KATA PENGANTAR Pengelasan dapat diartikan dengan proses penyambungan dua buah logam sampai titik luluh dengan atau tanpa menggunakan bahan tambah dan energi panas sebagai pencair bahan yang di las.Pengelasan juga dapat diartikan sebagai ikatan tetap dari benda yang dipanaskan.Pengelasan bukan hanya memanaskan dua bagian benda sampai mencair dan membiarkan membeku kembali,tetapi membuat logam yang utuh dengan cara memberikan bahan tambah atau elektroda pada saat dipanaskan sehingga mempunyai kekuatan seperti yang diinginkan.Kekuatan sambungan las dipengaruhi beberapa faktor antara lain,prosedur pengelasan,bahan,elektroda dan jenis kampuh yang digunakan. Dengan adanya proses pengelasan maka kita dapat dengan mudah melakukan penyambungan dua logam dengan lebih efisien dan terjamin kekuatannya.Dalam makalah ini membahas tentang pengelasan GTAW atau Gas Tungsten Arc Welding yang dapat membantu para pembaca untuk mengetahui tentang pengelasan GTAW. Walaupun penjelasan dalam makalah ini tidaklah sangat lengkap,namun juga tidak sangat singkat sehingga secara keseluruhan kandungan isinya masih dapat dipertanggung jawabkan. Akhirnya semoga makalah ini dapat bermanfaat tidak hanya bagi para mahasiswa,tetapi juga bagi mereka yang ingin mengetahui dan belajar tentang pengelasan GTAW.Kepada para pembaca yang bersedia memberikan saran dan kritik konstruktif terhadap makalah ini penyusun sampaikan terimakasih. Surabaya,3 November 2013 GTAW(Gas Tungsten Arc Weiding) 1

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
KATA PENGANTAR
Pengelasan dapat diartikan dengan proses penyambungan dua buah logam sampai titik luluh dengan atau tanpa menggunakan bahan tambah dan energi panas sebagai pencair bahan yang di las.Pengelasan juga dapat diartikan sebagai ikatan tetap dari benda yang dipanaskan.Pengelasan bukan hanya memanaskan dua bagian benda sampai mencair dan membiarkan membeku kembali,tetapi membuat logam yang utuh dengan cara memberikan bahan tambah atau elektroda pada saat dipanaskan sehingga mempunyai kekuatan seperti yang diinginkan.Kekuatan sambungan las dipengaruhi beberapa faktor antara lain,prosedur pengelasan,bahan,elektroda dan jenis kampuh yang digunakan.
Dengan adanya proses pengelasan maka kita dapat dengan mudah melakukan penyambungan dua logam dengan lebih efisien dan terjamin kekuatannya.Dalam makalah ini membahas tentang pengelasan GTAW atau Gas Tungsten Arc Welding yang dapat membantu para pembaca untuk mengetahui tentang pengelasan GTAW. Walaupun penjelasan dalam makalah ini tidaklah sangat lengkap,namun juga tidak sangat singkat sehingga secara keseluruhan kandungan isinya masih dapat dipertanggung jawabkan.
Akhirnya semoga makalah ini dapat bermanfaat tidak hanya bagi para mahasiswa,tetapi juga bagi mereka yang ingin mengetahui dan belajar tentang pengelasan GTAW.Kepada para pembaca yang bersedia memberikan saran dan kritik konstruktif terhadap makalah ini penyusun sampaikan terimakasih.
Surabaya,3 November 2013
Penyusun
1
DAFTAR ISI
KATA PENGANTAR.......................................................................................1
DAFTAR ISI.....................................................................................................2
BAB I PENDAHULUAN.................................................................................3
1.1 Latar belakang.......................................................................................3
1.2 Rumusan masalah..................................................................................3
1.3 Tujuan penulisan...................................................................................4
1.4 Manfaat penulisan.................................................................................4
BAB II TINJAUAN PUSTAKA.......................................................................5
2.1 Definisi GTAW/TIG.............................................................................5
2.2 Proses pengelasan.................................................................................6
2.3 Peralatan yang digunakan pada proses las TIG....................................8
2.4 Elektroda Tungsten...............................................................................9
2.5 Keuntungan TIG...................................................................................9
2.6 Kelemahan TIG...................................................................................10
BAB III ISI.......................................................................................................11
3.1 Mesin las TIG.......................................................................................11
3.2 Elektroda las TIG.................................................................................14
3.3 Gas pelindung pada pengelasan TIG....................................................17
3.4 Brander las (torch)................................................................................19
3.5 Cara-cara pengelasan TIG.....................................................................20
3.6 Cacat las pada proses las TIG...............................................................24
BAB IV KESIMPULAN..............................................................................26DAFTAR PUSTAKA....................................................................................27
2
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pada akhir abad ke 19 teknik pengelasan sudah mulai berkembang dengan pesat. Hal ini disebabkan karena ditemukannya cara penggunaan tenaga listrik sebagai sumber panas dalam pengelasan. Sebelum perang dunia kedua proses pengelasan masih menggunakan gas sebagai sumber panasnya dan pada saat perang dunia kedua berlangsung telah banyak cara-cara pengelasan dengan tenaga listrik sebagai sumber panas yang ditemukan, sehingga pada saat ini hapir semua penyambungan logam untuk segala macam konstruksi dapat dilakukan dengan menggunakan proses pengelasan.
Proses pengelasan logam dengan tenaga listrik pada saat ini mulai sering di gunakan dalam penyambungan logam atau pembuatan konstruksi bangunan misalkan jembatan, bangunan kapal, rel kereta api dll. Proses pengelasan dengan tenaga listrik terdapat beberapa macam antara lain; SMAW, GTAW, SAW dll. Sehingga mendorong kami untuk mempelajari sistem pengelasan tersebut. Dalam makalah ini kami mendalami proses pengelasan GTAW (Gas Tungsten Arc Welding). GTAW adalah sebuah Proses mancairkan dan menggabungkan logam dengan memanaskan logam melalui busur yang dipasang antara elektroda tungsten dan logam. atau Gas Tungsten Arc Welding (GTAW) atau sering juga disebut Tungsten Inert Gas (TIG) merupakan salah satu dari bentuk las busur listrik (Arc Welding) yang menggunakan inert gas sebagai pelindung dengan tungsten atau wolfram sebagai elektrode-nya.(TIG) Tungsten Inert Gas, Tungsten adalah bahan elektroda yang berfungsi sebagai penghantar arus listrik, Inert Gas adalah sejenis gas dari golongan gas mulia. Sehingga Tungsten Inert Gas dapat diartikan sebagai pengelasan menggunakan elektroda yang dilindungi atau diselubungi oleh gas mulia.
