36 LAPORAN KERJA PRAKTEK PT. KRAKATAU STEEL DIVISI PERAWA TAN PAB RIK PENGOLAHAN BAJA MANAJEMEN PERAWATAN DAN UTILISASI WAKTU PROSES PELEBURAN PADA ELECTRIC ARC FUR NACE DI DIVISI SLAB STEEL PLANT 2 PT. KRAKATAU STEEL 4.1 Dasar Teori Suatu perusahaan manufaktur pada umumnya dibangun dari empat elemen dasar, jelasnya penjualan, produksi, pengembangan, dan keuangan. Harus disadari bahwa elemen-elemen ini saling bergantung jika ingin beroperasi secara efisien. Manajemen yang tidak efisien mengakibatkan manufaktur yang tidak efisien juga, bukan berarti tidak bisa berproduksi atau menjual tetapi tidak bisa melaksanakan hal ini secara efisien. Perekayasaan pemeliharaan, perekayasaan proyek, dan lain-lain pekerjaan non pemeliharaan biasanya dikelola oleh seorang manajer pemeliharaan. Fungsi pemeliharaan sendiri tetap, dan selalu tetap. Kebanyaka n manajer peme liharaan memaink an peranan sebagai bawahan dalam operasi pabrik. Mereka bertanggung jawab terhadap pemasangan dan perbaikan pabrik. Dalam organisasi manufaktur, istilah “perekayasaan pabrik” (work engineering) telah umum dipakai untuk mencakup instalasi, pengetesan, perawatan, dan penggantian. Manager pemeliharaan bertanggungjawab terhadap fungsi manajemen teroteknologi, yang dipandang dari aspek manajemen, jarang sekali bisa dipisahkan dari manajemen pemeliharaan murni. Pemeliharaan adalah suatu kombinasi dari setiap tindakan yang dilakukan untuk menjaga suatu barang dalam, atau untuk memperbaikinya sampai, suatu kondisi yang bisa diterima. Memelihara “pada suatu standar yang bisa diterima” merujuk pada standar yang ditentukan oleh organisasi yang melakukan pemeliharaan. Hal ini berbeda dari satu organisasi satu

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 1/34
36
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
MANAJEMEN PERAWATAN DAN UTILISASI WAKTU
PROSES PELEBURAN PADA ELECTRIC ARC FURNACE
DI DIVISI SLAB STEEL PLANT 2
PT. KRAKATAU STEEL
4.1 Dasar Teori
Suatu perusahaan manufaktur pada umumnya dibangun dari empat
elemen dasar, jelasnya penjualan, produksi, pengembangan, dan keuangan.
Harus disadari bahwa elemen-elemen ini saling bergantung jika ingin
beroperasi secara efisien. Manajemen yang tidak efisien mengakibatkan
manufaktur yang tidak efisien juga, bukan berarti tidak bisa berproduksi atau
menjual tetapi tidak bisa melaksanakan hal ini secara efisien.
Perekayasaan pemeliharaan, perekayasaan proyek, dan lain-lain
pekerjaan non pemeliharaan biasanya dikelola oleh seorang manajer
pemeliharaan. Fungsi pemeliharaan sendiri tetap, dan selalu tetap.
Kebanyakan manajer pemeliharaan memainkan peranan sebagai bawahan
dalam operasi pabrik. Mereka bertanggung jawab terhadap pemasangan dan
perbaikan pabrik.
Dalam organisasi manufaktur, istilah “perekayasaan pabrik” (work
engineering) telah umum dipakai untuk mencakup instalasi, pengetesan,
perawatan, dan penggantian. Manager pemeliharaan bertanggungjawab
terhadap fungsi manajemen teroteknologi, yang dipandang dari aspek
manajemen, jarang sekali bisa dipisahkan dari manajemen pemeliharaan
murni.
Pemeliharaan adalah suatu kombinasi dari setiap tindakan yang
dilakukan untuk menjaga suatu barang dalam, atau untuk memperbaikinya
sampai, suatu kondisi yang bisa diterima. Memelihara “pada suatu standar
yang bisa diterima” merujuk pada standar yang ditentukan oleh organisasi
yang melakukan pemeliharaan. Hal ini berbeda dari satu organisasi satu
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 2/34
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 3/34
38
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
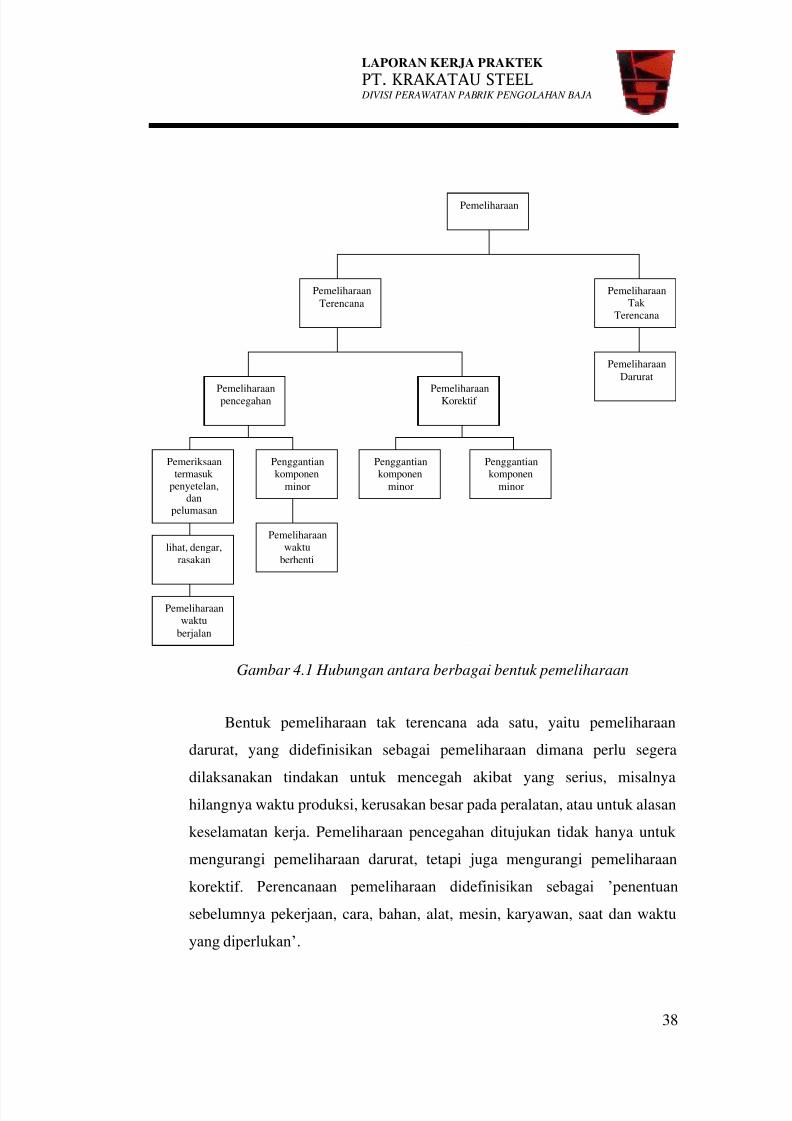
Gambar 4.1 Hubungan antara berbagai bentuk pemeliharaan
Bentuk pemeliharaan tak terencana ada satu, yaitu pemeliharaan
darurat, yang didefinisikan sebagai pemeliharaan dimana perlu segera
dilaksanakan tindakan untuk mencegah akibat yang serius, misalnya
hilangnya waktu produksi, kerusakan besar pada peralatan, atau untuk alasan
keselamatan kerja. Pemeliharaan pencegahan ditujukan tidak hanya untuk
mengurangi pemeliharaan darurat, tetapi juga mengurangi pemeliharaan
korektif. Perencanaan pemeliharaan didefinisikan sebagai ’penentuan
sebelumnya pekerjaan, cara, bahan, alat, mesin, karyawan, saat dan waktu
yang diperlukan’.
Pemeliharaan
Pemeliharaan
Terencana
Pemeliharaan
Tak
Terencana
PemeliharaanKorektif Pemeliharaanpencegahan
Pemeliharaan
Darurat
Pemeriksaan
termasuk
penyetelan,dan
pelumasan
Pemeliharaan
waktu
berjalan
Penggantian
komponen
minor
lihat, dengar,
rasakan
Pemeliharaan
waktu
berhenti
Penggantian
komponen
minor
Penggantian
komponen
minor
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 4/34
39
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
4.2 Konsep Sistem Utilisasi Waktu
Sebagian besar laporan manajemen seperti RJP, PP1, PP2, RKAP
dan Multi Product Costing membutuhkan data yang berkaitan dengan
utilisasi waktu. Berkaitan dengan hal ini maka format baku dan model
pengukuran kinerja pabrik yang bersumber pada perhitungan waktu operasi
pabrik termasuk delay dan program perawatannya.
Setiap aktivitas diarahkan untuk mencapai tujuan bersama yang
diselesaikan secara terus menerus dalam waktu yang tersedia (calendar
time). Sistem utilsasi waktu adalah salah satu sistem manajemen untuk
merencanakan dan mengendalikan penggunaan waktu yang tersedia
seoptimal mungkin. Sistem utilisasi waktu akan menjelaskan apa yang akan
dan telah dikerjakan selama waktu yang tersedia sesuai dengan tangggung
jawab masing-masing. Sasaran akhir dari system utilisasi waktu adalah
untuk mengendalikan kemajuan kerja (success-control) sebagai dasar untuk
melakukan perbaikan-perbaikan kerja di masa mendatang sehingga tujuan
bersama diatas dapat dicapai secara lebih efektif dan efisien.
4.3 Manfaat Sistem Utilisasi Waktu
Manfaat sistem utilisasi waktu antara lain
Sebagai alat untuk merencanakan, mengukur dan mengendalikan prestasi
kerja pihak produksi.
Sebagai alat untuk merencanakan ,mengukur dan mengendalikan prestasi
kerja pihak perawatan pabrik.
Sebagai alat untuk mengetahui titik-titik lemah sistem peralatan dan cara
kerja sehari-hari.
Sebagai pedoman bagi manajemen dalam mengambil keputusan dan
kebijakan terhadap operasional produksi dan program perawatan.
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 5/34
40
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
4.4 Pembatasan dan Asumsi
Pembatasan :
Sistem utilisasi waktu ini mencakup area Iron Making, Steel Making dan
Rolling Mill.
Pengukuran waktu maintenance yang dilakukakan bersifat umum.
Asumsi :
Setiap proses produksi yang terjadi ditinjau berdasarkan lini produksi.
Suatu pabrik terdiri satu unit produksi atau lebih.
Utilisasi waktu dipengaruhi oleh faktor intern dan ekstern.
4.5 Definisi Umum Istilah Sistem Utilisasi Waktu
Calender Time
Menunjukan jumlah waktu (dalam menit atau jam) sesuai dengan jumlah
hari pada kurun waktu mingguan, bulanan atau tahunan berjalan.
Calender time dibagi menjadi tiga kelompok besar yaitu:
Shutdown Time
Merupakan waktu disaat pabrik dengan sengaja dan terencana oleh
sebab-sebab yang berada didalam kendali manajemen pabrik dan untuk
keperluan atau perawatan pabrik sehingga seluruh sistem produksi
(mesin/peralatan dimatikan). Berdasarkan sebabnya shutdown time
dikelompokkan atas:
a. Holidays
Adalah waktu dimana operasi sengaja dihentikan akibat adanya hari
libur yang khusus ditetapkan oleh perusahaan untuk karyawan
operasional pabrik.
b. Overhaul
Adalah waktu dimana operasi pabrik sengaja dihentikan untuk
dilakukan besar dan periodik terhadap peralatan produksi selama
jangka waktu tertentu.
c. Preventif Repair
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 6/34
41
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
Adalah waktu dimana pabrik sengaja dihentikan untuk perbaikan
yang bersifat pencegahan ( preventif ) pada alat/mesin.
