baku untuk periode 1 sampai 2
bulan kedepan bedsarkan rencana produksi yang sudah dibuat. Dikarenakan tidak
adanya metode peramalan permintaan maka perencanaan kebutuhan bahan baku
yang dibuat hanyalah perencanaan jangka pendek untuk 1 sampai 2 bulan
kedepan.
Sementara itu bedasarkan data rencana produksi yang ada diperusahaan,
maka strategi yang digunakan perusahaan adalah Make To Order (MTO). Strategi
make to order adalah startegi respon terhadap pelanggan dimana perusahaan
hanaya memproduksi produk jika ada permintaan tetapi tidak menutup
kemungkinan untuk membuat stok bedasarkan jenis produk yang pernah dibuat
sebelumnya.
Hal ini terlihat dari kebijakan manajemen perusahaan yang tidak ingin
membuat stok produk benang dan sediktinya safety stok produk yang dibuat
bagian produksi perusahaan, kecuali jika pada periode yang akan datang jumlah
permintaan melebihi kapasitas produksi maksimal.
4.6. Sistem Pengadaan Bahan Baku
Sistem pengadaan bahan baku yang ada di PT.Mercu Prima Sentosa
Textil merupakan serangkaian prosedur yang dilakuakn oleh bagian produksi,
bagian gudang bahan baku dan bagian keuangan. Bagian produksi akan membuat
rencana roduksi bulanan dan harian sehingga dapat menentukan banyaknya bahan
baku yang dibutuhkan untuk produksi.
62
Apabila ketersediaan bahan baku yang ada area produksi (Blowing)
tidak mencukupi untuk kebutuhan produksi harian, maka bagian produksi akan
menyerahkan surat kebutuhan logistik harian ke bagian gudang bahan baku.
Bagian bahan baku akan segera menyediakan kebutuhan bahan baku yang diminta
sesuai dengan yang diminta dan jenis bahan baku.
Bon penyerahan bahan baku dari bagian gudang akan diterima bagian
produksi sesuai dengan jenis dan jumlah yang dibutuhkan. Bagian gudang akan
membuat laoran neraca bahan baku yang digunakan dengan bahan baku yang
masih tersedia setiap akhir periode.
Apabila jumlah bahan baku yang ada digudang sudah terbatas untuk
keperluan produksi beberaa bulan kedepan, maka bagian gudang akan segera
membuat surat permintaan barang yang kemudian ditinjau oleh bagian produksi
sebelum diserahkan kebagian administrasi pembelian. Kapan dan berapa banyak
bahan baku yang harus dipesan ditentukan oleh beberapa faktor, diantaranya:
4.6.1. Waktu Pemesanan (Reorder Point)
Dalam menentukan waktu pemesenan bahan baku, manajemen
perusahaan menggunakan kebijakan dimana bahan baku akan dipesan kembali
jika jumlah persediaan digudang sudah berada pada level order time. Jumlah
order time merupakan jumlah bahan baku yang dibutuhkan untuk produksi
selama periode waktu tunggu (lead Time) bahan baku ketika dalam pemesanan.
Dikarenakan tidak adanya metode peramalan permintaan dan rencana
roduksi jangka panjang, maka jumlah bahan baku yang dibutuhkan untuk
masing-masing jenis bahan baku serat kapas selama periode lead time, adalah
total dari kapasitas produksi maksimal selama periode lead time dibagi dengan
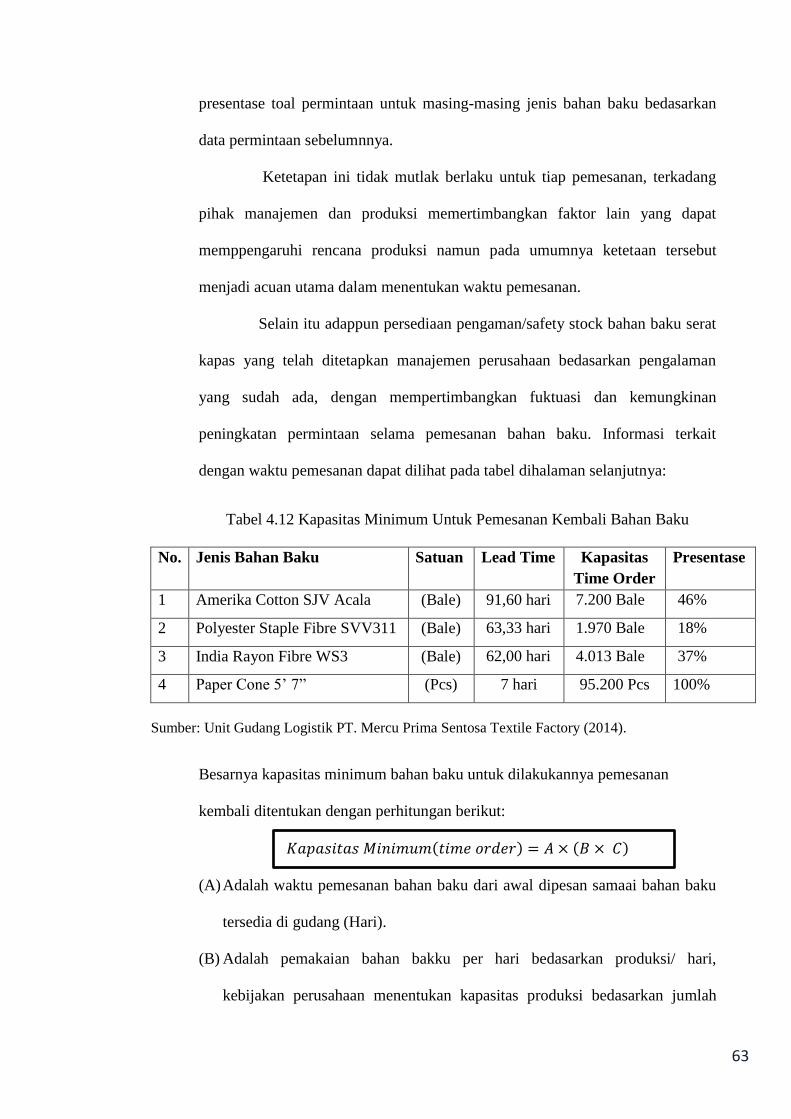
63
presentase toal permintaan untuk masing-masing jenis bahan baku bedasarkan
data permintaan sebelumnnya.
Ketetapan ini tidak mutlak berlaku untuk tiap pemesanan, terkadang
pihak manajemen dan produksi memertimbangkan faktor lain yang dapat
memppengaruhi rencana produksi namun pada umumnya ketetaan tersebut
menjadi acuan utama dalam menentukan waktu pemesanan.