1.2 Rumusan Masalah
1. Bagaimana Proses pengelasan GTAW/TIG?
2. Mengapa welder memilih pengelasan GTAW/TIG?
3. Bagaimana pengaruh elektroda las terhadap hasil pengelasan GTAW/TIG?
4. Bagaimana prosedur pengelasan GTAW/TIG yang aman (yang memenuhi standart Keselamatan dan Kesehatan Kerja)?
3
1.3 Tujuan Penulisan
1. Mendeskripsikan Proses Pengelasn GTAW/TIG.
2. Mendeskripsikan alasan welder memilih menggunakan pengelasan GTAW/TIG.
3. Mendeskripsikan pengaruh elektroda las terhadap hasil pengelasan GTAW/TIG.
4. Mendeskripsikan prosedur pengelasan GTAW/TIG yang aman (yang
memenuhi standart Keselamatan dan Kesehatan Kerja).
1.4 Manfaat Penulisan
1. Untuk Penulis. Memperdalam pengetahuan tentang proses pengelasan GTAW/TIG dan menyelesaikan tugas mata kuliah Teknologi Pengelasan dan Fibrikasi.
2. Untuk Pembaca. Diharapkan makalah ini dapat memberi informasi atau pengetahuan tentang proses pengelasan GTAW/TIG.
4
BAB II
TINJAUAN PUSTAKA
Pengelasan dapat diartikan dengan proses penyambungan dua buah logam sampai titik luluh dengan atau tanpa menggunakan bahan tambah dan energi panas sebagai pencair bahan yang di las.Pengelasan juga dapat diartikan sebagai ikatan tetap dari benda yang dipanaskan.Pengelasan bukan hanya memanaskan dua bagian benda sampai mencair dan membiarkan membeku kembali,tetapi membuat logam yang utuh dengan cara memberikan bahan tambah atau elektroda pada saat dipanaskan sehingga mempunyai kekuatan seperti yang diinginkan.Kekuatan sambungan las dipengaruhi beberapa faktor antara lain,prosedur pengelasan,bahan,elektroda dan jenis kampuh yang digunakan.
Pengaruh parameter pengelasan terhadap hasil pengelasan logam diantaranya,makin besar arus yang digunakan maka akan menaikkan impact strength untuk material SS 304.Pengujian vareasi arus juga di uji terhadap kekerasan dan pengujian tarik HAZ, mempunyai kekerasan paling tinggi untuk arus semakin besar dan kekuatan tarik semakin naik pada arus yang lebih tinggi.
2.1 Definisi GTAW/TIG
Gas Tungsten Arc Welding (GTAW) atau sering juga disebut Tungsten Inert Gas (TIG) merupakan salah satu dari bentuk las busur listrik (Arc Welding) yang menggunakan inert gas sebagai pelindung dengan tungsten atau wolfram sebagai elektrode. Pengelasan ini dikerjakan secara manual maupun otomatis serta tidak memerlukan fluks ataupun lapisan kawat las untuk melindungi sambungan. Elektrode pada GTAW termasuk elektrode tidak terumpan (non consumable) berfungsi sebagai tempat tumpuan terjadinya busur listrik. GTAW mampu menghasilkan las yang berkualitas tinggi pada hampir semua jenis logam mampu las. Biasanya ini digunakan pada stainless steel dan logam ringan lainnya seperti alumunium, magnesium dan lain-lain.hasil pengelasan pada teknik ini cukup baik tapi membutuhkan kemampuan yang tinggi. Metode pengelasan ini sebelumnya dikenal dengan nama Tungsten Inert Gas (TIG). Gas Inert yang biasa digunakan adalah wolfram untuk pelindung yang bagus sehingga atmosfir udara tidak masuk ke daerah lasan. Namun sekarang digunakan Co2 (tidak inert) karena lebih murah dan stabil.Elektroda tungsten bukan sebagai filler metal, sehingga perlu filler metal dari luar untuk mengisi gap sambungan. Filler metal bersama logam induk akan dicairkan oleh busur listrik yang terjadi antara elektroda dengan logam induk. Las busur yang menggunakan elektroda wolfram (elektroda tak terumpan) dikenal pula dengan sebutan las busur wolfram gas. Pada proses ini las dilindungi oleh selubung gas mulia yang dialirkan melalui pemegang elektroda.
Tenaga yang di butuhkan pada pengelasan TIG adalah tenaga listrik baik AC maupun DC. Tenaga listik hanya digunakan sebagai pemanas dan hanya untuk membuat busur nyala pada elektroda, bagian bagian pemdukung lainnya masih disuplai dari alat lain. peralatan yang sering digunakan sebagai pendukung dari las TIG ini adalah tabung gas Argon maupun gas lain yang dapat melindungi
5
proses pengelasan dari pengaruh udara luar. Pengelasan ini pertama kali ditemukan di USA (1940), berawal dari pengelasan paduan untuk bodi pesawat terbang. Prinsipnya adalah : Panas dari busur terjadi diantara elektrode tungsten dan logam induk akan meleburkan logam pengisi ke logam induk di mana busurnya dilindungi oleh gas mulia (Ar atau He) Las listrik TIG (Tungsten Inert Gas = Tungsten Gas Mulia) menggunakan elektroda wolfram yang bukan merupakan bahan tambah. Busur listrik yang terjadi antara ujung elektroda wolfram dan bahan dasar merupakan sumber panas, untuk pengelasan. Titik cair elektroda wolfram sedemikian tingginya sampai 3410° C, sehingga tidak ikut mencair pada saat terjadi busur listrik. Tangkai listrik dilengkapi dengan nosel keramik untuk penyembur gas pelindung yang melindungi daerah las dari luar pada saat pengelasan. Sebagian bahan tambah dipakai elektroda tampa selaput yang digerakkan dan didekatkan ke busur yang terjadi antara elektroda wolfram dengan bahan dasar. Sebagi gas pelindung dipakai gas inert seperti argon, helium atau campuran dari kedua gas tersebut yang pemakainnya tergantung dari jenis logam yang akan dilas. Tangkai las TIG biasanya didinginkan dengan air yang bersirkulasi.
2.2 Proses Pengelasan
Pengelasan ini bisa menggunakan arus bolak-balik ataupun arus searah, dimana pemilihan tergantung pada jenis logam yang dilas. Arus searah polaritas langsung digunakan untuk pengelasan baja, besi cor, paduan tembaga dan baja tahan karat, sedangkan polaritas terbalik jarang digunakan. Untuk arus bolak-balik banyak digunakan untuk pengelasan aluminium, magnesium, besi cor dan beberapa jenis logam lainnya. Proses ini banyak dilakukan untuk pengelasan pelat tipis karena biayanya akan mahal jika digunakan untuk pengelasan pelat tebal.
Proses pengelasan bisa dilakukan secara manual atau otomatis. Filler metal ditambahkan ke dalam daerah las dengan cara mengumpankan sebatang kawat polos. Teknik pengelasan ini mirip dengan proses las oxyfuel gas welding atau OAW, tetapi pada GTAW busur dan kawah las dilindungi dari pengaruh udara oleh selimut inert gas, biasanya argon, helium atau campuran keduanya. Inert gas disemburkan dari torch dan daerah-daerah disekitar elektroda tungsten. Hasil pengelasan dengan proses GTAW mempunyai permukaan halus, tanpa slag dan kandungan hydrogen rendah. Jenis lain proses GTAW adalah pulsed GTAW, yaitu dengan sumber listrik sehingga menghasilkan arus pengelasan pulsasi. Hal ini menghasilkan penetrasi dan kontrol kawah las yang lebih baik, terutama untuk mengelas root pass.