Preventif repair ini dibedakan menjadi :
Preventif repair operasi.
Preventif repair maintenance.
d. Planed Set Up
Adalah waktu dimana pabrik sengaja dihentikan untuk dilakukan
penyesuaian terhadap alat-alat produksi atau kegiatan perawatan.
Planned set up diklasifikasikan atas :
Planned set up operasi.
Planned set up maintenance.
Working Time
Adalah merupakan waktu yang digunakan untuk kegiatan produksi
berikut persiapannya. Working Time diklasifikasikan atas :
a. Unloading Time
Adalah waktu dimana fasilitas poduksi siap dioperasikan,tetapi karena
sesuatu hal belum dapat berproduksi. Unloading time dikasifikasikan
sebagai berikut:
Idle Time
Adalah waktu dimana pabrik tidak dioperasikan, karena hal-hal
yang berada di luar kemampuan, wewenang maupun kendali
manajemen pabrik yang bersangkutan. Berdasarkan penyebabnya
idle time dapat diklasifikasikan sebagai berikut :
- Shortage
Adalah idle time karena tidak tersedianya input (bahan baku/
pembantu) atau tidak tersedianya saluran untuk hasil produksi.
- Unforeseen
Adalah idle time karena gangguan/keterbatasan unit penunjang
pabrik.
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 7/34
42
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
Start Up Time
Adalah waktu yang diperlukan hingga pabrik mencapai tingkat
kinerja produksi normal. Start up time dapat diklasifikasikan :
- Diagram Prestart up Time
Adalah uji kesiapan fisik alat yang akan digunakan dalam
kegiatan produksi (belum diberikan beban proses produksi pada
alat/fasilitas).
- Start Up
Adalah tahap awal (warming up) kegiatan produksi untuk
mencapai tingkat kinerja produksi normal.
b. Loading Time
Adalah waktu dimana fasilitas produksi siap untuk dioperasikan
secara optimal. Berdasarkan klasifikasinya loading time terdiri atas :
Breakdown Time
Adalah waktu terhentinya kegiatan produksi akibat terjadinya
kerusakan tak terduga pada alat / fasilitas yang meyebabkan
hilangnya waktu produksi .
Breakdown Time dibagi dalam beberapa kategori :
- Breakdown Maintenance
Adalah breakdown yang disebabkan oleh kesalahan kegiatan
perawatannya.
- Efective Repair Time
Adalah waktu efective yang digunakan untuk melaksanakan
kegiatan perbaikan atas suatu kerusakan.
- Waiting Time
Adalah waktu tertundanya penyelesaian perbaikan karena
tidak tersedianya fasilitas (utama/pendukung) yang
diperlukan untuk kegiatan perbaikan.
- Breakdown Operasi

7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 8/34
43
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
Adalah breakdown yang disebabkan oleh kesalahan
pengoperasian alat produksi.
- Efective Repair Time
Adalah waktu efective yang digunakan untuk melaksanakan
kegiatan perbaikan atas suatu kerusakan.
- Waiting Time
Adalah waktu tertundanya penyelesaian perbaikan karena
tidak tersedianya fasilitas (utama/pendukung) yang
diperlukan untuk kegiatan perbaikan.
Operating Time
Adalah waku efektif yang tersedia untuk melaksanakan kegiatan
produksi. Operating Time terbagi atas beberapa item, meliputi :
- Performance Looses Time
Adalah waktu operasi yang hilang akibat rendahnya tingkat
kinerja alat.
- Adjustment Time
Adalah menurunnya tingkat utilisasi alat karena perlunya
dilakukan penyesuaian (alat/program) akibat terjadinya
perubahan parameter proses yang tidak terduga.
- Low Speed Time
Adalah menurunnya tingkat utilisasi alat akibat
berkurangnya kecepatan produksi (under capacity).
- Productive Time
Adalah waktu untuk melakukan kegiatan produksi pada tingkatproduksi yang standar. Productive Time dibagi atas beberapa
item meliputi :
- Defect Looses Time
Adalah waktu hilang akibat produk yang dihasilkan tidak
sesuai dengan yang diharapkan.
- Quality Defect Time
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 9/34
44
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
Adalah waktu yang hilang akibat memproduksi produk
yang tidak sesuai dengan yang diharapkan.
- Reprocessing Time
Adalah waktu yang diperlukan untuk memproses ulang
produk sehingga mengakibatkan terganggunya waktu
efektif kegiatan produksi.
- Net Productive Time
Adalah waktu melakukan kegiatan produksi pada tingkat
produksi standar dengan kualitas produk yang diharapkan.
Force Majure
Merupakan waktu dimana tidak mungkin dilakukannya aktivitas karena
terjadi hal-hal yang berada di luar kendali manajemen perusahaan seperti
terjadinya bencana alam, huru-hara, kerusuhan politik, pemogokan
umum, dan lain sebagainya.
4.6 Sistem Utilisasi Waktu Pabrik Baja Slab Baja 2
Pabrik ini memproduksi slab baja. Bahan bakunya besi spons dan
scrap dengan substitusi HBI/CBI. Kapasitas terpasang per tahun 800.000
metrik ton. SSP II dibangun tahun 1993 dengan menggunakan teknologi dari
Voest Alpine dari Austria. Pabrik ini dilengkapi dengan dapur listrik dan satu
mesin tuang kontinyu, Ladle Furnace, dan RH-Vaccum Degassing untuk
memproduksi baja karbon ultra rendah. Di dalam memproduksi, pabrik ini
menggunakan tiga proses yakni :
a. Proses Peleburan.
b. Proses Treatment
c. Proses Pengecoran
Desain kapasitas satu unit EAF adalah 130 TLS - 90 MVA UHP. SSP II
untuk melebur bahan baku digunakan dua unit dapur listrik (EAF) dan satu
unit dapur (LF) sedang untuk pengecoran digunakan satu unit mesin cetak
kontinyu (CCM) yang masing-masing beroperasi dengan satu strand
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 10/34
45
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
(Flexible Format ). Laporan utilisasi waktu SSP II dibuat dalam tiga bentuk
laporan yang masing-masing melaporkan proses penggunaan waktu di tiap-
tiap bagian meliputi :
a. Electric Arc Furnace
b. Ladle Furnace
c. Continous Casting Machine
SSP II
Kap. design :800.000 mtpy
Teknologi : VAI (Austria)
EAF (2x130) – 90 MVA UHP 1993
Ladle Furnace 1993
Tundish 1993
Mould 1993
Continous Casting Machine (1) 1993
Vaccum Degassing
Tabel 4.1 Fasilitas Utama Pabrik Slab Baja 2
4.7 Model Standar Pengukuran Kinerja yang Berkaitan Dengan Sistem
Utilisasi Waktu
Sebagai kelanjutan dari sistem penetapan sistem pencatatan utilisasi
waktu, penetapan rumusan pengukuran kinerja terutama yang berkaitan erat
dengan penggunaan waktu sebagai konsekuensi dari penyamaan sistem
dimuka tidak mungkin dihindari. Standar pengukuran kinerja pabrik yang
berkaitan dengan pencatatan sistem utilisasi waktu adalah :
1. Plant Availability
Plant availability digunakan untuk memaksimalkan efektifitas
pemakaian alat yaitu penggunaan waktu yang berada dalam kendali
manajemen pabrik setinggi-tingginya dengan cara menekan delay.
Rumusan untuk menghitung Plant Availability adalah :
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 11/34
46
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
Plan availability = %100 xCT
OP
Atau
= %100 xCT
DM DOSU PSU SUM SUOPMmPMopr IT H OHt CT
Keterangan:
OP : Operating Time
CT : Calender Time
OHt : Overhoul Time
H : Holiday
IT : Idle Time
PMopr : Predictive operasi
PMm : Predictive maintenance
SUO : Set Up Operasi
SUM : Set Up Maintenance
PSU : Plant Set Up
SU : Start Up
DO : Delay Operasi
DM : Delay Maintenance
2. Performance Rate
Performance Rate digunakan untuk mengukur optimasi kecepatan proses
yang dicapai oleh sebuah pabrik atau lini produksi. Oleh karenanya
perbedaan antara kecepatan desain mesin dengan kecepatan operasi
sesungguhnya harus dihindari.
Rumusan untuk menghitung Performance Rate adalah:
Performance Rate = %100 x
OT
PT
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 12/34
47
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
Dimana :
PT : Productive Time
OT : Operating Time
3. Quality Rate
Quality Rate digunakan untuk mengukur kinerja/pencapaian kualitas
hasil produksi dengan alternative rumusan sebagai berikut:
Quality Rate = %100 x JBB
JP
Dimana :
JP : Jumlah Produksi
JBB : Jumlah Bahan baku
4. Delay
Delay = %100 x
CT
JD
Dimana :
JD : Jumlah Delay
CT : Calender Time
5. Mean Down Time (MDT)
Adalah lamanya waktu perbaikan dan juga waktu tunggu sebelumoperasi. MDT dirumuskan sebagai berikut
MDT =FD
JD(dalam satuan menit)
Dimana :
FD : Frequency Delay
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 13/34
48
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
6. Mean Time Between Failure (MTBF)
Adalah waktu yang menunjukkan berapa lama suatu alat rusak kembali
setelah diperbaiki. Misalnya suatu mesin telah diperbaiki kemudian
selang dua minggu dari waktu perbaikan kembali rusak. Rentang waktu
dari perbaikan sampai kembali rusak ini dinamakan Mean Time Between
Failure atau MTBF.
MTBF =FD
DM PMtimeOHt CT
(dalam satuan jam)
Dimana :
PMtime :
FD : Frequency Delay
7. Equipment Availability (EA)
EA = %100 xCT
DM PMtimeOHt CT
8. Overal Plant Effectiveness (OPE)
Gambaran menyeluruh tentang kinerja sebuah pabrik diluar kerja biaya
produksi dapat diwakili dngan nilai OPE. Esensi dari penilaian dengan
menggunakan OPE adalah tuntutan efisiensi penggunaan waktu dengan
tingkat produktivitas optimal untuk menghasilkan produk yang baik.