Selain itu adappun persediaan pengaman/safety stock bahan baku serat
kapas yang telah ditetapkan manajemen perusahaan bedasarkan pengalaman
yang sudah ada, dengan mempertimbangkan fuktuasi dan kemungkinan
peningkatan permintaan selama pemesanan bahan baku. Informasi terkait
dengan waktu pemesanan dapat dilihat pada tabel dihalaman selanjutnya:
Tabel 4.12 Kapasitas Minimum Untuk Pemesanan Kembali Bahan Baku
No. Jenis Bahan Baku Satuan Lead Time Kapasitas
Time Order
Presentase
1 Amerika Cotton SJV Acala (Bale) 91,60 hari 7.200 Bale 46%
2 Polyester Staple Fibre SVV311 (Bale) 63,33 hari 1.970 Bale 18%
3 India Rayon Fibre WS3 (Bale) 62,00 hari 4.013 Bale 37%
4 Paper Cone 5’ 7” (Pcs) 7 hari 95.200 Pcs 100%
Sumber: Unit Gudang Logistik PT. Mercu Prima Sentosa Textile Factory (2014).
Besarnya kapasitas minimum bahan baku untuk dilakukannya pemesanan
kembali ditentukan dengan perhitungan berikut:
( 𝑜 ) ( )
(A) Adalah waktu pemesanan bahan baku dari awal dipesan samaai bahan baku
tersedia di gudang (Hari).
(B) Adalah pemakaian bahan bakku per hari bedasarkan produksi/ hari,
kebijakan perusahaan menentukan kapasitas produksi bedasarkan jumlah
64
produksi maksimal yang dapat dilakukan sebesar (180 bale/hari+Dropping
Waste).
(C) Adalah Presentase jenis produk yang diproduksi dari bahan baku yang
digunakan. Nilai ini ditentukan oleh manajemen perusahaan bedasarkan rata-
rata produk tersebut dibuat pada periode sebelumnya.
Titik pemesanan kembali/reorder point yang dilakukan manajemen
perusahaan merupakan perhitungan yang ditentukan bedasarkan waktu tunggu
dan pemakaian bahan baku. Bedasarkan teori yang ada model yang digunakan
perusahaan dalam menentukan titik pemesanan kembali adalah Re Order Point
(ROP) dengan waktu tunggu dan tingkat pemakaian bahan baku konstan. Hal ini
dapat dilihat dari pemakaian bahan baku yang ditentukan dengan nilai tetap
bedasarkan kapasitas produksi maksimal perusahaan.
Perusahaan akan melakukan pemesanan bahan baku apabila kapasitas
digudang sudah mencapai titik minimum (time order). Perusahaan tidak
menggunakan metode peramalan permintaan untuk rencana produksi jangka
panjang sehingga jumlah pemakaian bahan baku selama periode pemesanan/lead
time diasumsikan bedasarkan kapasitas produksi maksimal (tetap).
4.6.2. Jumlah Yang Dipesan (Reorder Capacity)
Dalam pengadaan bahan baku, bagian gudang bahan baku akan
menentukan jumlah bahan baku yang dipesan bedasarkan kapasitas maksimal
gudang. Hal ini dikarenakan biaya simpan gudang relatif tetap tidak dipengaruhi
dengan jumlah bahan baku yang disipan, sedangkan jika frekuensi pemesanan
tinggi maka biaya pemesanan selama 1 tahun akan semakin besar. Besarnya
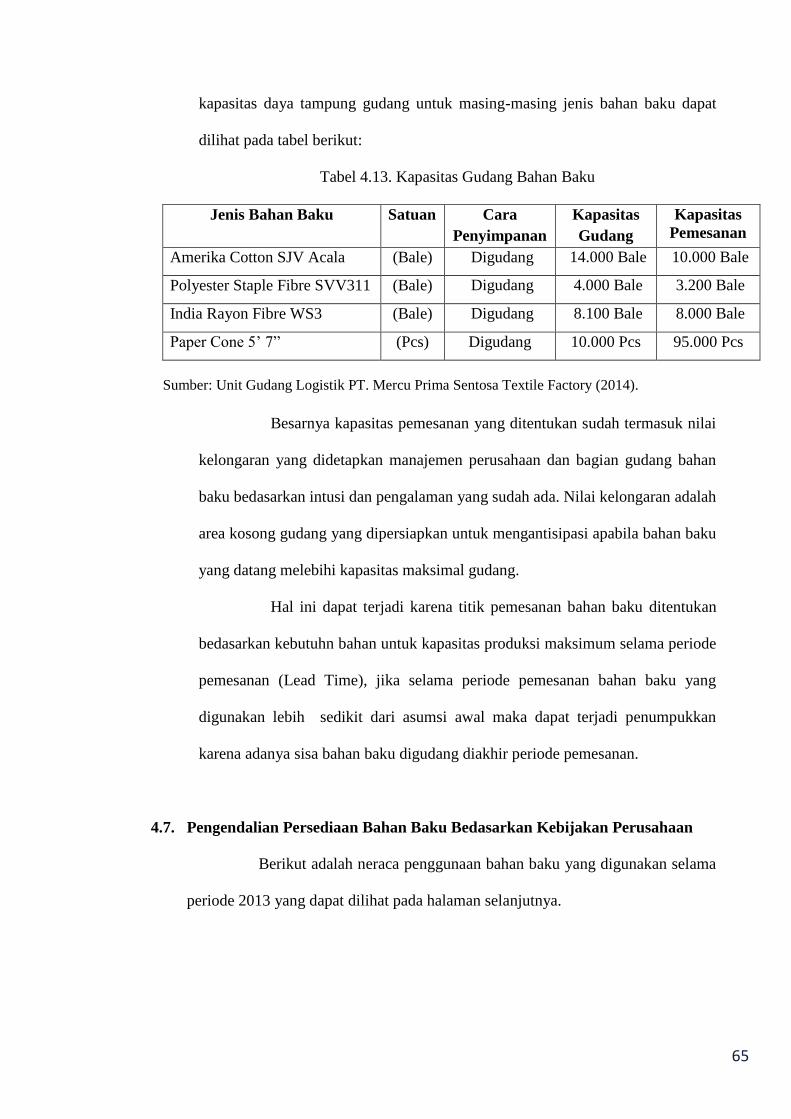
65
kapasitas daya tampung gudang untuk masing-masing jenis bahan baku dapat
dilihat pada tabel berikut:
Tabel 4.13. Kapasitas Gudang Bahan Baku
Jenis Bahan Baku Satuan Cara
Penyimpanan
Kapasitas
Gudang
Kapasitas
Pemesanan
Amerika Cotton SJV Acala (Bale) Digudang 14.000 Bale 10.000 Bale
Polyester Staple Fibre SVV311 (Bale) Digudang 4.000 Bale 3.200 Bale
India Rayon Fibre WS3 (Bale) Digudang 8.100 Bale 8.000 Bale
Paper Cone 5’ 7” (Pcs) Digudang 10.000 Pcs 95.000 Pcs
Sumber: Unit Gudang Logistik PT. Mercu Prima Sentosa Textile Factory (2014).
Besarnya kapasitas pemesanan yang ditentukan sudah termasuk nilai
kelongaran yang didetapkan manajemen perusahaan dan bagian gudang bahan
baku bedasarkan intusi dan pengalaman yang sudah ada. Nilai kelongaran adalah
area kosong gudang yang dipersiapkan untuk mengantisipasi apabila bahan baku
yang datang melebihi kapasitas maksimal gudang.