Pulsed GTAW bermanfaat untuk mengelas pipa pada posisi sulit seperti pada stainless steel dan non ferrous material seperti paduan nikel. GTAW sudah bisa dilakukan dengan cara otomatis. Proses secara otomatis ini butuh sumber listrik dan program kendali, sistim pengumpan kawat dan mesin pemandu gerak.
Proses ini sudah diaplikasikan untuk membuat las sekat pada tube-to-tubesheet dan las tumpul pada pipa-pipa heat exchanger. Butt weld pada pipa-pipa tebal dan besar pada pembangkit tenaga listrik, merupakan keberhasilan lain dari aplikasi GTAW otomatis. GTAW menggunakan pengumpanan kawat otomatis
6
disebut juga dengan cold wire TIG. Jenis lain dari proses GTAW otomatis disebut hot wire TIG. Pada hot wire TIG, kawat las mendapat tahanan panas yang berasal dari arus AC tegangan rendah untuk memperbesar kecepatan pengisian.
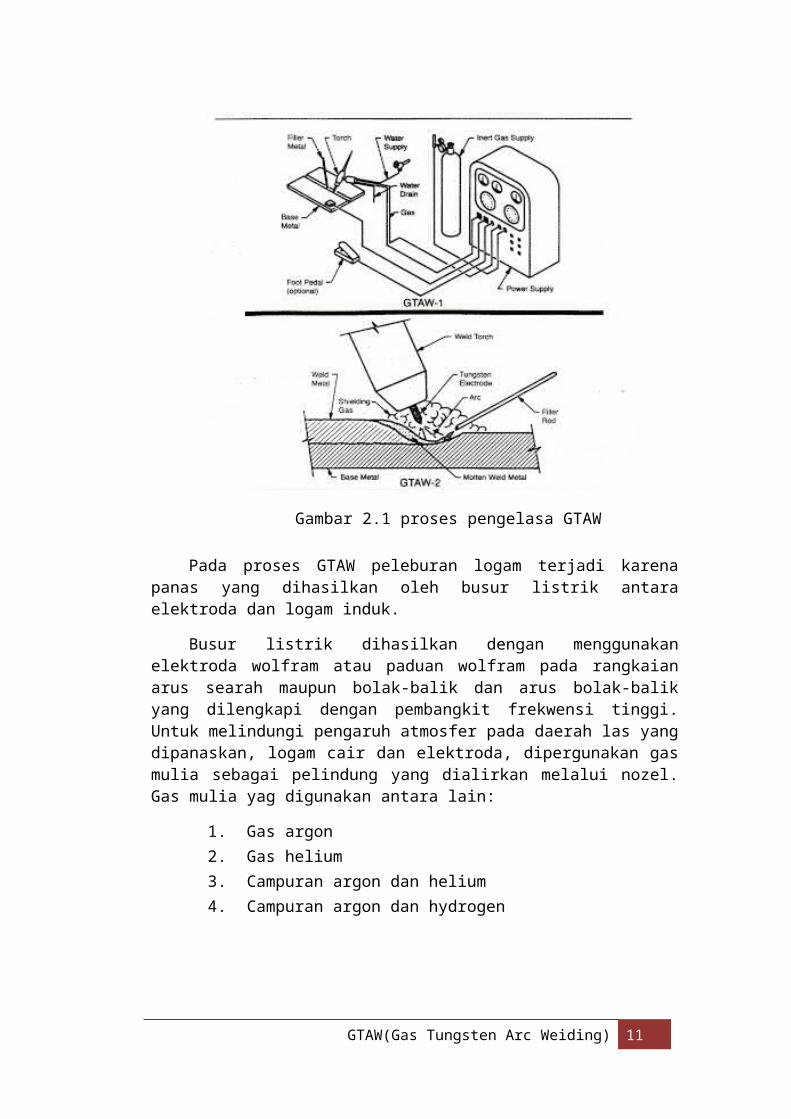
Pada proses GTAW peleburan logam terjadi karena panas yang dihasilkan oleh busur listrik antara elektroda dan logam induk.
Busur listrik dihasilkan dengan menggunakan elektroda wolfram atau paduan wolfram pada rangkaian arus searah maupun bolak-balik dan arus bolak-balik yang dilengkapi dengan pembangkit frekwensi tinggi. Untuk melindungi pengaruh atmosfer pada daerah las yang dipanaskan, logam cair dan elektroda, dipergunakan gas mulia sebagai pelindung yang dialirkan melalui nozel. Gas mulia yag digunakan antara lain:
1. Gas argon2. Gas helium3. Campuran argon dan helium4. Campuran argon dan hydrogen
7
Gambar 2.1 proses pengelasa GTAW
2.3 Peralatan yang digunakan pada proses las TIG
1. Mesin las AC/DC merupakan mesin las pembangkit arus AC/DC yang digunakan di dalam pengelasan las gas tungsten. Pemilihan arus AC atau DC biasanya tergantung pada jenis logam yang akan dilas.
2. Tabung gas lindung adalah tabung tempat penyimpanan gas lindung seperti argon dan helium yang digunakan di dalam mengelas gas tungsten.
3. Regulator gas lindung adalah adalah pengatur tekanan gas yang akan digunakan di dalam pengelasan gas tungsten. Pada regulator ini biasanya ditunjukkan tekanan kerja dan tekanan gas di dalam tabung.
4. Flowmeter untuk gas dipakai untuk menunjukkan besarnya aliran gas lindung yang dipakai di dalam pengelasan gas tungsten.
5. Selang gas dan perlengkapan pengikatnya berfungsi sebagai penghubung gas dari tabung menuju pembakar las. Sedangkan perangkat pengikat berfungsi mengikat selang dari tabung menuju mesin las dan dari mesin las menuju pembakar las.
6. Kabel elektroda dan selang berfungsi menghantarkan arus dari mesin las menuju stang las, begitu juga aliran gas dari mesin las menuju stang las. Kabel masa berfungsi untuk penghantar arus ke benda kerja.
7. Stang las (welding torch) berfungsi untuk menyatukan sistem las yang berupa penyalaan busur dan perlindungan gas lindung selama dilakukan proses pengelasan
8. Elektroda tungste berfungsi sebagai pembangkit busur nyala selama dilakukan pengelasan. Elektroda ini tidak berfungsi sebagai bahan tambah
9. Kawat las berfungsi sebagai bahan tambah. Tambahkan kawat las jika bahan dasar yang dipanasi dengan busur tungsten sudah mendekati cair.