Rumusan untuk menghitung OPE adalah:
OPE = PA x PR x QR (dalam satuan %)
9. Tap to Tap Time
Adalah waktu yang diperlukan untuk tapping dalam satu heat
Tap to Tap Time = JH
LT (dalam satuan menit/heat)
Dimana :
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 14/34
49
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
LT : Loading Time
JH : Jumlah Heat
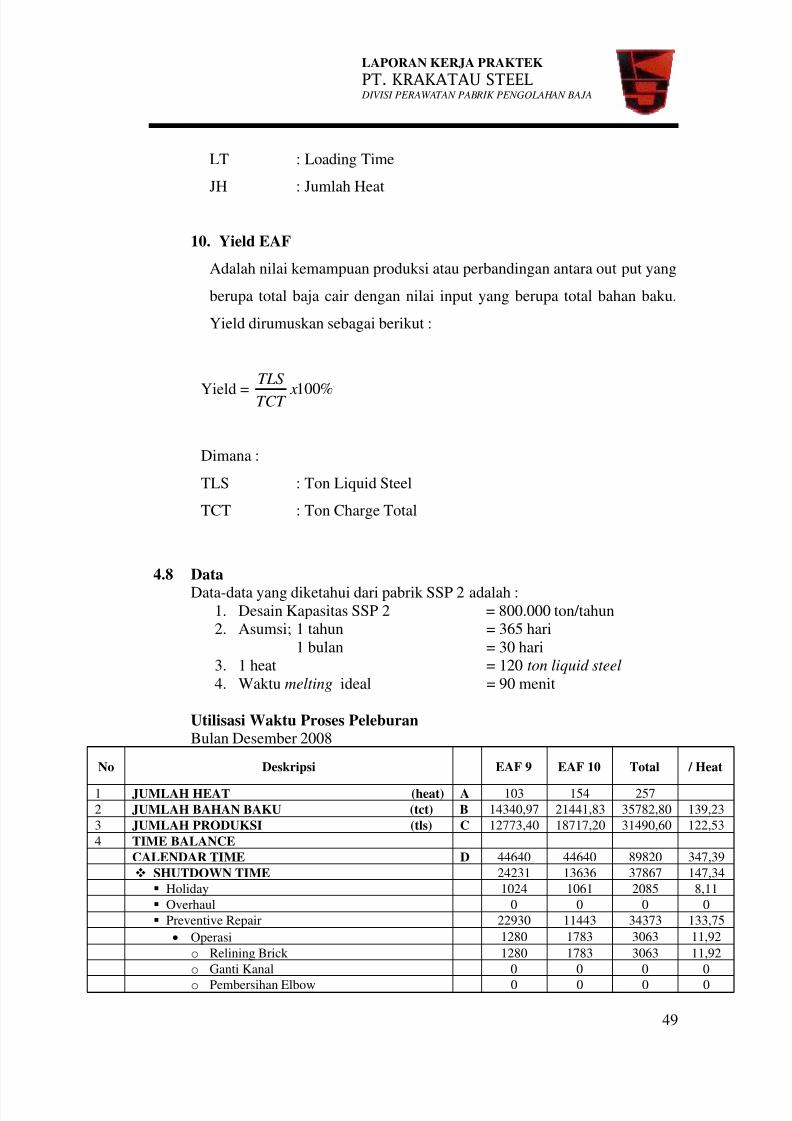
10. Yield EAF
Adalah nilai kemampuan produksi atau perbandingan antara out put yang
berupa total baja cair dengan nilai input yang berupa total bahan baku.
Yield dirumuskan sebagai berikut :
Yield = %100 xTCT
TLS
Dimana :
TLS : Ton Liquid Steel
TCT : Ton Charge Total
4.8 Data
Data-data yang diketahui dari pabrik SSP 2 adalah :1. Desain Kapasitas SSP 2 = 800.000 ton/tahun
2. Asumsi; 1 tahun = 365 hari
1 bulan = 30 hari
3. 1 heat = 120 ton liquid steel
4. Waktu melting ideal = 90 menit
Utilisasi Waktu Proses Peleburan
Bulan Desember 2008
No Deskripsi EAF 9 EAF 10 Total / Heat
1 JUMLAH HEAT (heat) A 103 154 257
2 JUMLAH BAHAN BAKU (tct) B 14340,97 21441,83 35782,80 139,23
3 JUMLAH PRODUKSI (tls) C 12773,40 18717,20 31490,60 122,53
4 TIME BALANCE
CALENDAR TIME D 44640 44640 89820 347,39
SHUTDOWN TIME 24231 13636 37867 147,34
Holiday 1024 1061 2085 8,11
Overhaul 0 0 0 0
Preventive Repair 22930 11443 34373 133,75
Operasi 1280 1783 3063 11,92
o Relining Brick 1280 1783 3063 11,92
o Ganti Kanal 0 0 0 0
o Pembersihan Elbow 0 0 0 0
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 15/34
50
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
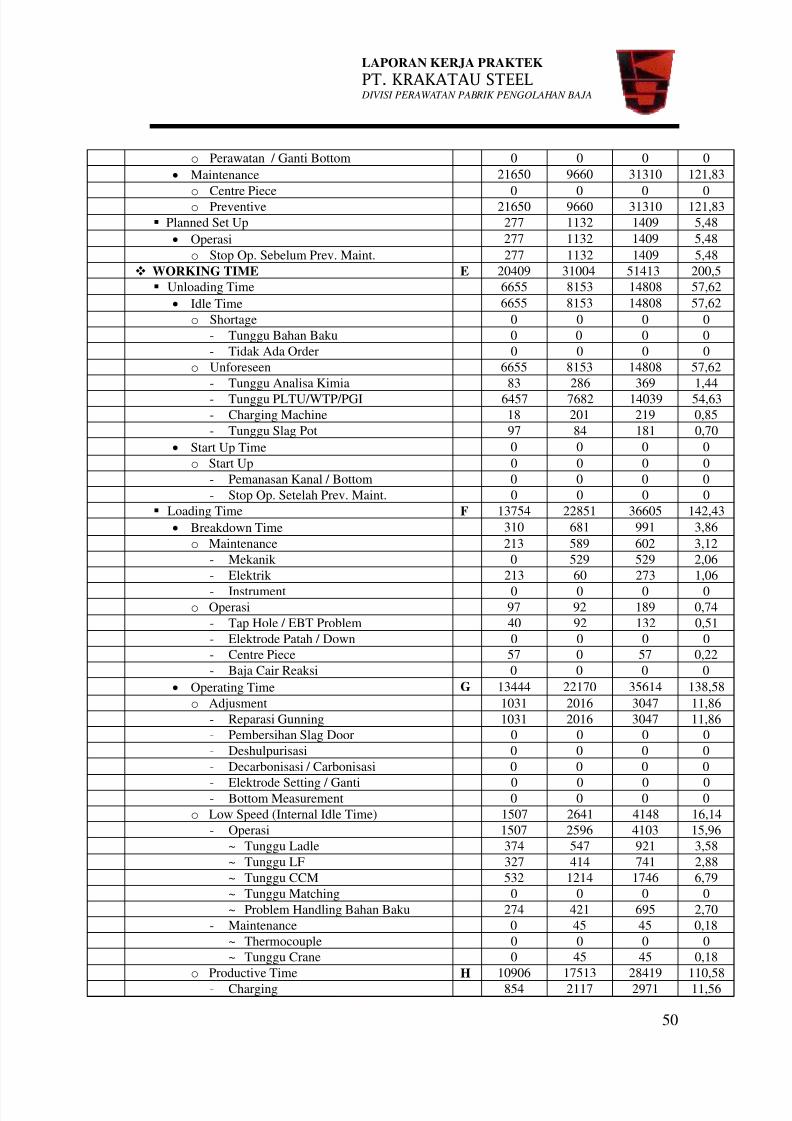
o Perawatan / Ganti Bottom 0 0 0 0
Maintenance 21650 9660 31310 121,83
o Centre Piece 0 0 0 0
o Preventive 21650 9660 31310 121,83
Planned Set Up 277 1132 1409 5,48
Operasi 277 1132 1409 5,48
o Stop Op. Sebelum Prev. Maint. 277 1132 1409 5,48
WORKING TIME E 20409 31004 51413 200,5
Unloading Time 6655 8153 14808 57,62
Idle Time 6655 8153 14808 57,62
o Shortage 0 0 0 0
- Tunggu Bahan Baku 0 0 0 0
- Tidak Ada Order 0 0 0 0
o Unforeseen 6655 8153 14808 57,62
- Tunggu Analisa Kimia 83 286 369 1,44
- Tunggu PLTU/WTP/PGI 6457 7682 14039 54,63
- Charging Machine 18 201 219 0,85
- Tunggu Slag Pot 97 84 181 0,70
Start Up Time 0 0 0 0
o Start Up 0 0 0 0
- Pemanasan Kanal / Bottom 0 0 0 0
- Stop Op. Setelah Prev. Maint. 0 0 0 0
Loading Time F 13754 22851 36605 142,43
Breakdown Time 310 681 991 3,86
o Maintenance 213 589 602 3,12
- Mekanik 0 529 529 2,06
- Elektrik 213 60 273 1,06
- Instrument 0 0 0 0o Operasi 97 92 189 0,74
- Tap Hole / EBT Problem 40 92 132 0,51
- Elektrode Patah / Down 0 0 0 0
- Centre Piece 57 0 57 0,22
- Baja Cair Reaksi 0 0 0 0
Operating Time G 13444 22170 35614 138,58
o Adjusment 1031 2016 3047 11,86
- Reparasi Gunning 1031 2016 3047 11,86
- Pembersihan Slag Door 0 0 0 0
- Deshulpurisasi 0 0 0 0
- Decarbonisasi / Carbonisasi 0 0 0 0
- Elektrode Setting / Ganti 0 0 0 0- Bottom Measurement 0 0 0 0
o Low Speed (Internal Idle Time) 1507 2641 4148 16,14
- Operasi 1507 2596 4103 15,96
~ Tunggu Ladle 374 547 921 3,58
~ Tunggu LF 327 414 741 2,88
~ Tunggu CCM 532 1214 1746 6,79
~ Tunggu Matching 0 0 0 0
~ Problem Handling Bahan Baku 274 421 695 2,70
- Maintenance 0 45 45 0,18
~ Thermocouple 0 0 0 0
~ Tunggu Crane 0 45 45 0,18
o Productive Time H 10906 17513 28419 110,58
- Charging 854 2117 2971 11,56
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 16/34
51
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
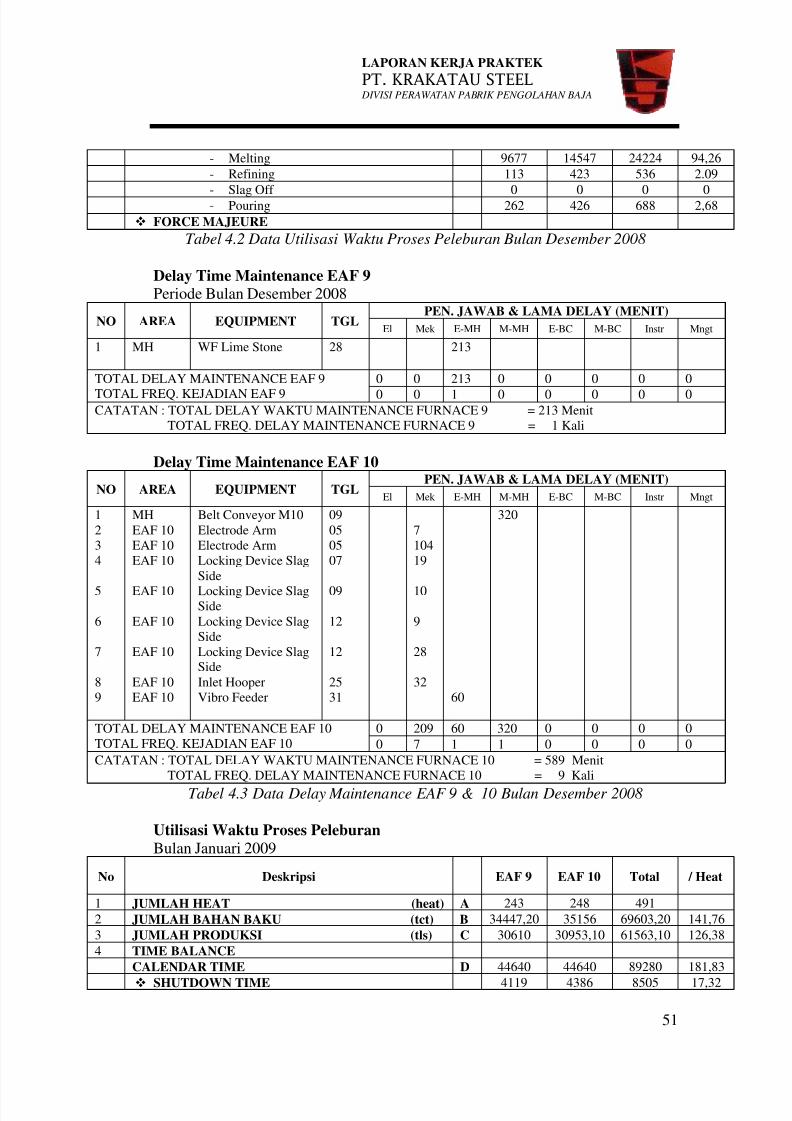
- Melting 9677 14547 24224 94,26
- Refining 113 423 536 2.09
-
Slag Off 0 0 0 0- Pouring 262 426 688 2,68
FORCE MAJEURE
Tabel 4.2 Data Utilisasi Waktu Proses Peleburan Bulan Desember 2008
Delay Time Maintenance EAF 9
Periode Bulan Desember 2008
NO AREA EQUIPMENT TGLPEN. JAWAB & LAMA DELAY (MENIT)
El Mek E-MH M-MH E-BC M-BC Instr Mngt