Hal ini dapat terjadi karena titik pemesanan bahan baku ditentukan
bedasarkan kebutuhn bahan untuk kapasitas produksi maksimum selama periode
pemesanan (Lead Time), jika selama periode pemesanan bahan baku yang
digunakan lebih sedikit dari asumsi awal maka dapat terjadi penumpukkan
karena adanya sisa bahan baku digudang diakhir periode pemesanan.
4.7. Pengendalian Persediaan Bahan Baku Bedasarkan Kebijakan Perusahaan
Berikut adalah neraca penggunaan bahan baku yang digunakan selama
periode 2013 yang dapat dilihat pada halaman selanjutnya.
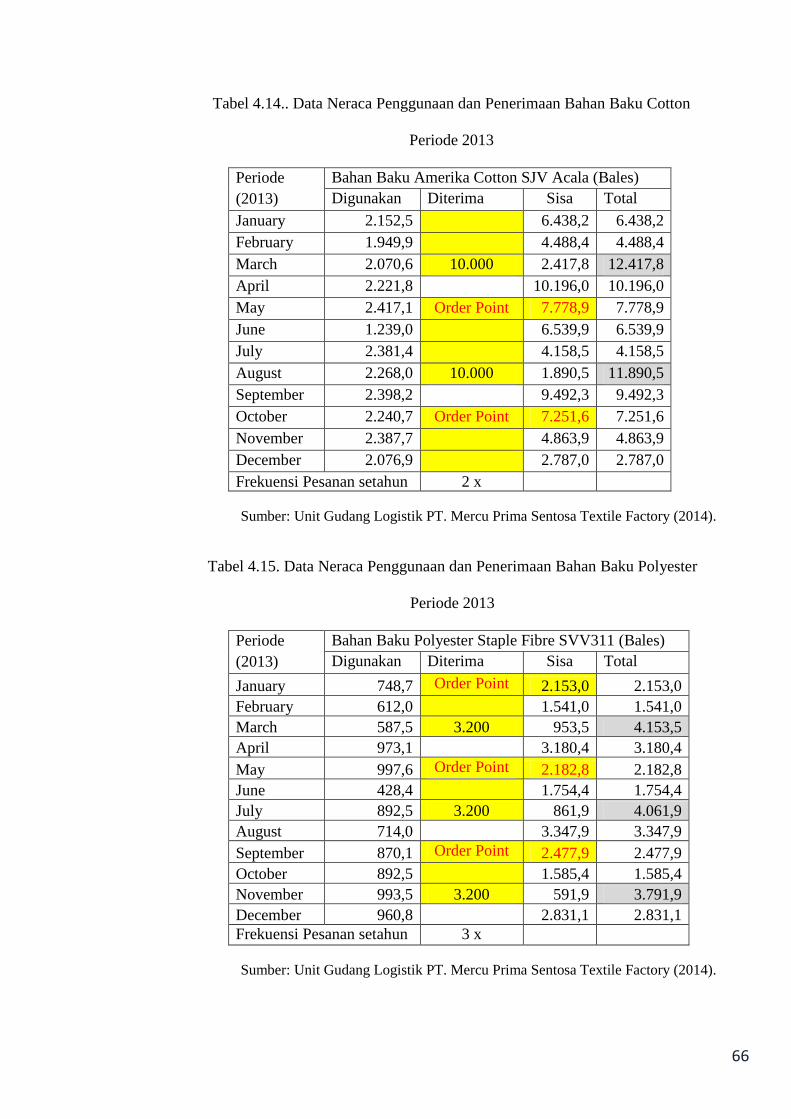
66
Tabel 4.14.. Data Neraca Penggunaan dan Penerimaan Bahan Baku Cotton
Periode 2013
Periode
(2013)
Bahan Baku Amerika Cotton SJV Acala (Bales)
Digunakan Diterima Sisa Total
January 2.152,5 6.438,2 6.438,2
February 1.949,9 4.488,4 4.488,4
March 2.070,6 10.000 2.417,8 12.417,8
April 2.221,8 10.196,0 10.196,0
May 2.417,1 Order Point 7.778,9 7.778,9
June 1.239,0 6.539,9 6.539,9
July 2.381,4 4.158,5 4.158,5
August 2.268,0 10.000 1.890,5 11.890,5
September 2.398,2 9.492,3 9.492,3
October 2.240,7 Order Point 7.251,6 7.251,6
November 2.387,7 4.863,9 4.863,9
December 2.076,9 2.787,0 2.787,0
Frekuensi Pesanan setahun 2 x
Sumber: Unit Gudang Logistik PT. Mercu Prima Sentosa Textile Factory (2014).
Tabel 4.15. Data Neraca Penggunaan dan Penerimaan Bahan Baku Polyester
Periode 2013
Periode
(2013)
Bahan Baku Polyester Staple Fibre SVV311 (Bales)
Digunakan Diterima Sisa Total
January 748,7 Order Point 2.153,0 2.153,0
February 612,0 1.541,0 1.541,0
March 587,5 3.200 953,5 4.153,5
April 973,1
3.180,4 3.180,4
May 997,6 Order Point 2.182,8 2.182,8
June 428,4 1.754,4 1.754,4
July 892,5 3.200 861,9 4.061,9
August 714,0
3.347,9 3.347,9
September 870,1 Order Point 2.477,9 2.477,9
October 892,5 1.585,4 1.585,4
November 993,5 3.200 591,9 3.791,9
December 960,8
2.831,1 2.831,1
Frekuensi Pesanan setahun 3 x
Sumber: Unit Gudang Logistik PT. Mercu Prima Sentosa Textile Factory (2014).