10. Assesories pilihan dapat berupa sistem pendinginan air untuk pekerjaan pengelasan berat, rheostat kaki, dan pengatur waktu busur.
2.1.3 Pembakar las TIG terdiri dari :
1) Penyedia arus
2) Pengembali air pendingi
3) Penyedia air pendingin
4) Penyedia gas argon
5) Lubang gas argon ke luar
6) Pencekam elektroda
7) Moncong keramik atau logam
8
8) Elektroda tungsten
9) Semburan gas pelindung.
2.4 Elektroda Tungsten
Elektroda tungsten adalah elektroda tidak terumpan(nonconsumable electode) yang berfungsi sebagai pencipta busur nyala saja yang digunakan untuk mencairkan kawat las yang ditambahkan dari luar dan benda yang akan disambung menjadi satu kesatuan sambungan. Elektroda ini tidak berfungsi sebagai logam pengisi sambungan sebagaimana yang biasa dipakai pada elektroda batang las busur metal maupun elektroda gulungan pada las MIG.
Elektroda tungsten murni biasa digunakan untuk pengelasan AC pada pengelasan aluminium maupun magnesium. Elektroda tungsten thorium digunakan untuk pengelasan DC. Elektroda tungsten Zirconium digunakan untuk AC- HF Argon dan AC Balanced Wave Argon. Elektroda tungsten disediakan dalam berbagai ukuran diameter dan panjang. Untuk diameter dari mulai ukuran 0,254 mm sampai dengan 6,35 mm. Untuk panjang disediakan mulai dari 76,2 mm sampai dengan 609,6 mm.Pengasahan elektroda tungsten dilakukan membujur dengan arah putaran gerinda. Pengasahan dengan arah ini akan mempermudah aliran arus yang akan digunakan di dalam pengelasan, sebaliknya jika penggerindaan dilakukan melintang dengan arah putaran batu gerinda akan mengakibatkan terhambatnya jalannya arus yang digunakan untuk mengelas.
2.5 Keuntungan TIG
Keuntungan Proses GTAW menghasilkan pengelasan bermutu tinggi pada bahan-bahan ferrous dan non ferrous. Dengan teknik pengelasan yang tepat, semua pengotor yang berasal dari atmosfir dapat dihilangkan. Keuntungan utama dari proses ini yaitu, bisa digunakan untuk membuat root pass bermutu tinggi dari arah satu sisi pada berbagai jenis bahan. Oleh karena itu GTAW digunakan secara luas pada pengelasan pipa, dengan batasan arus mulai dari 5 hingga 300 amp, menghasilkan kemampuan lebih besar untuk mengatasi masalah pada posisi sambungan yang berubah-ubah seperti celah akar. Sebagai contoh, pada pipa tipis (dibawah 0,20 inci) dan logam-logam lembaran, arus bisa diatur cukup rendah sehingga pengendalian penetrasi dan pencegahan terjadinya terbakar tembus (burnt through) lebih mudah dari pada pengerjaan dengan proses menggunakan elektroda terbungkus. Kecepatan gerak yang lebih rendah dibandingkan dengan SMAW akan memudahkan pengamatan sehingga lebih mudah dalam mengendalikan logam las selama pengisian dan penyatuan.
Aplikasi pada pekerjaan. GTAW mempunyai keunggulan pada pengelasan pipa–pipa tipis dan tubing stainless steel diameter kecil, paduan nikel, paduan tembaga dan aluminum. Pada pengelasan pipa dinding tebal, GTAW sering kali dipakai pada root pass untuk pengelasan yang membutuhkan kualitas tinggi, seperti pada pipa-pipa tekanan tinggi dan temperatur tinggi dan pipa-pipa belokan
9
pada dapur pemanas. GTAW juga digunakan pada root pass apabila membutuhkan permukaan dalam yang licin, seperti pada pipa-pipa dalam acid service. Karena ada perlindungan inert gas terhadap pengelasan dan mudah dalam mengontrol proses las, membuat GTAW sering kali digunakan pada logam-logam reaktif seperti titanium dan magnesium. Pada pipa-pipa tipis, 0,125 inci atau kurang, bisa digunakan sambungan berbentuk persegi dan rapat. Root pass dikerjakan tanpa menambahkan filler metal (disebut dengan autogenous weld). Pada pipa-pipa tebal, bagian ujung sambungan mesti dibevel, diluruskan dan diberi celah (disebut dengan bukaan akar), kemudian ditambahkan filler metal selama pengelasan root pass. Sebagai pengganti filler metal, bisa juga disisipkan consumable insert (ring penahan) ke dalam sambungan, yang nantinya bersatu dengan root (sebagai filler metal tambahan).
2.6 Kelemahan TIG
Kelemahan utama proses las GTAW yaitu laju pengisian lebih rendah dibandingkan dengan proses las lain umpamanya SMAW. Disamping itu, GTAW butuh kontrol kelurusan sambungan yang lebih ketat, untuk menghasilkan pengelasan bermutu tinggi pada pengelasan dari arah satu sisi. GTAW juga butuh kebersihan sambungan yang lebih baik untuk menghilangkan minyak, grease, karat, dan kotoran-kotoran lain agar terhindar dari porosity dan cacat-cacat las lain. GTAW harus dilindungi secara berhati-hati dari kecepatan udara di atas 5 mph untuk mempertahankan perlindungan inert gas di atas kawah las. Pengelasan dengan consumable insert membutuhkan kontrol kelurusan sambungan yang teliti.
10
BAB III
ISI
Las TIG atau las busur adalah suatu pengelasan dimana gas dihembuskan kedaerah pengelasan untuk melindungi logam cair dari udara.Tujuan melindungi daerah pengelasan,yaitu untuk mencegah oksidasi yang terjadi karena bereaksinya logam cair dengan udara(oksigen).Oksida logam ini tidak diinginkan karena mengotori hasil pengelasan,dan oksida ini mempuyai titik cair yang sangat tinggi.
Las TIG didasari dari bentuk las listrik,jenis pengelasan ini tepat sekali untuk pengelasan aluminium,dan merupakan salah satu metoda pengelasan yang sangat diperlukan.Perlengkapan yang digunakan dalam proses pengelasan ini lebih lengkap,akan tetapi lebih mahal dari pada yang digunakan pada las listrik biasa,hal ini disebabkan,selain listrik diperlukan juga pendingin dan gas yang harus selalu cukup dan terkontrol.Jadi las TIG ini merupakan perbaikan dari proses las listrik.
TIG merupakan singkatan dari Tungsten Inert Gas,yang dapat diartikan sebagai pengelasan dengan elektroda yang dilindungi (diselubungi) gas mulia.Inert gas adalah sejenis gas mulia,gas ini berfungsi untuk menyelubungi logam cair(pada saat pengelasan) agar tidak ada kontak dengan udara luar.Busur elektroda dan daerah pengelasan diselubungi gas yang konstan untuk melindungi(menghilangkan) kemungkinan adanya pengotoran pada daerah pengelasan oleh oksigen dan nitrogen yang ada dalam udara.