1 MH WF Lime Stone 28 213
TOTAL DELAY MAINTENANCE EAF 9
TOTAL FREQ. KEJADIAN EAF 9
0 0 213 0 0 0 0 0
0 0 1 0 0 0 0 0CATATAN : TOTAL DELAY WAKTU MAINTENANCE FURNACE 9 = 213 Menit
TOTAL FREQ. DELAY MAINTENANCE FURNACE 9 = 1 Kali
Delay Time Maintenance EAF 10
NO AREA EQUIPMENT TGLPEN. JAWAB & LAMA DELAY (MENIT)
El Mek E-MH M-MH E-BC M-BC Instr Mngt
1
2
3
4
5
6
7
8
9
MH
EAF 10
EAF 10
EAF 10
EAF 10
EAF 10
EAF 10
EAF 10
EAF 10
Belt Conveyor M10
Electrode Arm
Electrode Arm
Locking Device Slag
Side
Locking Device SlagSide
Locking Device Slag
Side
Locking Device SlagSide
Inlet Hooper
Vibro Feeder
09
05
05
07
09
12
12
25
31
7
104
19
10
9
28
32
60
320
TOTAL DELAY MAINTENANCE EAF 10
TOTAL FREQ. KEJADIAN EAF 10
0 209 60 320 0 0 0 0
0 7 1 1 0 0 0 0
CATATAN : TOTAL DELAY WAKTU MAINTENANCE FURNACE 10 = 589 Menit
TOTAL FREQ. DELAY MAINTENANCE FURNACE 10 = 9 Kali
Tabel 4.3 Data Delay Maintenance EAF 9 & 10 Bulan Desember 2008
Utilisasi Waktu Proses Peleburan
Bulan Januari 2009
No Deskripsi EAF 9 EAF 10 Total / Heat
1 JUMLAH HEAT (heat) A 243 248 491
2 JUMLAH BAHAN BAKU (tct) B 34447,20 35156 69603,20 141,76
3 JUMLAH PRODUKSI (tls) C 30610 30953,10 61563,10 126,38
4 TIME BALANCE
CALENDAR TIME D 44640 44640 89280 181,83
SHUTDOWN TIME 4119 4386 8505 17,32
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 17/34
52
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
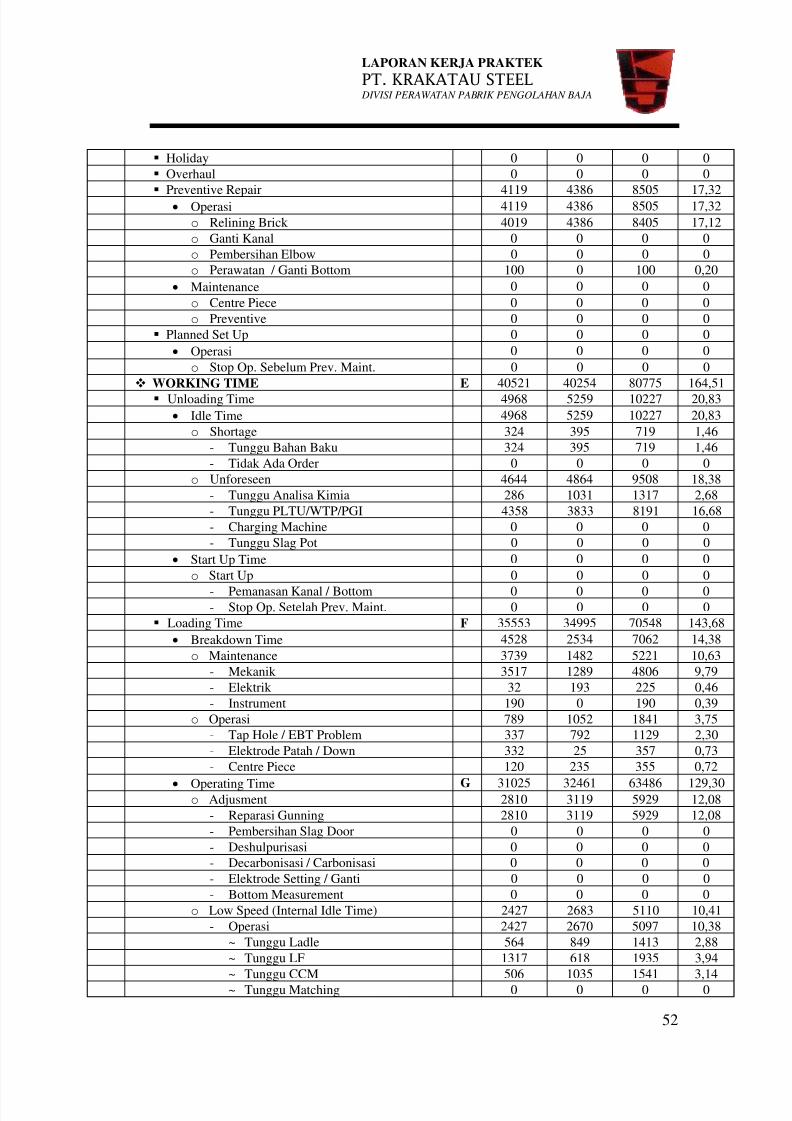
Holiday 0 0 0 0
Overhaul 0 0 0 0
Preventive Repair 4119 4386 8505 17,32 Operasi 4119 4386 8505 17,32
o Relining Brick 4019 4386 8405 17,12
o Ganti Kanal 0 0 0 0
o Pembersihan Elbow 0 0 0 0
o Perawatan / Ganti Bottom 100 0 100 0,20
Maintenance 0 0 0 0
o Centre Piece 0 0 0 0
o Preventive 0 0 0 0
Planned Set Up 0 0 0 0
Operasi 0 0 0 0
o Stop Op. Sebelum Prev. Maint. 0 0 0 0
WORKING TIME E 40521 40254 80775 164,51
Unloading Time 4968 5259 10227 20,83
Idle Time 4968 5259 10227 20,83
o Shortage 324 395 719 1,46
- Tunggu Bahan Baku 324 395 719 1,46
- Tidak Ada Order 0 0 0 0
o Unforeseen 4644 4864 9508 18,38
- Tunggu Analisa Kimia 286 1031 1317 2,68
- Tunggu PLTU/WTP/PGI 4358 3833 8191 16,68
- Charging Machine 0 0 0 0
- Tunggu Slag Pot 0 0 0 0
Start Up Time 0 0 0 0
o Start Up 0 0 0 0
- Pemanasan Kanal / Bottom 0 0 0 0- Stop Op. Setelah Prev. Maint. 0 0 0 0
Loading Time F 35553 34995 70548 143,68
Breakdown Time 4528 2534 7062 14,38
o Maintenance 3739 1482 5221 10,63
- Mekanik 3517 1289 4806 9,79
- Elektrik 32 193 225 0,46
- Instrument 190 0 190 0,39
o Operasi 789 1052 1841 3,75
- Tap Hole / EBT Problem 337 792 1129 2,30
- Elektrode Patah / Down 332 25 357 0,73
- Centre Piece 120 235 355 0,72
Operating Time G 31025 32461 63486 129,30o Adjusment 2810 3119 5929 12,08
- Reparasi Gunning 2810 3119 5929 12,08
- Pembersihan Slag Door 0 0 0 0
- Deshulpurisasi 0 0 0 0
- Decarbonisasi / Carbonisasi 0 0 0 0
- Elektrode Setting / Ganti 0 0 0 0
- Bottom Measurement 0 0 0 0
o Low Speed (Internal Idle Time) 2427 2683 5110 10,41
- Operasi 2427 2670 5097 10,38
~ Tunggu Ladle 564 849 1413 2,88
~ Tunggu LF 1317 618 1935 3,94
~ Tunggu CCM 506 1035 1541 3,14
~ Tunggu Matching 0 0 0 0
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 18/34
53
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
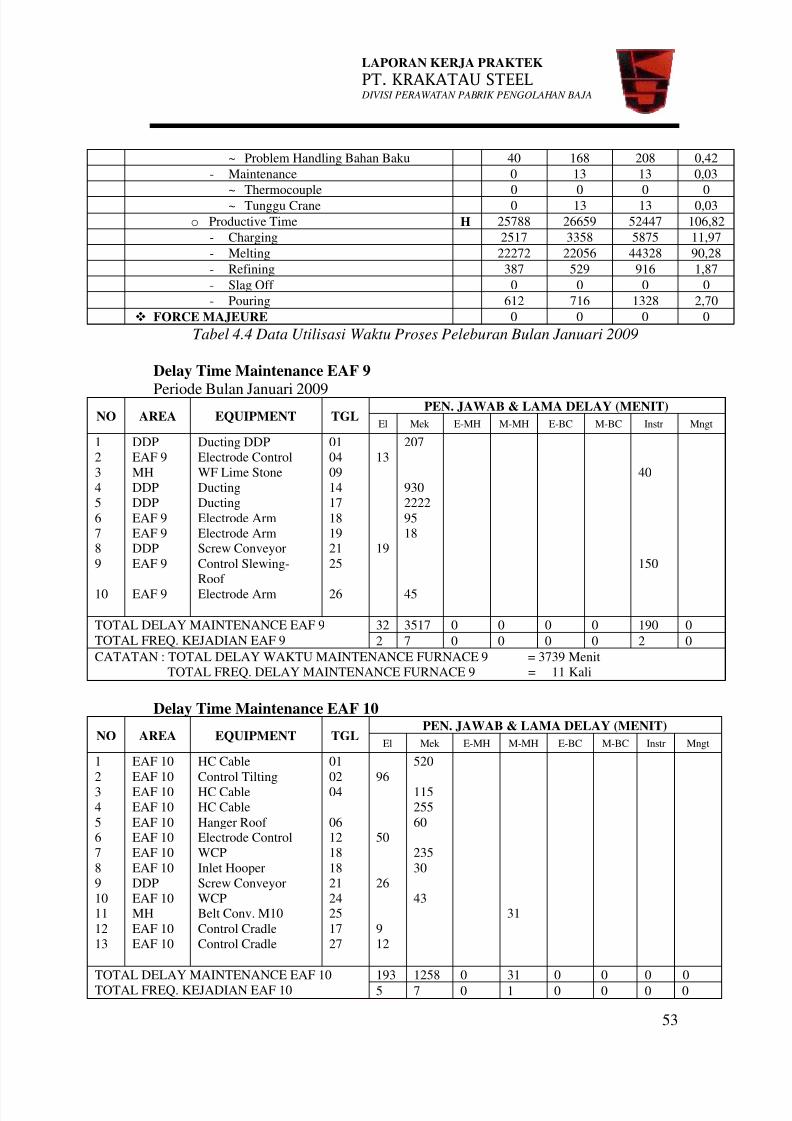
~ Problem Handling Bahan Baku 40 168 208 0,42
- Maintenance 0 13 13 0,03
~
Thermocouple 0 0 0 0~ Tunggu Crane 0 13 13 0,03
o Productive Time H 25788 26659 52447 106,82
- Charging 2517 3358 5875 11,97
- Melting 22272 22056 44328 90,28
- Refining 387 529 916 1,87
- Slag Off 0 0 0 0
- Pouring 612 716 1328 2,70
FORCE MAJEURE 0 0 0 0
Tabel 4.4 Data Utilisasi Waktu Proses Peleburan Bulan Januari 2009
Delay Time Maintenance EAF 9
Periode Bulan Januari 2009NO AREA EQUIPMENT TGL
PEN. JAWAB & LAMA DELAY (MENIT)
El Mek E-MH M-MH E-BC M-BC Instr Mngt
1
2
3
4
5
6
78
9
10
DDP
EAF 9
MH
DDP
DDP
EAF 9