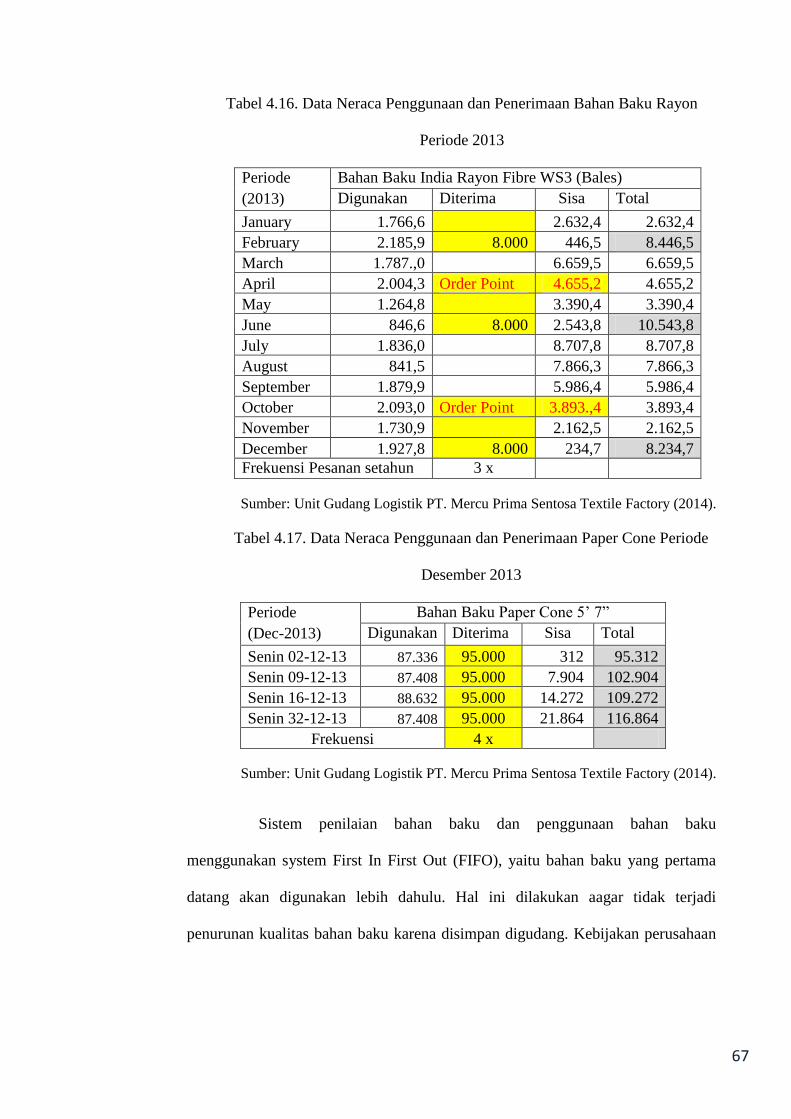
67
Tabel 4.16. Data Neraca Penggunaan dan Penerimaan Bahan Baku Rayon
Periode 2013
Periode
(2013)
Bahan Baku India Rayon Fibre WS3 (Bales)
Digunakan Diterima Sisa Total
January 1.766,6
2.632,4 2.632,4
February 2.185,9 8.000 446,5 8.446,5
March 1.787.,0
6.659,5 6.659,5
April 2.004,3 Order Point 4.655,2 4.655,2
May 1.264,8
3.390,4 3.390,4
June 846,6 8.000 2.543,8 10.543,8
July 1.836,0
8.707,8 8.707,8
August 841,5
7.866,3 7.866,3
September 1.879,9
5.986,4 5.986,4
October 2.093,0 Order Point 3.893.,4 3.893,4
November 1.730,9
2.162,5 2.162,5
December 1.927,8 8.000 234,7 8.234,7
Frekuensi Pesanan setahun 3 x
Sumber: Unit Gudang Logistik PT. Mercu Prima Sentosa Textile Factory (2014).
Tabel 4.17. Data Neraca Penggunaan dan Penerimaan Paper Cone Periode
Desember 2013
Periode
(Dec-2013)
Bahan Baku Paper Cone 5’ 7”
Digunakan Diterima Sisa Total
Senin 02-12-13 87.336 95.000 312 95.312
Senin 09-12-13 87.408 95.000 7.904 102.904
Senin 16-12-13 88.632 95.000 14.272 109.272
Senin 32-12-13 87.408 95.000 21.864 116.864
Frekuensi 4 x
Sumber: Unit Gudang Logistik PT. Mercu Prima Sentosa Textile Factory (2014).
Sistem penilaian bahan baku dan penggunaan bahan baku
menggunakan system First In First Out (FIFO), yaitu bahan baku yang pertama
datang akan digunakan lebih dahulu. Hal ini dilakukan aagar tidak terjadi
penurunan kualitas bahan baku karena disimpan digudang. Kebijakan perusahaan
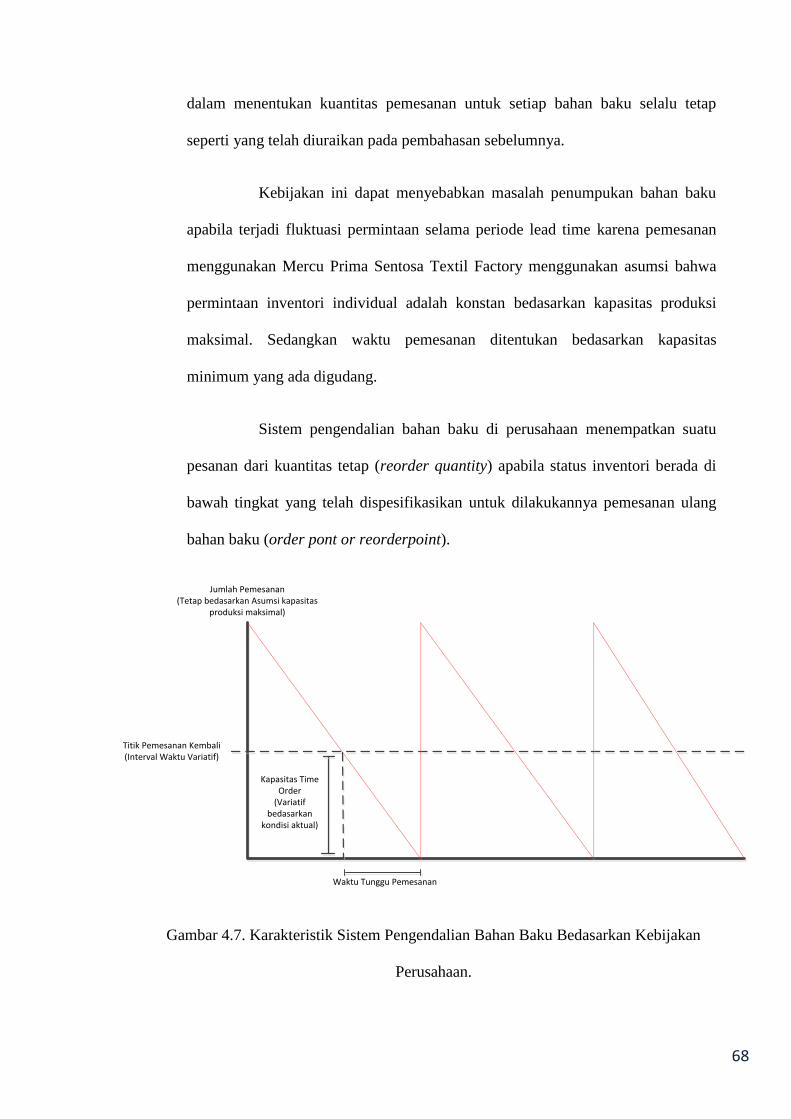
68
dalam menentukan kuantitas pemesanan untuk setiap bahan baku selalu tetap
seperti yang telah diuraikan pada pembahasan sebelumnya.
Kebijakan ini dapat menyebabkan masalah penumpukan bahan baku
apabila terjadi fluktuasi permintaan selama periode lead time karena pemesanan
menggunakan Mercu Prima Sentosa Textil Factory menggunakan asumsi bahwa
permintaan inventori individual adalah konstan bedasarkan kapasitas produksi
maksimal. Sedangkan waktu pemesanan ditentukan bedasarkan kapasitas
minimum yang ada digudang.