Elektroda wolfram(tungsten) ini bertitik cair 6840oF(3800oC) dan hampir tidak bisa terbakar sama sekali pada saat pengelasan.Gas yang biasanya untuk melindungi daerah pengelasan adalah gas Helium atau Argon,yang kedua-duanya tidak akan bersenyawa(itulah sebabnya disebut gas mulia,inert gas).Gas argon biasnya lebih sering digunakan,sebab penggunaannya sesuai untuk pengelasan macam-macam logam murni maupun logam campuran. 3.1 Mesin las TIG
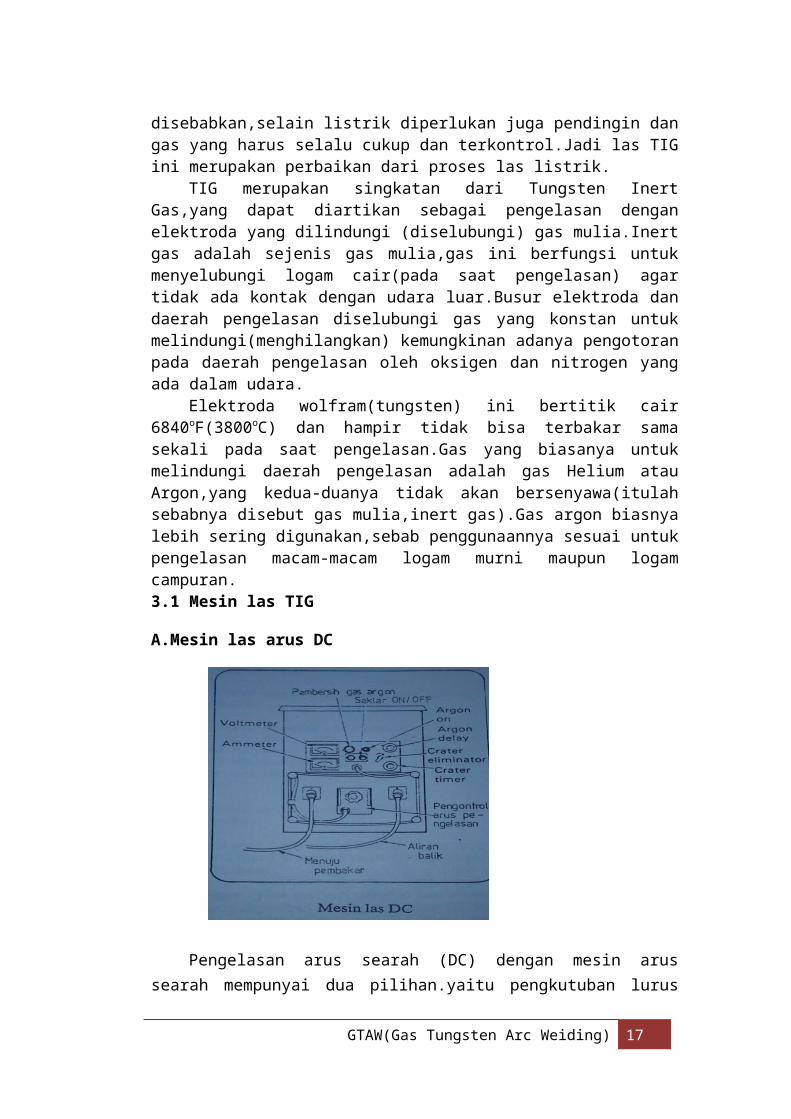
A.Mesin las arus DC
11
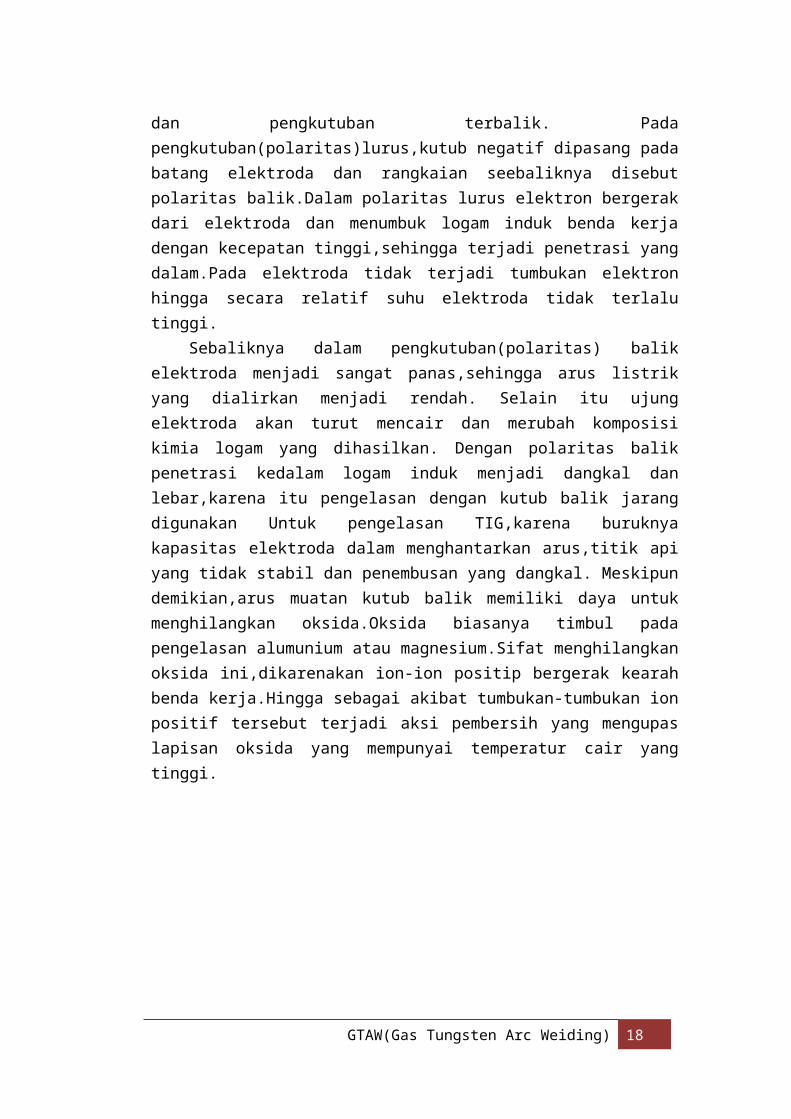
Pengelasan arus searah (DC) dengan mesin arus searah mempunyai dua pilihan.yaitu pengkutuban lurus dan pengkutuban terbalik. Pada pengkutuban(polaritas)lurus,kutub negatif dipasang pada batang elektroda dan rangkaian seebaliknya disebut polaritas balik.Dalam polaritas lurus elektron bergerak dari elektroda dan menumbuk logam induk benda kerja dengan kecepatan tinggi,sehingga terjadi penetrasi yang dalam.Pada elektroda tidak terjadi tumbukan elektron hingga secara relatif suhu elektroda tidak terlalu tinggi.