EAF 9DDP
EAF 9
EAF 9
Ducting DDP
Electrode Control
WF Lime Stone
Ducting
Ducting
Electrode Arm
Electrode ArmScrew Conveyor
Control Slewing-
Roof
Electrode Arm
01
04
09
14
17
18
1921
25
26
13
19
207
930
2222
95
18
45
40
150
TOTAL DELAY MAINTENANCE EAF 9
TOTAL FREQ. KEJADIAN EAF 9
32 3517 0 0 0 0 190 0
2 7 0 0 0 0 2 0
CATATAN : TOTAL DELAY WAKTU MAINTENANCE FURNACE 9 = 3739 Menit
TOTAL FREQ. DELAY MAINTENANCE FURNACE 9 = 11 Kali
Delay Time Maintenance EAF 10
NO AREA EQUIPMENT TGLPEN. JAWAB & LAMA DELAY (MENIT)
El Mek E-MH M-MH E-BC M-BC Instr Mngt
1
2
3
4
56
7
8
9
1011
12
13
EAF 10
EAF 10
EAF 10
EAF 10
EAF 10EAF 10
EAF 10
EAF 10
DDP
EAF 10MH
EAF 10
EAF 10
HC Cable
Control Tilting
HC Cable
HC Cable
Hanger Roof Electrode Control
WCP
Inlet Hooper
Screw Conveyor
WCPBelt Conv. M10
Control Cradle
Control Cradle
01
02
04
0612
18
18
21
2425
17
27
96
50
26
9
12
520
115
255
60
235
30
4331
TOTAL DELAY MAINTENANCE EAF 10
TOTAL FREQ. KEJADIAN EAF 10
193 1258 0 31 0 0 0 0
5 7 0 1 0 0 0 0
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 19/34
54
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
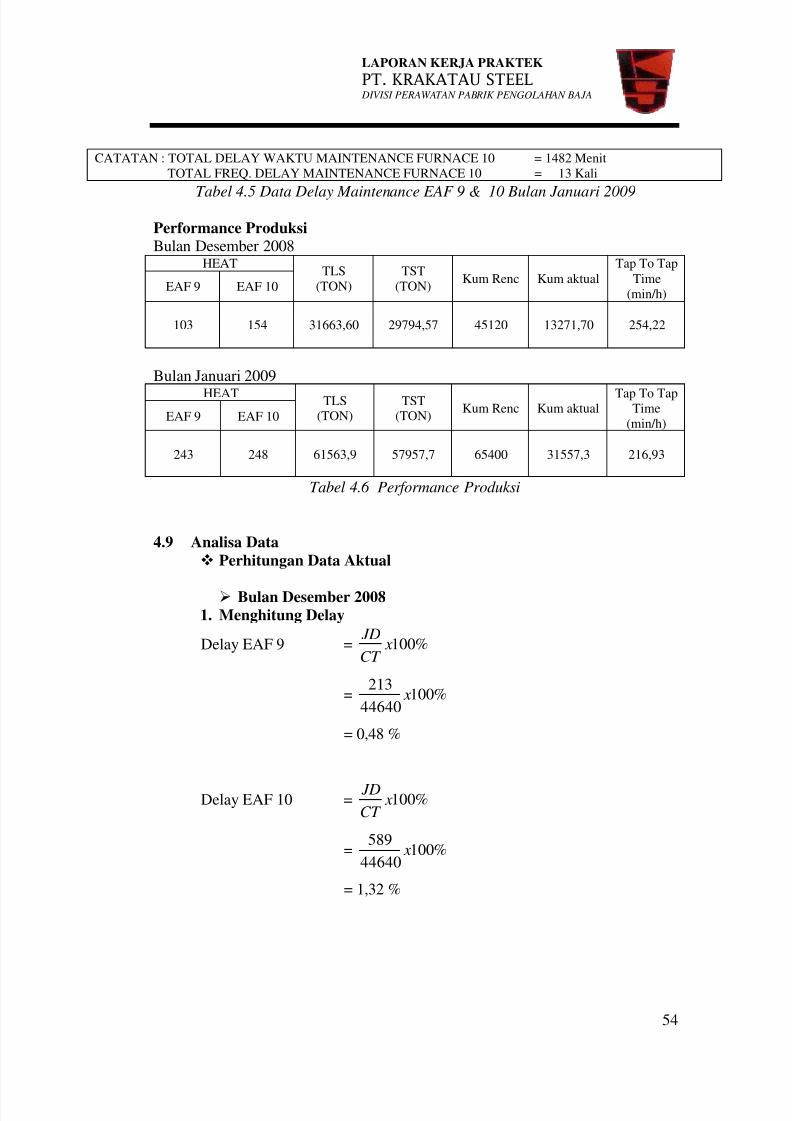
CATATAN : TOTAL DELAY WAKTU MAINTENANCE FURNACE 10 = 1482 Menit
TOTAL FREQ. DELAY MAINTENANCE FURNACE 10 = 13 Kali
Tabel 4.5 Data Delay Maintenance EAF 9 & 10 Bulan Januari 2009
Performance Produksi
Bulan Desember 2008HEAT
TLS
(TON)
TST
(TON)Kum Renc Kum aktual
Tap To Tap
Time
(min/h)EAF 9 EAF 10
103 154 31663,60 29794,57 45120 13271,70 254,22
Bulan Januari 2009
HEAT TLS(TON)
TST(TON)
Kum Renc Kum aktualTap To Tap
Time
(min/h)EAF 9 EAF 10
243 248 61563,9 57957,7 65400 31557,3 216,93
Tabel 4.6 Performance Produksi
4.9 Analisa Data
Perhitungan Data Aktual
Bulan Desember 2008
1. Menghitung Delay
Delay EAF 9 = %100 xCT
JD
= %10044640
213 x
= 0,48 %
Delay EAF 10 = %100 xCT
JD
= %10044640
589 x
= 1,32 %
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 20/34
55
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
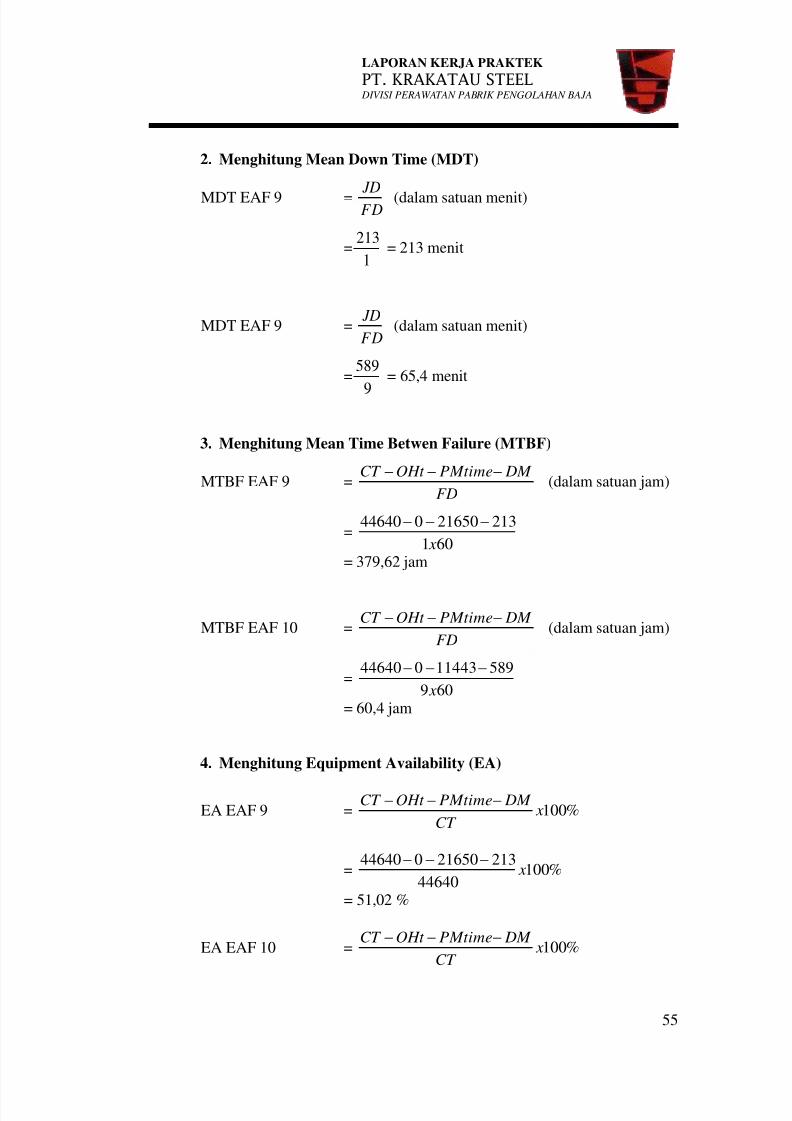
2. Menghitung Mean Down Time (MDT)
MDT EAF 9 =FD
JD(dalam satuan menit)
=1
213= 213 menit
MDT EAF 9 =FD
JD(dalam satuan menit)
=
9
589= 65,4 menit
3. Menghitung Mean Time Betwen Failure (MTBF)
MTBF EAF 9 =FD
DM PMtimeOHt CT
(dalam satuan jam)
=601
21321650044640
x
= 379,62 jam
MTBF EAF 10 =FD
DM PMtimeOHt CT
(dalam satuan jam)
=609
58911443044640
x
= 60,4 jam
4. Menghitung Equipment Availability (EA)
EA EAF 9 = %100 xCT
DM PMtimeOHt CT
= %10044640
21321650044640 x
= 51,02 %
EA EAF 10 = %100 xCT
DM PMtimeOHt CT
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 21/34
56
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
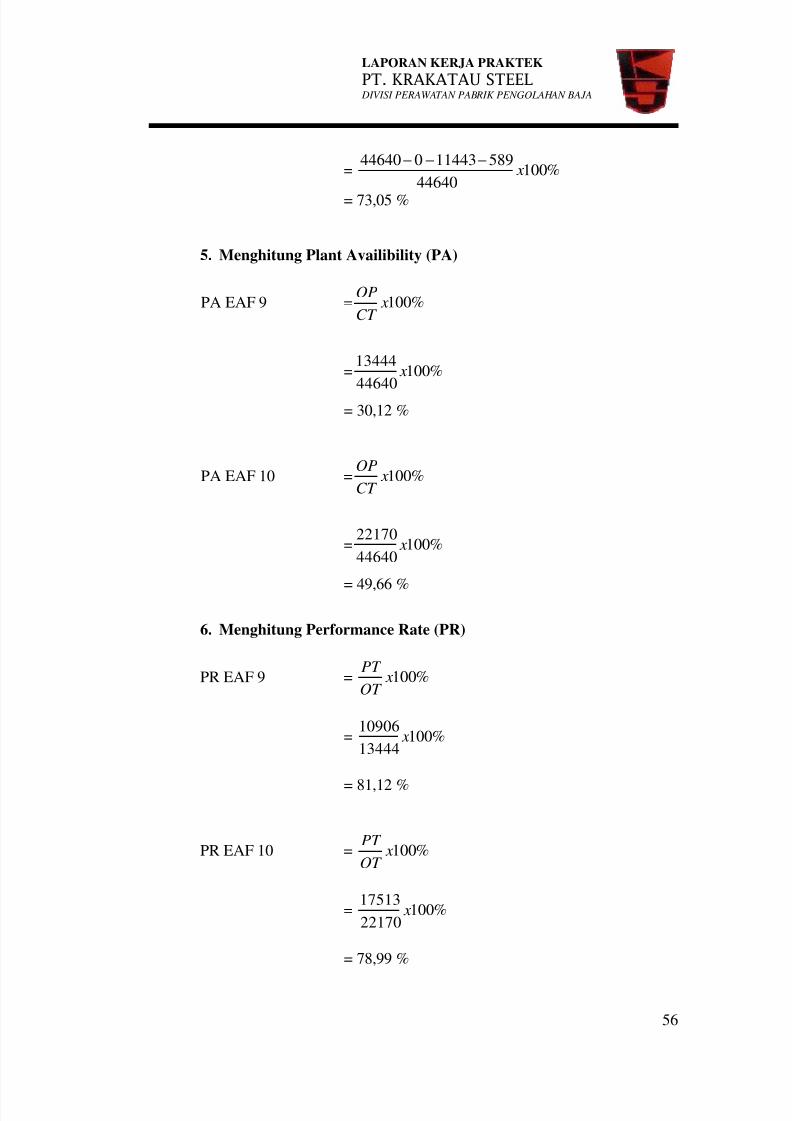
= %10044640
58911443044640 x
= 73,05 %
5. Menghitung Plant Availibility (PA)
PA EAF 9 = %100 xCT
OP
= %10044640
13444 x
= 30,12 %
PA EAF 10 = %100 xCT
OP
= %10044640
22170 x
= 49,66 %
6. Menghitung Performance Rate (PR)
PR EAF 9 = %100 xOT
PT
= %10013444
10906 x
= 81,12 %
PR EAF 10 = %100 xOT
PT
= %10022170
17513 x
= 78,99 %
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 22/34
57
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
7. Menghitung Quality Rate (QR)
QR EAF 9 = %100 x JBB
JP
= %10097,14340
40,12773 x
= 89,07 %
QR EAF 10 = %100 x
JBB
JP
= %10083,21441
20,18717 x
= 87,29 %
8. Menghitung Overal Plant Effectiveness (OPE)
OPE EAF 9 = PA x PR x QR (dalam satuan %)
= 0,301x0,811x0,890x100%
= 21,7 %
OPE EAF 10 = PA x PR x QR (dalam satuan %)
= 0,496x0,789x0,872x100%
= 34,13 %
9. Menghitung Tap To Tap Time
Tap To Tap Time EAF 9 = JH
LT (dalam satuan menit/heat)
=103
13754
= 133,5 menit/Heat
Tap To Tap Time EAF 10 =
JH
LT (dalam satuan menit/heat)
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 23/34
58
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
=154
22851
= 148,38 menit/Heat
10. Menghitung Yield EAF