Sistem pengendalian bahan baku di perusahaan menempatkan suatu
pesanan dari kuantitas tetap (reorder quantity) apabila status inventori berada di
bawah tingkat yang telah dispesifikasikan untuk dilakukannya pemesanan ulang
bahan baku (order pont or reorderpoint).
Waktu Tunggu Pemesanan
Titik Pemesanan Kembali(Interval Waktu Variatif)
Jumlah Pemesanan(Tetap bedasarkan Asumsi kapasitas
produksi maksimal)
Kapasitas Time Order
(Variatif bedasarkan
kondisi aktual)
Gambar 4.7. Karakteristik Sistem Pengendalian Bahan Baku Bedasarkan Kebijakan
Perusahaan.
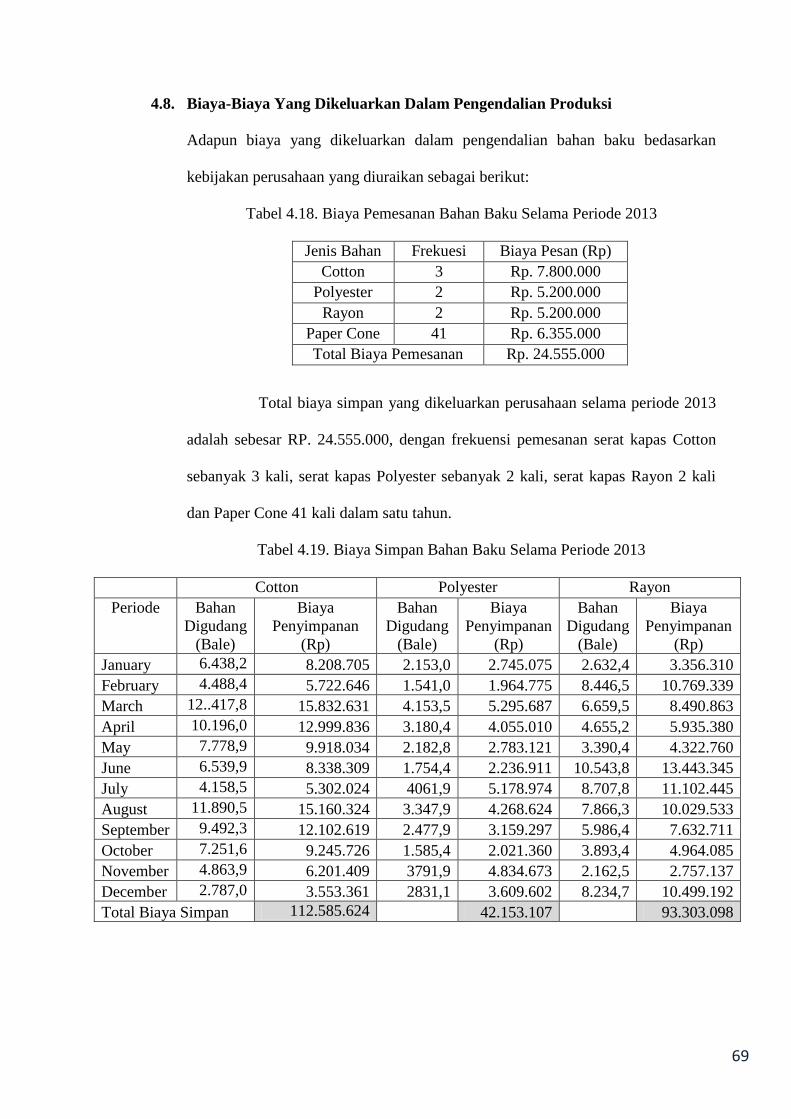
69
4.8. Biaya-Biaya Yang Dikeluarkan Dalam Pengendalian Produksi
Adapun biaya yang dikeluarkan dalam pengendalian bahan baku bedasarkan
kebijakan perusahaan yang diuraikan sebagai berikut:
Tabel 4.18. Biaya Pemesanan Bahan Baku Selama Periode 2013
Jenis Bahan Frekuesi Biaya Pesan (Rp)
Cotton 3 Rp. 7.800.000
Polyester 2 Rp. 5.200.000
Rayon 2 Rp. 5.200.000
Paper Cone 41 Rp. 6.355.000
Total Biaya Pemesanan Rp. 24.555.000
Total biaya simpan yang dikeluarkan perusahaan selama periode 2013
adalah sebesar RP. 24.555.000, dengan frekuensi pemesanan serat kapas Cotton
sebanyak 3 kali, serat kapas Polyester sebanyak 2 kali, serat kapas Rayon 2 kali
dan Paper Cone 41 kali dalam satu tahun.
Tabel 4.19. Biaya Simpan Bahan Baku Selama Periode 2013
Cotton Polyester Rayon
Periode Bahan
Digudang
(Bale)
Biaya
Penyimpanan
(Rp)
Bahan
Digudang
(Bale)
Biaya
Penyimpanan
(Rp)
Bahan
Digudang
(Bale)
Biaya
Penyimpanan
(Rp)
January 6.438,2 8.208.705 2.153,0 2.745.075 2.632,4 3.356.310
February 4.488,4 5.722.646 1.541,0 1.964.775 8.446,5 10.769.339
March 12..417,8 15.832.631 4.153,5 5.295.687 6.659,5 8.490.863
April 10.196,0 12.999.836 3.180,4 4.055.010 4.655,2 5.935.380
May 7.778,9 9.918.034 2.182,8 2.783.121 3.390,4 4.322.760
June 6.539,9 8.338.309 1.754,4 2.236.911 10.543,8 13.443.345
July 4.158,5 5.302.024 4061,9 5.178.974 8.707,8 11.102.445
August 11.890,5 15.160.324 3.347,9 4.268.624 7.866,3 10.029.533
September 9.492,3 12.102.619 2.477,9 3.159.297 5.986,4 7.632.711
October 7.251,6 9.245.726 1.585,4 2.021.360 3.893,4 4.964.085
November 4.863,9 6.201.409 3791,9 4.834.673 2.162,5 2.757.137
December 2.787,0 3.553.361 2831,1 3.609.602 8.234,7 10.499.192
Total Biaya Simpan 112.585.624 42.153.107 93.303.098
70
Toal biaya simpan selama periode 2013 adalah Rp. 248.041.828.
Dengan Demikian besarnya biaya yang dikeluarkan dalam kegiatan perencanaan
dan pengendalian bahan baku selama periode 2013 (1 Tahun) adalah:
𝑜 𝑃 𝑜 𝑆
Dengan kebijakan yang digunakan manajemen perusahaan PT. Mercu
Prima Sentosa Textile Factory dalam hal perencanaan dan pengendalian bahan
baku saat ini, biaya yang harus dikeluarkan untuk pengadaan bahan baku selama
setahun adalah sebesar Rp. 272.596.828. Besarnya biaya ini disebabkan
banyaknya bahan baku yang harus disimpan digudang dikarenakan tidak adanya
metode perhitugan yang tepat dalam perencanaan dan pengendalian bahan baku di
perusahaan.