Sebaliknya dalam pengkutuban(polaritas) balik elektroda menjadi sangat panas,sehingga arus listrik yang dialirkan menjadi rendah. Selain itu ujung elektroda akan turut mencair dan merubah komposisi kimia logam yang dihasilkan. Dengan polaritas balik penetrasi kedalam logam induk menjadi dangkal dan lebar,karena itu pengelasan dengan kutub balik jarang digunakan Untuk pengelasan TIG,karena buruknya kapasitas elektroda dalam menghantarkan arus,titik api yang tidak stabil dan penembusan yang dangkal. Meskipun demikian,arus muatan kutub balik memiliki daya untuk menghilangkan oksida.Oksida biasanya timbul pada pengelasan alumunium atau magnesium.Sifat menghilangkan oksida ini,dikarenakan ion-ion positip bergerak kearah benda kerja.Hingga sebagai akibat tumbukan-tumbukan ion positif tersebut terjadi aksi pembersih yang mengupas lapisan oksida yang mempunyai temperatur cair yang tinggi.
stainless steel,tembaga nikel,baja karbon,baja paduan lunak dan ogam-logam lain yang tidak memerlukan oxide pembersih lebih baik disambungkan/dilas dengan arus DC pengkutuban lurus.Cara ini lebih bagus dan mempunyai penetrasi yang lebih dalam dibandingkan kutub terbalik.
12
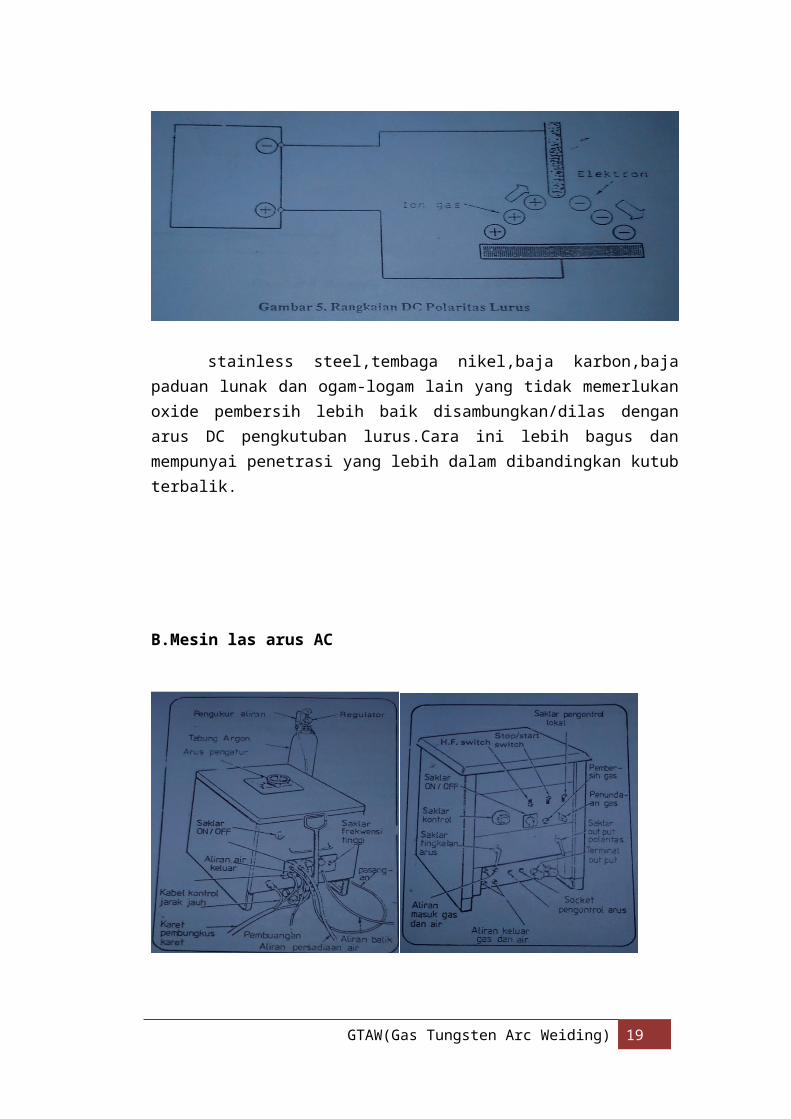
B.Mesin las arus AC
Mesin las arus AC Mesin las AC/DC
Arus bolak-balik(Alternating current),secara teoritis merupakan kombinasi antara arus searah polaritas lurus dan arus searah polaritas terbalik.Perubahan kombinasi ini terjadi secara 50 kali setiap detik.
Pada gambar terlihat pegelasan dengan arus AC yang menghasilkan penembusan yang tidak dalam tapi juga tidak dangkal(diantara DC kutub terbalik dan DC kutub lurus. Memang secara teoritis arus AC merupakan kombinasi dua pengkutuban pada arus DC.Akan tetapi kenyataannya besar arus ini tidak sama,karena adanya lapisan-lapisan oxida,kotoran-kotoran dan lain-lain,yang merupakan penghalang arus.
Akibatnya terjadi ketidak seimbangan antara besar arus-arus yang mengalir.Arus listrik mudah mengalir pada polaritas lurus,sedangkan pada polaritas balik penghantar arus ini sukar(bila benda kerja megandung oksida,yang merupakan penghantar listrik yang tidak baik). Akibatnya terjadi ketidak seimbangan gelombang arus,dan bahkan bisa terjadi ketidak sempurnaan tergantung dari jenis lapisan oksida maupun kotoran-kotoran pada permukaan benda kerja.Untuk mengatasi ini,dipergunakan mesin arus bolak-balik frekuensi tinggi(ACHF). Dengan frekuensi tinggi ion-ion gas membantu memudahkan penghantaran arus listrik pada pengelsan AC.