TLS = Ton Liquid Steel = 31663,60 ton
TCT = Ton Charge Total = 35782,80 ton
Yield = %100 x
TCT
TLS
= %10080,35782
60,31663 x
= 88,48 %
Bulan Januari 2009
1. Menghitung Delay
Delay EAF 9 = %100 xCT
JD
= %10044640
3739 x
= 8,38 %
Delay EAF 10 = %100 xCT
JD
= %10044640
1482 x
= 3,32 %
2. Menghitung Mean Down Time (MDT)
MDT EAF 9 =FD
JD(dalam satuan menit)
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 24/34
59
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
=11
3739= 339,9 menit
MDT EAF 9 =FD
JD(dalam satuan menit)
=13
1482= 114 menit
3. Menghitung Mean Time Betwen Failure (MTBF)
MTBF EAF 9 =FD
DM PMtimeOHt CT (dalam satuan jam)
=6011
37394119044640
x
= 55,73 jam
MTBF EAF 10 =FD
DM PMtimeOHt CT
(dalam satuan jam)
=6013
14824386044640
x
= 49,71 jam
4. Menghitung Equipment Availability (EA)
EA EAF 9 = %100 xCT
DM PMtimeOHt CT
= %10044640
37394119044640 x
= 82,39 %
EA EAF 10 = %100 xCT
DM PMtimeOHt CT
= %10044640
14824386044640 x
= 86,85 %
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 25/34
60
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
5. Menghitung Plant Availibility (PA)
PA EAF 9 = %100 xCT
OP
= %10044640
31025 x
= 69,5 %
PA EAF 10 = %100 x
CT
OP
= %10044640
32461 x
= 72,71 %
6. Menghitung Performance Rate (PR)
PR EAF 9 =%100 x
OT
PT
= %10031025
25788 x
= 83,1 %
PR EAF 10 = %100 xOT
PT
= %10032461
26659 x
= 82,1 %
7. Menghitung Quality Rate (QR)
QR EAF 9 =%100 x
JBB
JP
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 26/34
61
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
= %1002,34447
30610 x
= 88,86 %
QR EAF 10 = %100 x JBB
JP
= %10035156
1,30953 x
= 88,05 %
8. Menghitung Overal Plant Effectiveness (OPE)
OPE EAF 9 = PA x PR x QR (dalam satuan %)
= 0,695x0,831x0,888x100%
= 51,32 %
OPE EAF 10 = PA x PR x QR (dalam satuan %)
= 0,727x0,821x0,880x100%
= 52,52 %
9. Menghitung Tap To Tap Time
Tap To Tap Time EAF 9 = JH
LT (dalam satuan menit/heat)
=243
35553
= 146,31 menit/Heat
Tap To Tap Time EAF 10 = JH
LT (dalam satuan menit/heat)
=248
34995
= 141,11 menit/Heat
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 27/34
62
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
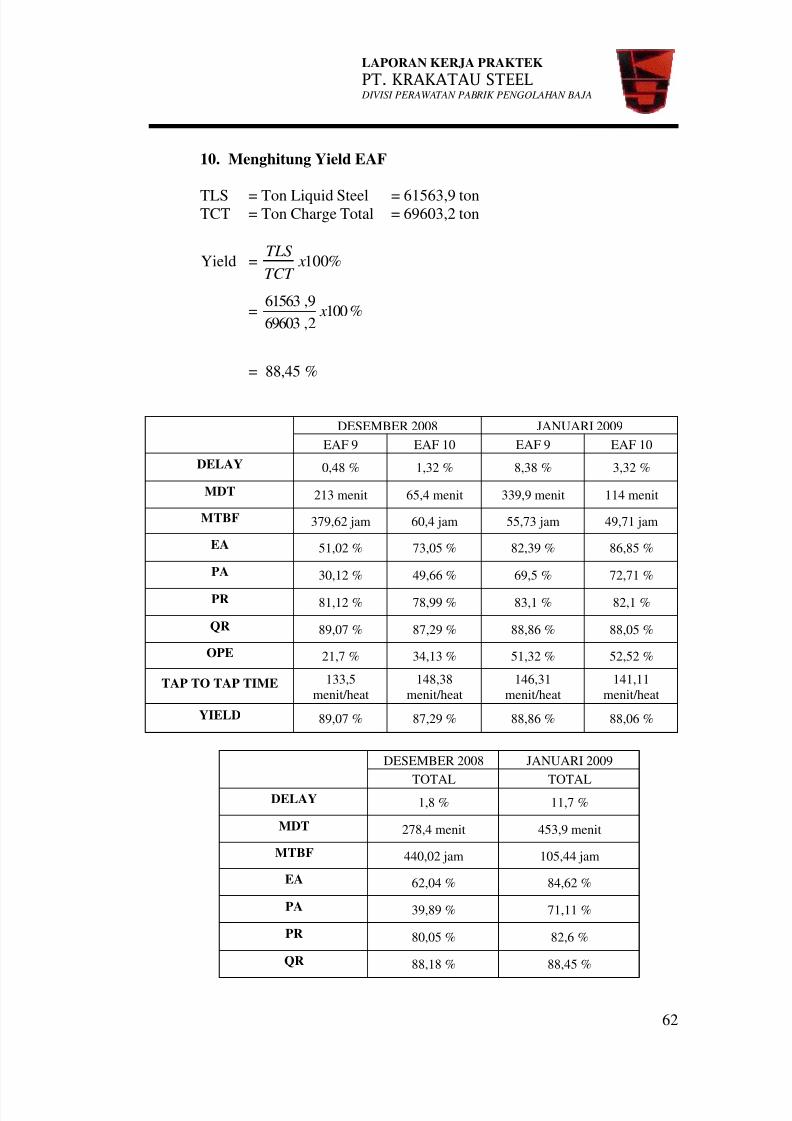
10. Menghitung Yield EAF
TLS = Ton Liquid Steel = 61563,9 tonTCT = Ton Charge Total = 69603,2 ton
Yield = %100 xTCT
TLS
= %1002,69603
9,61563 x
= 88,45 %
DESEMBER 2008 JANUARI 2009
EAF 9 EAF 10 EAF 9 EAF 10
DELAY 0,48 % 1,32 % 8,38 % 3,32 %
MDT 213 menit 65,4 menit 339,9 menit 114 menit
MTBF 379,62 jam 60,4 jam 55,73 jam 49,71 jam
EA 51,02 % 73,05 % 82,39 % 86,85 %
PA 30,12 % 49,66 % 69,5 % 72,71 %
PR 81,12 % 78,99 % 83,1 % 82,1 %
QR 89,07 % 87,29 % 88,86 % 88,05 %
OPE 21,7 % 34,13 % 51,32 % 52,52 %
TAP TO TAP TIME 133,5
menit/heat
148,38
menit/heat
146,31
menit/heat
141,11
menit/heat
YIELD 89,07 % 87,29 % 88,86 % 88,06 %
DESEMBER 2008 JANUARI 2009
TOTAL TOTALDELAY 1,8 % 11,7 %
MDT 278,4 menit 453,9 menit
MTBF 440,02 jam 105,44 jam
EA 62,04 % 84,62 %
PA 39,89 % 71,11 %
PR 80,05 % 82,6 %
QR 88,18 % 88,45 %
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 28/34
63
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
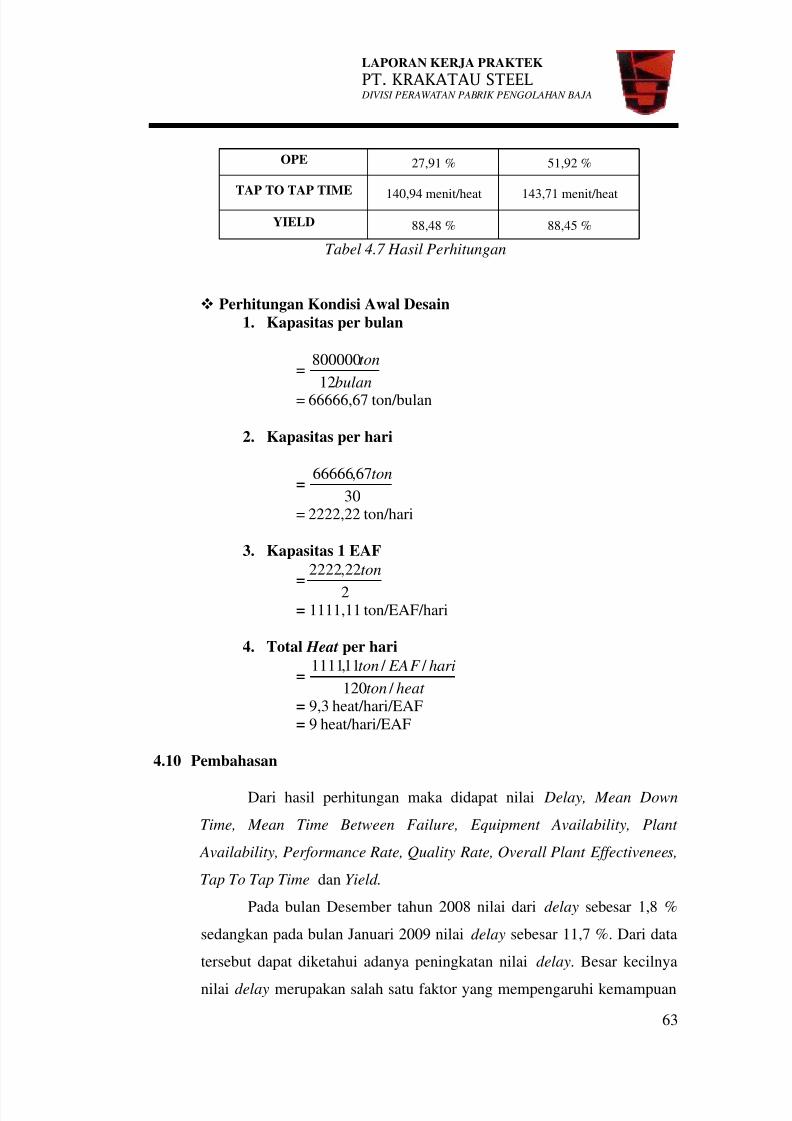
OPE 27,91 % 51,92 %
TAP TO TAP TIME 140,94 menit/heat 143,71 menit/heat
YIELD 88,48 % 88,45 %
Tabel 4.7 Hasil Perhitungan
Perhitungan Kondisi Awal Desain
1. Kapasitas per bulan
=bulan
ton
12
800000
= 66666,67 ton/bulan
2. Kapasitas per hari
=30
67,66666 ton
= 2222,22 ton/hari
3. Kapasitas 1 EAF
=2
22,2222 ton
= 1111,11 ton/EAF/hari
4. Total Heat per hari
=heat ton
hari EAF ton
/ 120
/ / 11,1111
= 9,3 heat/hari/EAF= 9 heat/hari/EAF
4.10 Pembahasan
Dari hasil perhitungan maka didapat nilai Delay, Mean Down
Time, Mean Time Between Failure, Equipment Availability, Plant
Availability, Performance Rate, Quality Rate, Overall Plant Effectivenees,
Tap To Tap Time dan Yield.