4.9. Optimalisasi Persediaan Bahan Baku dengan MRP Model EOQ
Konsep dasar dari EOQ adalah meminimalkan biaya total untuk
penyimanan persediaan dan memroses pesanan. Kebijakan perusahaan untuk
memesan bahan baku dalam jumlah besar membuat biaya simpan bahan baku
menjadi besar walaupun frekuensi pemesanan sangat sedikit dalam satu tahun.
Oleh karena itu biaya dalam persediaan bahan baku di PT. Mercu Prima
Sentosa Textile Factory masih mungkin dapat direduksi dengan melakukan
pengukuran lot size dengan metode EOQ. Dalam pengukuran ini, bahan baku
paper cone tidak diikutsertakan karena keterbatasan data dan informasi terkait
bahan baku tersebut.

71
Banyaknya bahan baku yang dipesan ditentukan dengan model EOQ
sebagai berikut:
√ 𝑆
𝐻
Dimana D = Pemakaian bahan baku selama setahun (2013)
S = Biaya pemesanan bahan baku.
H = Biaya simpan bahan baku/Bale/Tahun.
Maka diperoleh nilai (Q) kuantitas bahan baku dalam sekali pesan untuk masing-
masing jenis bahan baku sebagai berikut:
Tabel 4.20. Hasil Perhitungan Lot Size Dengan Teknik EOQ Untuk Masing-Masing Bahan
Baku
Serat Cotton Serat Polyester Serat Rayon
√
Q = 2.961 Bale
√
Q =1.813 Bale
√
Q = 2.618 Bale
Dengan demikian maka kebutuhan material dapat direncanakan dengan MRP
menggunakan teknik EOQ yang dapat dilihat pada tabel dihalaman selanjutnya:
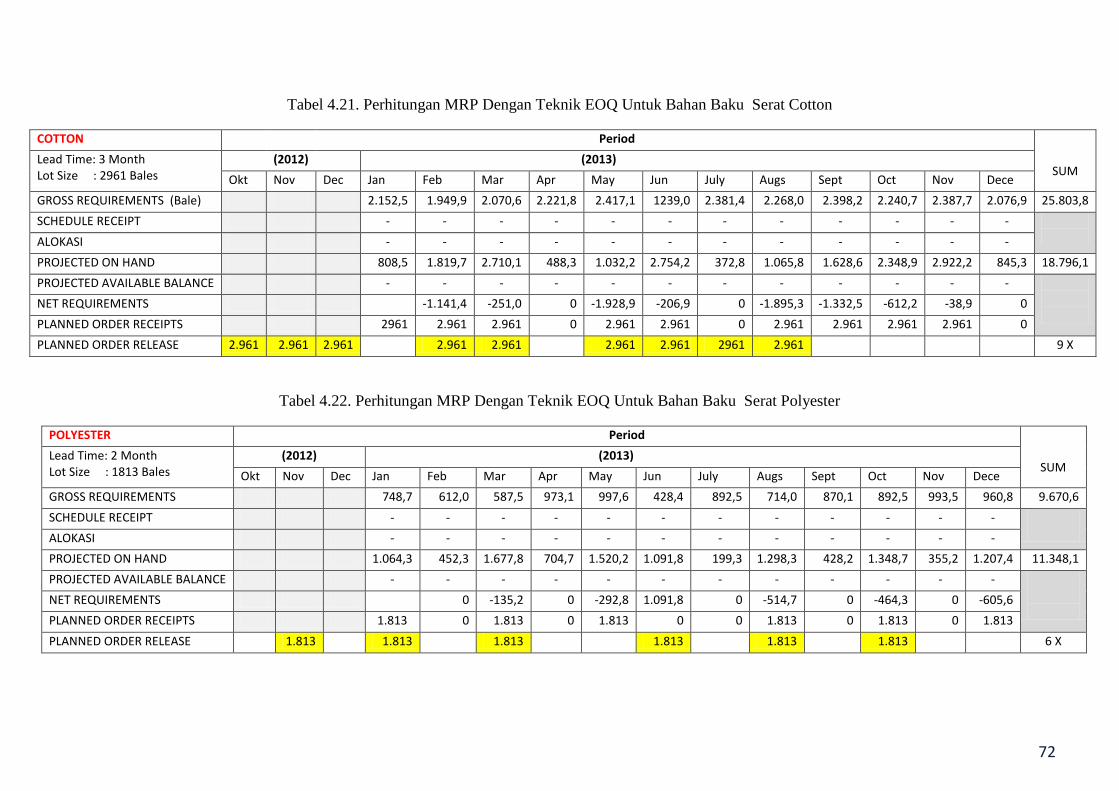
72
Tabel 4.21. Perhitungan MRP Dengan Teknik EOQ Untuk Bahan Baku Serat Cotton
COTTON Period
SUM Lead Time: 3 Month Lot Size : 2961 Bales
(2012) (2013)
Okt Nov Dec Jan Feb Mar Apr May Jun July Augs Sept Oct Nov Dece
GROSS REQUIREMENTS (Bale) 2.152,5 1.949,9 2.070,6 2.221,8 2.417,1 1239,0 2.381,4 2.268,0 2.398,2 2.240,7 2.387,7 2.076,9 25.803,8
SCHEDULE RECEIPT - - - - - - - - - - - - ALOKASI - - - - - - - - - - - -
PROJECTED ON HAND 808,5 1.819,7 2.710,1 488,3 1.032,2 2.754,2 372,8 1.065,8 1.628,6 2.348,9 2.922,2 845,3 18.796,1
PROJECTED AVAILABLE BALANCE - - - - - - - - - - - -
NET REQUIREMENTS -1.141,4 -251,0 0 -1.928,9 -206,9 0 -1.895,3 -1.332,5 -612,2 -38,9 0
PLANNED ORDER RECEIPTS 2961 2.961 2.961 0 2.961 2.961 0 2.961 2.961 2.961 2.961 0
PLANNED ORDER RELEASE 2.961 2.961 2.961 2.961 2.961 2.961 2.961 2961 2.961 9 X
Tabel 4.22. Perhitungan MRP Dengan Teknik EOQ Untuk Bahan Baku Serat Polyester
POLYESTER Period
SUM Lead Time: 2 Month Lot Size : 1813 Bales
(2012) (2013)
Okt Nov Dec Jan Feb Mar Apr May Jun July Augs Sept Oct Nov Dece