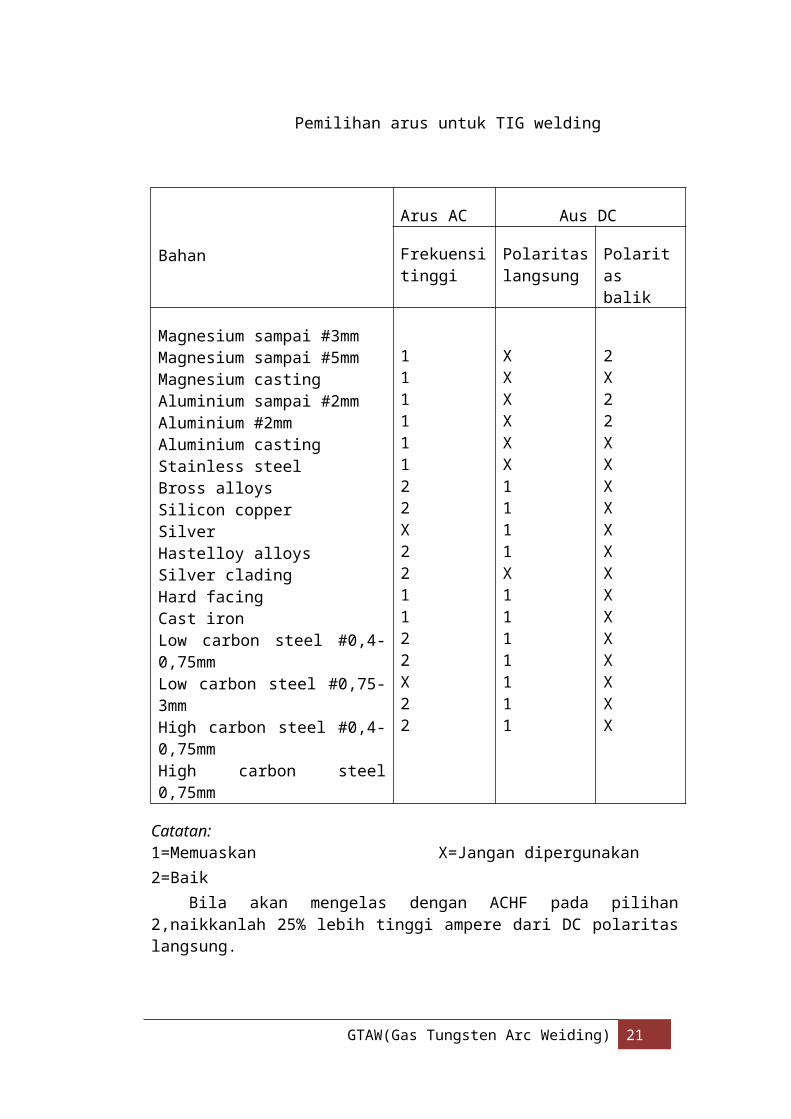
C. Pemilihan arus pada pengelasan TIG
Pemilihan arus yang digunakan tergantung dari jenis logam dan ketebalannya. Tabel dibawah ini digunakan untuk menentukan jenis arus yang tepat.
13
Tabel 1
Pemilihan arus untuk TIG welding
Bahan
Arus AC Aus DC
Frekuensi tinggi
Polaritas langsung
Polaritas balik
Magnesium sampai #3mmMagnesium sampai #5mmMagnesium castingAluminium sampai #2mmAluminium #2mmAluminium castingStainless steelBross alloysSilicon copperSilverHastelloy alloysSilver cladingHard facingCast ironLow carbon steel #0,4-0,75mmLow carbon steel #0,75-3mmHigh carbon steel #0,4-0,75mmHigh carbon steel 0,75mm
11111122X221122X22
XXXXXX1111X1111111
2X22XXXXXXXXXXXXXX
Catatan:1=Memuaskan X=Jangan dipergunakan2=Baik
Bila akan mengelas dengan ACHF pada pilihan 2,naikkanlah 25% lebih tinggi ampere dari DC polaritas langsung.
3.2 Elektroda las TIG
A.Jenis pengelasan
Las busur gas biasanya dibagi dalam 2 kelompok besar yaitu: kelomok elektroda terumpan dan kelompok elektroda tidak terumpan. Kelompok elektroda tak terumpan menggunaka batang worlfram sebagai elektroda yang dapat
14
menghasilkan busu listrik tanpa turut mencair,sedangkan keompok elektroda terumpan sebagai elektrodanya digunakan kawt las. Kelompok elektroda tak terumpan masih dibagi lagi ke dalam dua jenis yaitu jenis dengan logam pengisi dan jenis tanpa logam pengisi. Kelompok ini biasanya menggunakan gas mulia sebagai pelindung sehingga secara keseluruhannya nama kelompok ini menjadi las wolfram gas mulia atau dalam bahasa inggris:Tungsten inert gas welding yang disingkat menjadi TIG welding atau las TIG.
B.Ukuran dan bahan elektroda
Pada umumnya untuk las TIG menggunakan tiga macam elektroda tungsten yaitu tungsten murni,tungsten paduan thorium dan tungsten paduan zirconium. Macam-macam dari elektroda tungsten ini telah tersedia dalam ukuran diameter 0,010”, 0,020”, 0,040” ,1/16” ,3/32” ,3/16” ,1/4”.Juga dikeluarkan oleh pabrik dengan ukuran panjang yang berbeda yaitu dari 3” ,6” ,7” ,8” dan kadang-kadang sampai ukuran 24”. Elektroda ini dibuat dengan permukaan yang bersih,senyawa kimia yang bersih dan diameternyapun tepat.
Tungsten murni:Tungsten murni biasanya digunakan pada pengelasan arus AC.Mempunyai
titik leleh 3400oC dan lebih cocok untuk mengelas aluminium,aluminium paduan dimana ujung dari elektroda dibentuk radius.
Tungsten paduan thorium:
Elektroda ini umumnya digunakan pada mesin las DC,digunakan untuk mengelas steinless steel,logm biasa,tembaga,titanium dll. Ujung elektroda dibuat runcing dan mempunyai titik leleh 4000oC.
Tungsten paduan zirconium:
Elektroda jenis ini diutamakan untuk pengelasan dengan arus AC.Elektoda ini mempunyai daya tahan tinggi terhadap persenyawaan dan sangat sesuai apabila digunakan pada saat mengelas benda kerja yang permukaannya mengilat seperti aluminium dan magnesium. Elektroda ini juga dapat digunakan untuk pengelasan dengan arus DC. Titik leleh elektroda adalah 3800oC.
Pengaturan besarnya arus pengelasan,tergantung dari macam elektroda yang dipakai dan tipe sambungan yang diinginkan.Selain tipe arus yang digunakan(AC atau DC),juga tergantung mempengaruhi besarnya arus pengelasan.Untuk pengelasan carbon steel atau satainless steel ujung elektroda
15
berbentuk lancip. Elektroda tungsten untuk mengelas aluminium bagian ujungnya dibentuk radius.