Pada bulan Desember tahun 2008 nilai dari delay sebesar 1,8 %
sedangkan pada bulan Januari 2009 nilai delay sebesar 11,7 %. Dari data
tersebut dapat diketahui adanya peningkatan nilai delay. Besar kecilnya
nilai delay merupakan salah satu faktor yang mempengaruhi kemampuan
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 29/34
64
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
produksi jika nilai delay besar maka akan mengurangi Productive Time
yang tentunya akan berakibat pada menurunnya kemampuan produksi.
Delay terjadi ketika ada komponen atau mesin yang rusak sehingga perlu
perbaikan atau penggantian. Pada saat memperbaiki atau mengganti,
otomatis mesin harus dihentikan sementara. Yang berarti proses produksi
juga berhenti sementara sehingga produksi tidak maksimal.
Mean Down Time (MDT) bulan Desember 2008 sebesar 278,4
menit dan pada bulan Januari 2009 naik menjadi 453,9 menit. Peningkatan
nilai MDT ini juga merupakan salah satu faktor yang bisa menurunkan
kemampuan produksi. Mean Down Time atau juga Mean Time to Repair
yaitu merupakan lamanya waktu perbaikan. Dari pengertian ini dapat
ditarik kesimpulan jika nilai MDT semakin banyak yang berarti waktu
untuk perbaikan semakin banyak maka kemampuan atau efisiensi produksi
akan menurun.
Komponen yang mempengaruhi MDT adalah jumlah delay dan
frequensi delay. Delay didapat dari waktu perbaikan.Hal ini sesuai dengan
rumus untuk mencari MDT yaitu:
MDT =FD
JD(dalam satuan menit)
Dimana; JD adalah jumlah delay dan FD adalah frequensi delay. Pada
bulan Desember 2008 jumlah delay sebesar 802 menit dengan frequensi
delay sebanyak 10 kali sedangkan pada bulan Januari 2009 jumlah delay
sebesar 5221 menit dan frequensi delay sebanyak 24 kali. Nilai delay pada
bulan Januari 2009 yang lebih banyak menjadikan MDT bulan Januari
lebih besar dari bulan Desember 2008.
Mean Time Between Failure (MTBF) merupakan lamanya waktu
suatu mesin mengalami kerusakan kembali setelah diperbaiki. Nilai MTBF
pada bulan Desember adalah 440,02 jam dan menurun menjadi 105,44 jam
pada bulan Januari 2009. Dengan demikian MTBF mengalami penurunan
sebesar 334,58 jam yang berarti pula bahwa ketahanan mesin menurun
karena mengalami banyak gangguan.
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 30/34
65
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
Equipment Availibility pada bulan Desember 2008 mencapai nilai
62,04 % dan meningkat pada bulan Januari 2009 menjadi 84,62 %.
Faktor-faktor yang mempengaruhi Equipment Availability adalah:
Calender Time
Overhaul Time
Predictive Maintenance Time
Delay Maintenance
Equipment Availability sudah cukup bagus karena mengalami
peningkatan, namun perlu ditingkatkan lagi untuk memacu kemampuan
atau efisiensi produksi.
Plant Availibility mengalami kenaikan dari bulan Desember 2008
yang hanya 39,89 % menjadi 71,1 % pada bulan Januari 2009. Nilai
Plant Availability (PA) pada bulan Januari lebih tinggi dibandingkan
bulan Desember dikarenakan nilai Operating Time bulan Januari lebih
tinggi yaitu 63486 menit dibandingkan nilai Operating Time bulan
Desember 2008 yaitu 35614 menit. Nilai Operating Time ini berpengaruh
terhadap nilai Plant Availability sesuai dengan rumus :
Plant Availability = %100 xCT
OP
Dimana; OP adalah Operating Time dan CT adalah Calender Time. Plant
Availability dari dua bulan tersebut masih dikatakan rendah karena hanya
mencapai 39,89 %dan 71,1 %. Faktor yang mempengaruhi Operating
Time adalah:
Adjustment
Low Speed Idle Time
Productive Time
Performance Rate merupakan perbandingan antara Produktive
Time dan Operating Time dimana nilai yang dihasilkan merupakan
ukuran performa produksi. Jika nilai Produktive Time tinggi dan nilai
Operating Time-nya rendah maka Performance Rate akan memiliki nilai
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 31/34
66
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
yang tinggi juga. Nilai Performance Rate pada bulan Desember 2008
sebesar 80,05 % dan meningkat pada bulan Januari 2009 sebesar 82,6 %.
Nilai Performance Rate pada bulan Desember 2008 sangat rendah
dikarenakan Produktive Time-nya juga rendah yang hanya mencapai
28419 menit saja sementara nilai Operating Time-nya adalah 35614
menit. Jika Produktive Time ditingkatkan maka Performance Rate akan
naik dan akan meningkatkan kemampuan atau efisiensi produksi.
Quality rate dari hasil perhitungan bulan Desember 2008 dan bulan
Januari 2009 adalah 88,18 % dan 88,45 %. Quality Rate merupakan
perbandingan antara jumlah bahan baku dan jumlah produksi. Pada dapur
busur listrik ( Electric Arc Furnace) yang dimaksud jumlah bahan baku
adalah banyaknya bahan baku yang digunakan sebelum dilebur pada
dapur listrik, sedangkan jumlah produksi adalah banyaknya jumlah baja
cair yang dilebur. Jumlah produksi dinyatakan dengan satuan ton. Pada
bulan Desember 2008 jumlah produksi baja cair adalah 31663,60 ton
sedangkan pada bulan Januari 2009 jumlah produksi totalnya mencapai
61563 ton. Pada bulan Januari 2009 jumlah produksi mengalami
peningkatan karena Produktive Time-nya besar.
Overall Plant Effectiveness (OPE) merupakan gambaran kinerja
sebuah pabrik di luar kerja biaya biaya produksi. Esensi dari penilaian ini
adalah tuntutan efisiensi penggunaan waktu dengan tingkat produktivitas
optimal untuk menghasilkan produk yang baik.
Nilai OPE pada bulan Desember 2008 adalah 27,91 % sedangkan
pada bulan Januari 2009 adalah sebesar 51,92 %. Kedua nilai OPE ini
masih tergolong sangat rendah karena tidak mencapai angka lebih dari 75
%. Faktor yang mempengaruhi nilai OPE ini adalah:
Plant Availability
Performance Rate
Quality Rate
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 32/34
67
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
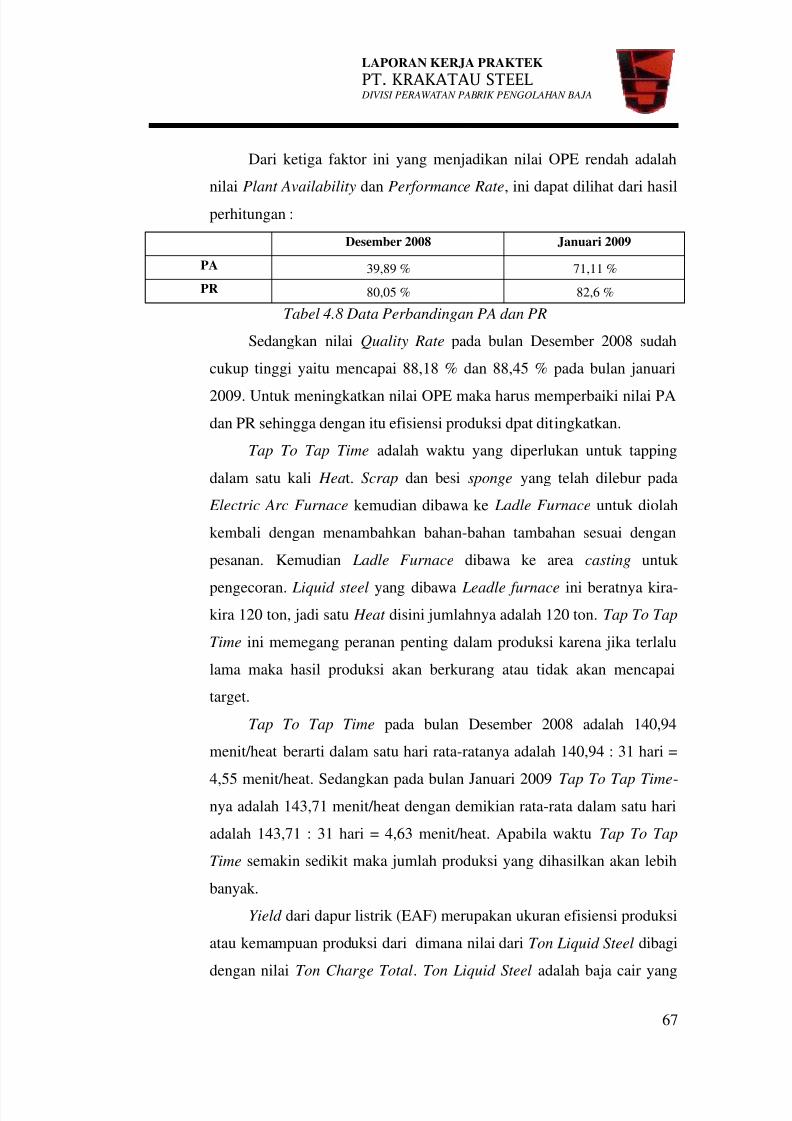
Dari ketiga faktor ini yang menjadikan nilai OPE rendah adalah
nilai Plant Availability dan Performance Rate, ini dapat dilihat dari hasil
perhitungan :
Tabel 4.8 Data Perbandingan PA dan PR
Sedangkan nilai Quality Rate pada bulan Desember 2008 sudah
cukup tinggi yaitu mencapai 88,18 % dan 88,45 % pada bulan januari
2009. Untuk meningkatkan nilai OPE maka harus memperbaiki nilai PA
dan PR sehingga dengan itu efisiensi produksi dpat ditingkatkan.