GROSS REQUIREMENTS 748,7 612,0 587,5 973,1 997,6 428,4 892,5 714,0 870,1 892,5 993,5 960,8 9.670,6
SCHEDULE RECEIPT - - - - - - - - - - - - ALOKASI - - - - - - - - - - - -
PROJECTED ON HAND 1.064,3 452,3 1.677,8 704,7 1.520,2 1.091,8 199,3 1.298,3 428,2 1.348,7 355,2 1.207,4 11.348,1
PROJECTED AVAILABLE BALANCE - - - - - - - - - - - -
NET REQUIREMENTS 0 -135,2 0 -292,8 1.091,8 0 -514,7 0 -464,3 0 -605,6
PLANNED ORDER RECEIPTS 1.813 0 1.813 0 1.813 0 0 1.813 0 1.813 0 1.813
PLANNED ORDER RELEASE 1.813 1.813 1.813 1.813 1.813 1.813 6 X
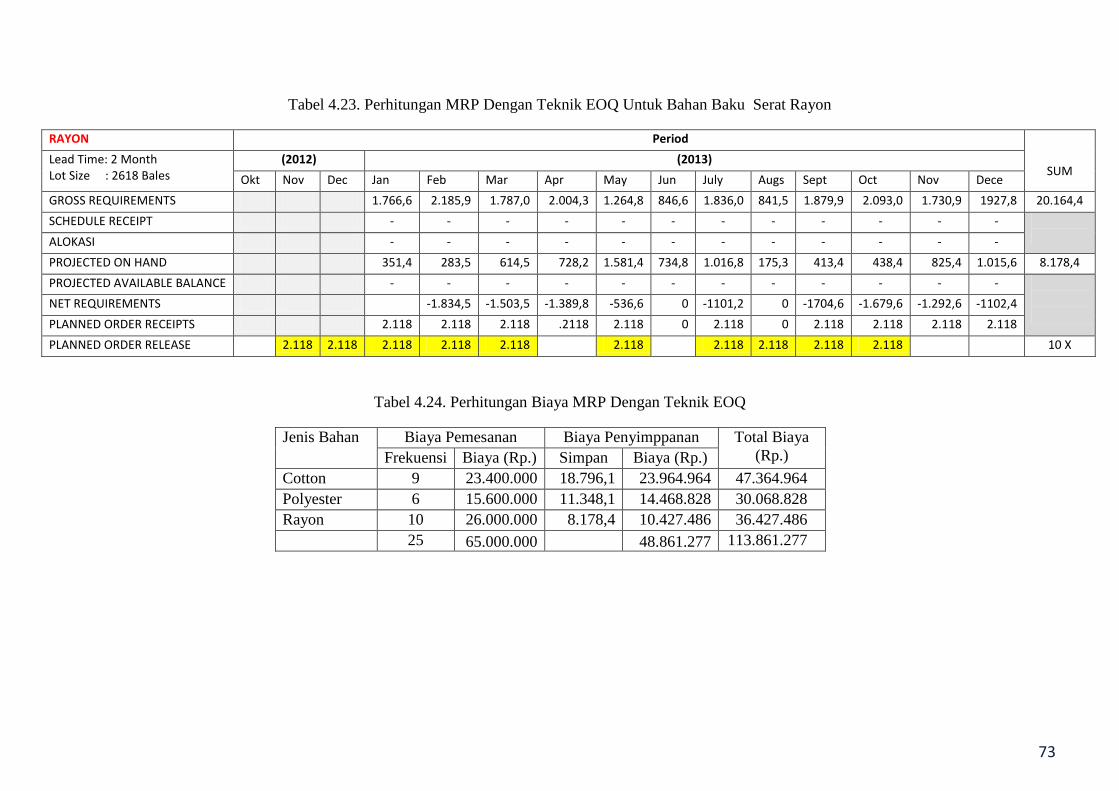
73
Tabel 4.23. Perhitungan MRP Dengan Teknik EOQ Untuk Bahan Baku Serat Rayon
RAYON Period
SUM Lead Time: 2 Month Lot Size : 2618 Bales
(2012) (2013)
Okt Nov Dec Jan Feb Mar Apr May Jun July Augs Sept Oct Nov Dece
GROSS REQUIREMENTS 1.766,6 2.185,9 1.787,0 2.004,3 1.264,8 846,6 1.836,0 841,5 1.879,9 2.093,0 1.730,9 1927,8 20.164,4
SCHEDULE RECEIPT - - - - - - - - - - - - ALOKASI - - - - - - - - - - - -
PROJECTED ON HAND 351,4 283,5 614,5 728,2 1.581,4 734,8 1.016,8 175,3 413,4 438,4 825,4 1.015,6 8.178,4
PROJECTED AVAILABLE BALANCE - - - - - - - - - - - -
NET REQUIREMENTS -1.834,5 -1.503,5 -1.389,8 -536,6 0 -1101,2 0 -1704,6 -1.679,6 -1.292,6 -1102,4
PLANNED ORDER RECEIPTS 2.118 2.118 2.118 .2118 2.118 0 2.118 0 2.118 2.118 2.118 2.118
PLANNED ORDER RELEASE 2.118 2.118 2.118 2.118 2.118 2.118 2.118 2.118 2.118 2.118 10 X
Tabel 4.24. Perhitungan Biaya MRP Dengan Teknik EOQ
Jenis Bahan Biaya Pemesanan Biaya Penyimppanan Total Biaya
(Rp.) Frekuensi Biaya (Rp.) Simpan Biaya (Rp.)
Cotton 9 23.400.000 18.796,1 23.964.964 47.364.964
Polyester 6 15.600.000 11.348,1 14.468.828 30.068.828
Rayon 10 26.000.000 8.178,4 10.427.486 36.427.486
25 65.000.000
48.861.277 113.861.277
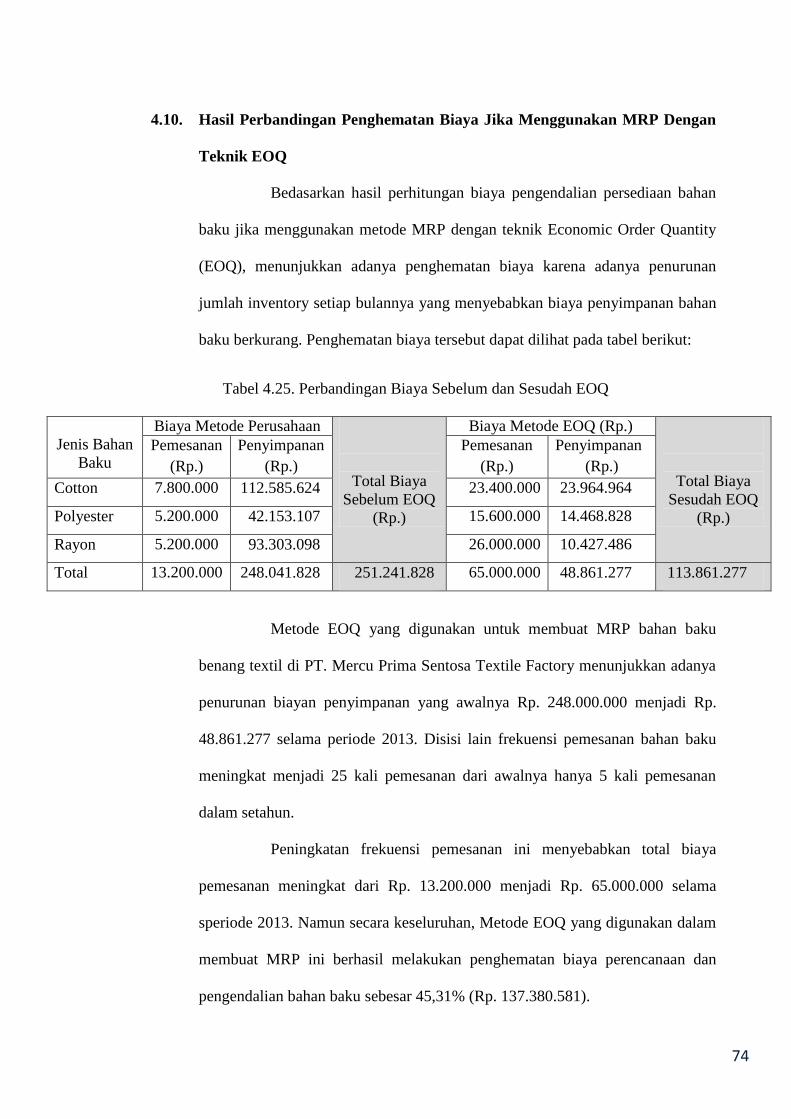
74
4.10. Hasil Perbandingan Penghematan Biaya Jika Menggunakan MRP Dengan
Teknik EOQ
Bedasarkan hasil perhitungan biaya pengendalian persediaan bahan
baku jika menggunakan metode MRP dengan teknik Economic Order Quantity
(EOQ), menunjukkan adanya penghematan biaya karena adanya penurunan
jumlah inventory setiap bulannya yang menyebabkan biaya penyimpanan bahan
baku berkurang. Penghematan biaya tersebut dapat dilihat pada tabel berikut:
Tabel 4.25. Perbandingan Biaya Sebelum dan Sesudah EOQ
Jenis Bahan
Baku
Biaya Metode Perusahaan
Total Biaya
Sebelum EOQ
(Rp.)