Tap To Tap Time adalah waktu yang diperlukan untuk tapping
dalam satu kali Heat. Scrap dan besi sponge yang telah dilebur pada
Electric Arc Furnace kemudian dibawa ke Ladle Furnace untuk diolah
kembali dengan menambahkan bahan-bahan tambahan sesuai dengan
pesanan. Kemudian Ladle Furnace dibawa ke area casting untuk
pengecoran. Liquid steel yang dibawa Leadle furnace ini beratnya kira-
kira 120 ton, jadi satu Heat disini jumlahnya adalah 120 ton. Tap To Tap
Time ini memegang peranan penting dalam produksi karena jika terlalu
lama maka hasil produksi akan berkurang atau tidak akan mencapai
target.
Tap To Tap Time pada bulan Desember 2008 adalah 140,94
menit/heat berarti dalam satu hari rata-ratanya adalah 140,94 : 31 hari =
4,55 menit/heat. Sedangkan pada bulan Januari 2009 Tap To Tap Time-nya adalah 143,71 menit/heat dengan demikian rata-rata dalam satu hari
adalah 143,71 : 31 hari = 4,63 menit/heat. Apabila waktu Tap To Tap
Time semakin sedikit maka jumlah produksi yang dihasilkan akan lebih
banyak.
Yield dari dapur listrik (EAF) merupakan ukuran efisiensi produksi
atau kemampuan produksi dari dimana nilai dari Ton Liquid Steel dibagi
dengan nilai Ton Charge Total. Ton Liquid Steel adalah baja cair yang
Desember 2008 Januari 2009
PA 39,89 % 71,11 %
PR 80,05 % 82,6 %
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 33/34
68
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
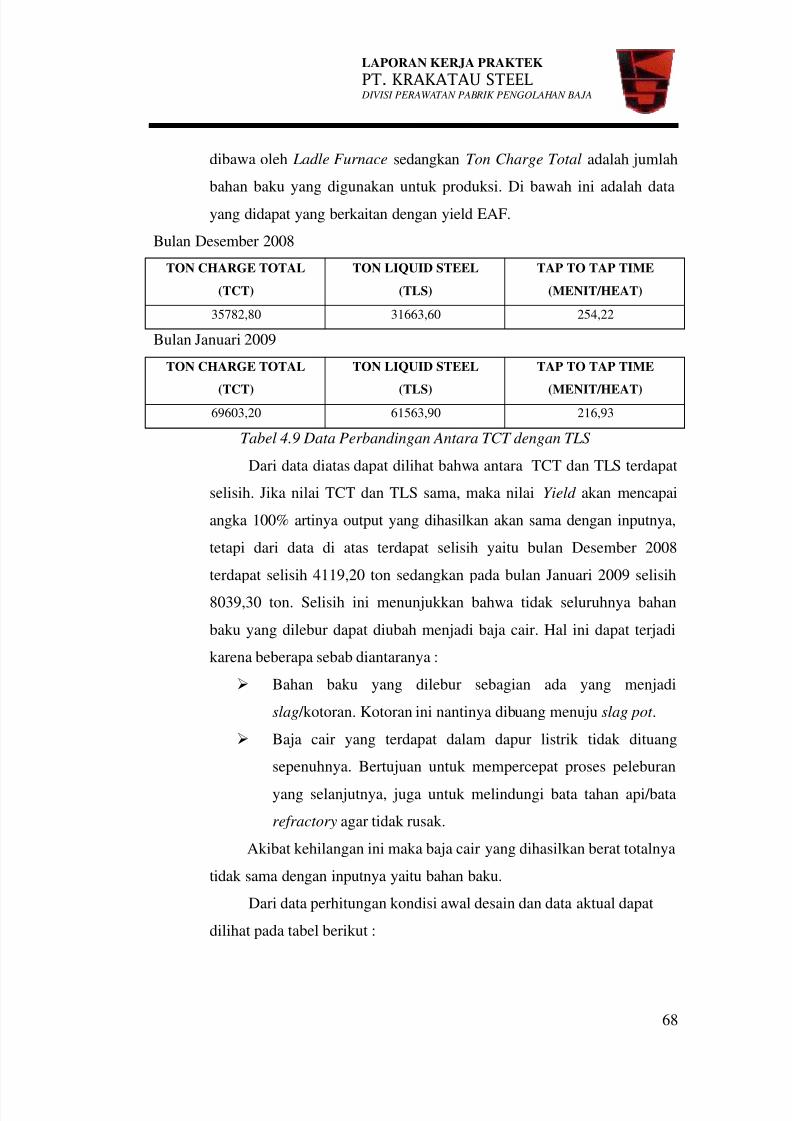
dibawa oleh Ladle Furnace sedangkan Ton Charge Total adalah jumlah
bahan baku yang digunakan untuk produksi. Di bawah ini adalah data
yang didapat yang berkaitan dengan yield EAF.
Bulan Desember 2008
TON CHARGE TOTAL
(TCT)
TON LIQUID STEEL
(TLS)
TAP TO TAP TIME
(MENIT/HEAT)
35782,80 31663,60 254,22
Bulan Januari 2009
TON CHARGE TOTAL
(TCT)
TON LIQUID STEEL
(TLS)
TAP TO TAP TIME
(MENIT/HEAT)
69603,20 61563,90 216,93
Tabel 4.9 Data Perbandingan Antara TCT dengan TLS
Dari data diatas dapat dilihat bahwa antara TCT dan TLS terdapat
selisih. Jika nilai TCT dan TLS sama, maka nilai Yield akan mencapai
angka 100% artinya output yang dihasilkan akan sama dengan inputnya,
tetapi dari data di atas terdapat selisih yaitu bulan Desember 2008
terdapat selisih 4119,20 ton sedangkan pada bulan Januari 2009 selisih
8039,30 ton. Selisih ini menunjukkan bahwa tidak seluruhnya bahan
baku yang dilebur dapat diubah menjadi baja cair. Hal ini dapat terjadi
karena beberapa sebab diantaranya :
Bahan baku yang dilebur sebagian ada yang menjadi
slag /kotoran. Kotoran ini nantinya dibuang menuju slag pot .
Baja cair yang terdapat dalam dapur listrik tidak dituang
sepenuhnya. Bertujuan untuk mempercepat proses peleburan
yang selanjutnya, juga untuk melindungi bata tahan api/bata
refractory agar tidak rusak.
Akibat kehilangan ini maka baja cair yang dihasilkan berat totalnya
tidak sama dengan inputnya yaitu bahan baku.
Dari data perhitungan kondisi awal desain dan data aktual dapat
dilihat pada tabel berikut :
7/31/2019 manajemen utilitas waktu
http://slidepdf.com/reader/full/manajemen-utilitas-waktu 34/34
LAPORAN KERJA PRAKTEK
PT. KRAKATAU STEEL DIVISI PERAWATAN PABRIK PENGOLAHAN BAJA
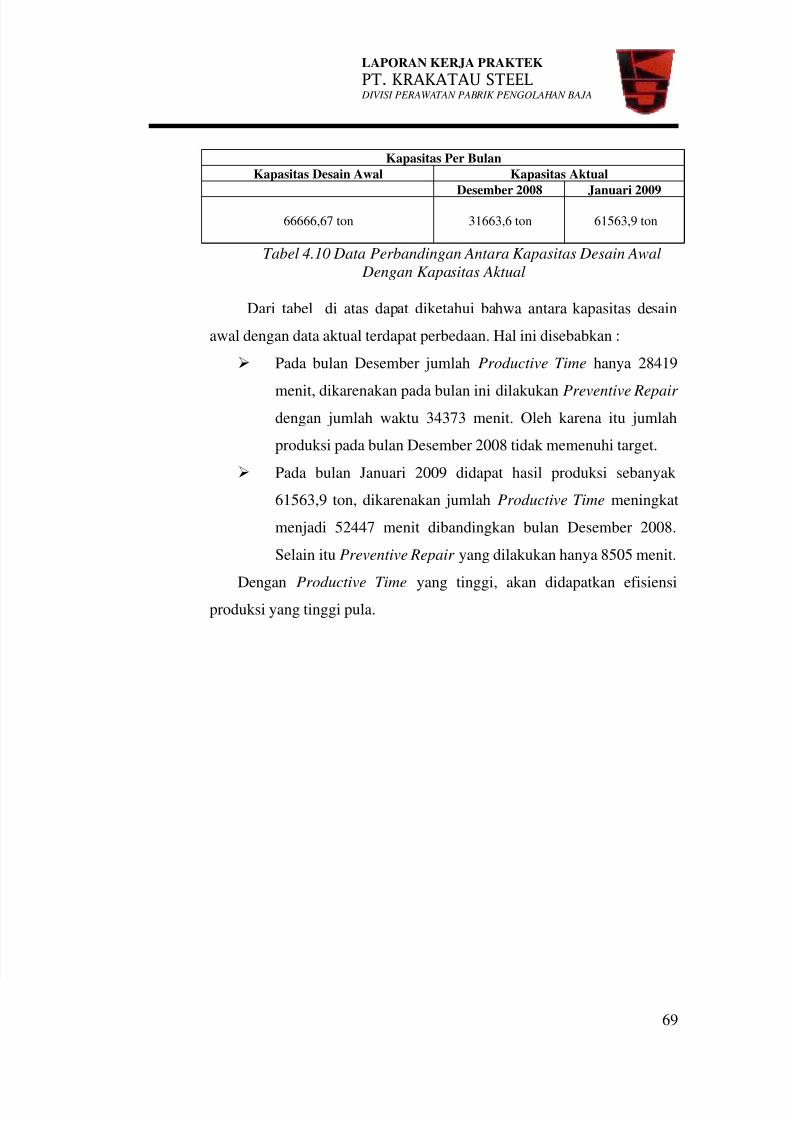
Kapasitas Per Bulan
Kapasitas Desain Awal Kapasitas Aktual
Desember 2008 Januari 2009
66666,67 ton 31663,6 ton 61563,9 ton
Tabel 4.10 Data Perbandingan Antara Kapasitas Desain Awal
Dengan Kapasitas Aktual
Dari tabel di atas dapat diketahui bahwa antara kapasitas desain
awal dengan data aktual terdapat perbedaan. Hal ini disebabkan :
Pada bulan Desember jumlah Productive Time hanya 28419
menit, dikarenakan pada bulan ini dilakukan Preventive Repair
dengan jumlah waktu 34373 menit. Oleh karena itu jumlah
produksi pada bulan Desember 2008 tidak memenuhi target.
Pada bulan Januari 2009 didapat hasil produksi sebanyak
61563,9 ton, dikarenakan jumlah Productive Time meningkat
menjadi 52447 menit dibandingkan bulan Desember 2008.
Selain itu Preventive Repair yang dilakukan hanya 8505 menit.
Dengan Productive Time yang tinggi, akan didapatkan efisiensiproduksi yang tinggi pula.
Related Documents