Biaya Metode EOQ (Rp.)
Total Biaya
Sesudah EOQ
(Rp.)
Pemesanan
(Rp.)
Penyimpanan
(Rp.)
Pemesanan
(Rp.)
Penyimpanan
(Rp.)
Cotton 7.800.000 112.585.624 23.400.000 23.964.964
Polyester 5.200.000 42.153.107 15.600.000 14.468.828
Rayon 5.200.000 93.303.098 26.000.000 10.427.486
Total 13.200.000 248.041.828 251.241.828 65.000.000 48.861.277 113.861.277
Metode EOQ yang digunakan untuk membuat MRP bahan baku
benang textil di PT. Mercu Prima Sentosa Textile Factory menunjukkan adanya
penurunan biayan penyimpanan yang awalnya Rp. 248.000.000 menjadi Rp.
48.861.277 selama periode 2013. Disisi lain frekuensi pemesanan bahan baku
meningkat menjadi 25 kali pemesanan dari awalnya hanya 5 kali pemesanan
dalam setahun.
Peningkatan frekuensi pemesanan ini menyebabkan total biaya
pemesanan meningkat dari Rp. 13.200.000 menjadi Rp. 65.000.000 selama
speriode 2013. Namun secara keseluruhan, Metode EOQ yang digunakan dalam
membuat MRP ini berhasil melakukan penghematan biaya perencanaan dan
pengendalian bahan baku sebesar 45,31% (Rp. 137.380.581).
75
BAB V
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Bedasarkan hasil pengolahan data terkait dengan perencanaan dan
pengendalian bahan baku benang textile di PT. Mercu Prima Sentosa Textile
Factory yang telah dibahas pada bab IV, maka dapat diambil beberapa kesimpulan
sebagai berikut:
1. Bahan baku yang digunakan dalam proses pembuatan benang textil di PT.
Mercu Prima Sentosa Textile adalah serat atau kapas Ryon, Polyester, Cotton
dan Paper Cone. Ketiga jenis serat kapas yang digunakan dalam pebuatan
benang textil didatangkan dari luar negri (Impor) sehingga memiliki lead time
yang panjang dalam proses pengadaannya. Sistem perencanaan dan
pengendaliann persediaan bahan baku di PT. Mercu Prima Sentosa Textile
Factory yang ada saat ini merupakan mekanisme prosedur berurutan yang
dilakukan oleh bagian produksi, bagian gudang dan bagian pembelian. Waktu
pemesanan kembali bahan baku ditentukan bedasarkan kapasitas minimum
gudang oleh kebijakan perusahaan yang ditentukan bedasarkan kebutuhan
bahan baku untuk produksi maksimal selama periode pemesanan bahan baku
(lead time). Sedangkan untuk banyaknya bahan baku yang dipesan (quantity
76
order) ditentukan bedasarkan kapasitas maksimal gudang. Hal ini dikarenakan
pihak perusahaan ingin mencegah resiko terjadinya kekurangan bahan baku
pada saat dibutuhkan.
2. Pendekatan MRP dengan metode EOQ mencoba mereduksi biaya perencanaan
dan pengendalian bahan baku di PT. Mercu Prima Sentosa Textile Factory
pada periode 2013, yang mana hasil perhitungan biaya MRP dengan metode
EOQ menunjukkan hasil pengehematan sebesar 45,31% (Rp. 137.380.581)
dari total keseluruhan biaya yang dikeluarkan selama periode 2013 dalam hal
perencanaan dan pengendalian bahan baku benang textil. Pengehematan biaya
dengan menggunakan metode EOQ ini dikarenakan adanya penurunan jumlah
inventory bahan baku sehingga menurunkan biaya penyimpanan dari Rp.
248.000.000 menjadi Rp. 48.861.277, walaupun frekuensi pemesanan
meningkat dari awalnya 5 kali pemesanan dengan biaya Rp. 13.200.000
meningkat menjadi 25 kali pemesanan dengan biaya Rp. 65.000.000 selama
periode 2013.
5.2. Saran
Berikut adalah beberapa saran yang dapat dijadikan bahan pertimbangan oleh
perusahaan dan penelitian selanjutnya antara lain:
1. Untuk mengoptimalkan perencanaan dan pengendalian bahan baku perusahaan
saat ini, kebijakan perusahaan perlu mempertimbangkan jumlah pemesanan
yang dilakukan serta frekuensi pemesanan disarankan untuk mendekati hasil
perhitungan EOQ agar dapat meminimalkan biaya perencanaan dan
pengendailan bahan baku di PT. Mercu Prima Sentosa Textile Factory.
77
2. Perlunya analisis yang lebih mendalam terkait dengan perencanaan dan
pengendalian bahan baku di PT. Mercu Prima Sentosa Textile Factory dengan
menggunakan lebih dari satu metode, sehingga dapat membandingkan hasil
yang diperoleh dari setiap metode yang digunakan, selain itu perlunya data
terkait dengan jumlah bahan baku (Quantity Order) yang dapat supplai
bedasarkan kebijakan pihak pemasok. Hal ini dikarenakan metode EOQ
mengasumsikan unkuran quantity order yang dibuat dapat disepakati oleh
pihak pemasok.
Related Documents