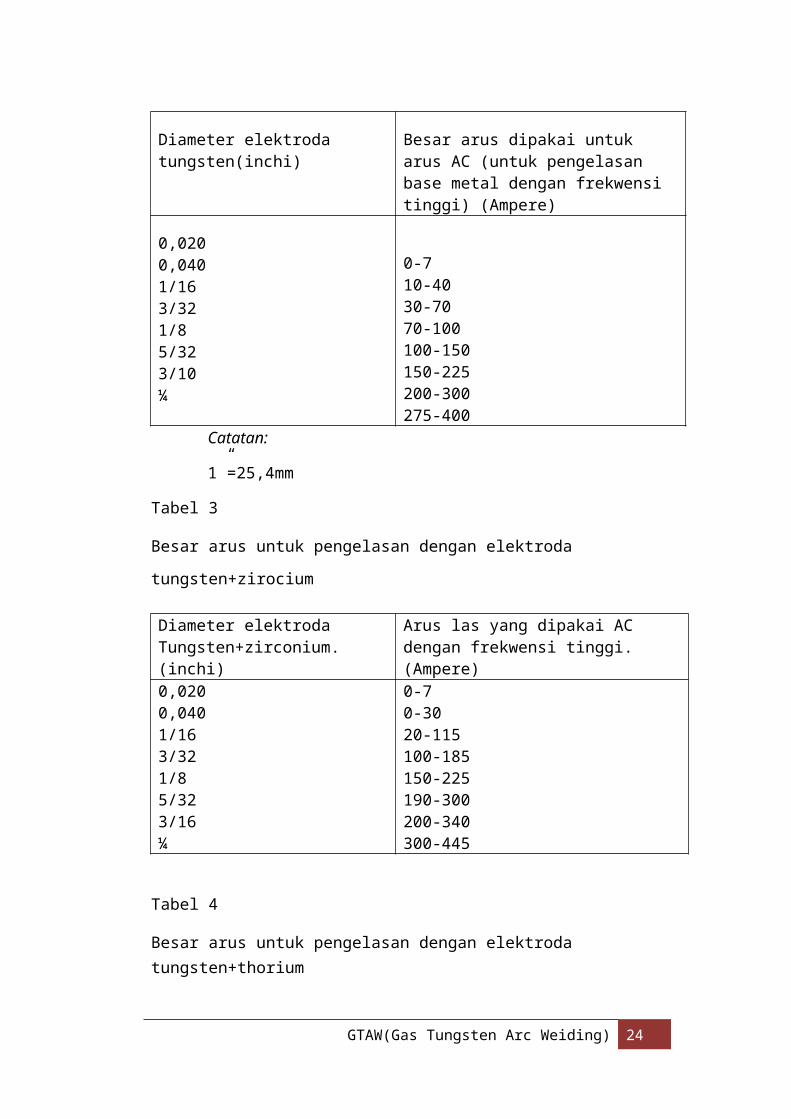
Tabel 2
Besar arus untuk pengelasan denganelektroda wolfram(tungsten) murni
Diameter elektroda tungsten(inchi) Besar arus dipakai untuk arus AC (untuk pengelasan base metal dengan frekwensi tinggi) (Ampere)
0,0200,0401/163/321/85/323/10¼
0-710-4030-7070-100100-150150-225200-300275-400
Catatan:
1”=25,4mm
Tabel 3
Besar arus untuk pengelasan dengan elektroda tungsten+zirocium
Diameter elektroda Tungsten+zirconium. (inchi)
Arus las yang dipakai AC dengan frekwensi tinggi. (Ampere)
0,0200,0401/163/321/85/323/16¼
0-70-3020-115100-185150-225190-300200-340300-445
Tabel 4
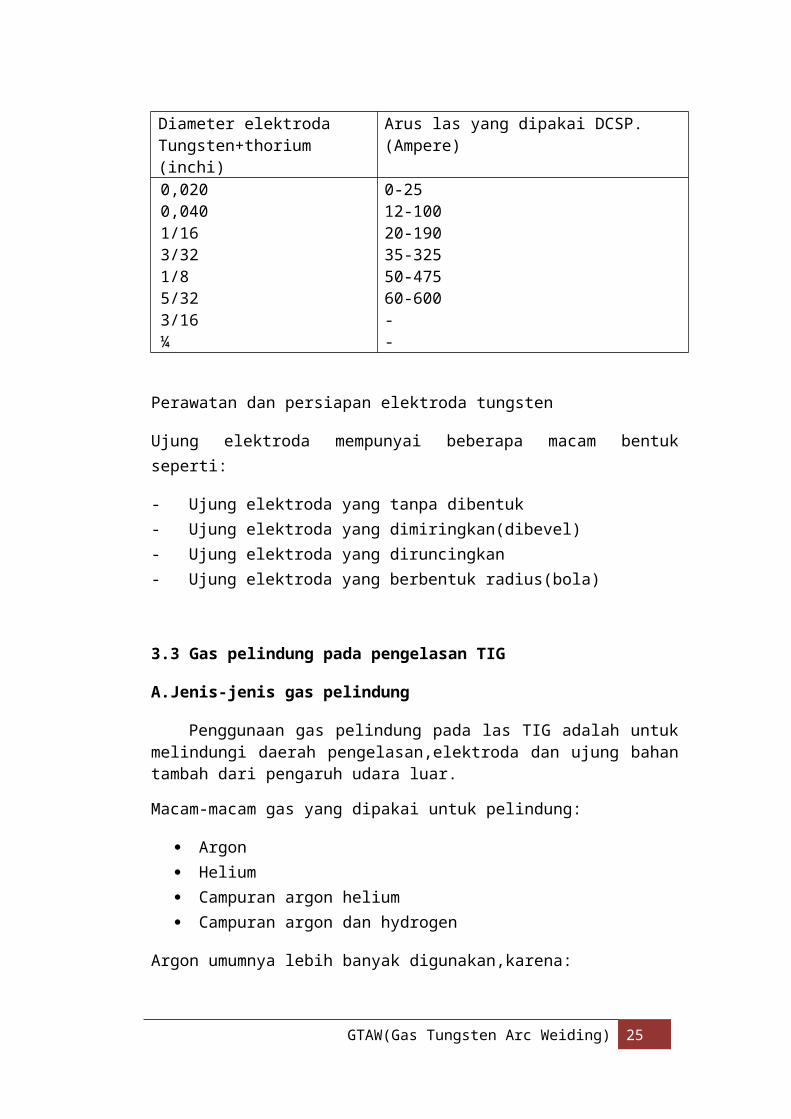
Besar arus untuk pengelasan dengan elektroda tungsten+thorium
16
Diameter elektroda Tungsten+thorium (inchi)
Arus las yang dipakai DCSP. (Ampere)
0,0200,0401/163/321/85/323/16¼
0-2512-10020-19035-32550-47560-600--
Perawatan dan persiapan elektroda tungsten
Ujung elektroda mempunyai beberapa macam bentuk seperti:
- Ujung elektroda yang tanpa dibentuk
- Ujung elektroda yang dimiringkan(dibevel)
- Ujung elektroda yang diruncingkan
- Ujung elektroda yang berbentuk radius(bola)
3.3 Gas pelindung pada pengelasan TIG
A.Jenis-jenis gas pelindung
Penggunaan gas pelindung pada las TIG adalah untuk melindungi daerah pengelasan,elektroda dan ujung bahan tambah dari pengaruh udara luar.
Macam-macam gas yang dipakai untuk pelindung:
Argon Helium Campuran argon helium Campuran argon dan hydrogen
Argon umumnya lebih banyak digunakan,karena:
1.Merupakan suatu gas yang umum,jadi lebih mudah
2.Argo lebih berat dari pada helium,sehingga memberikan perlindungan yang baik pada arus yang lebih rendah
Argon merupakan suatu penghantar panas yang buruk,argonuntuk tujuan komersil dihasilkan dengan jalan penguaan udara cair yang terkontrol.
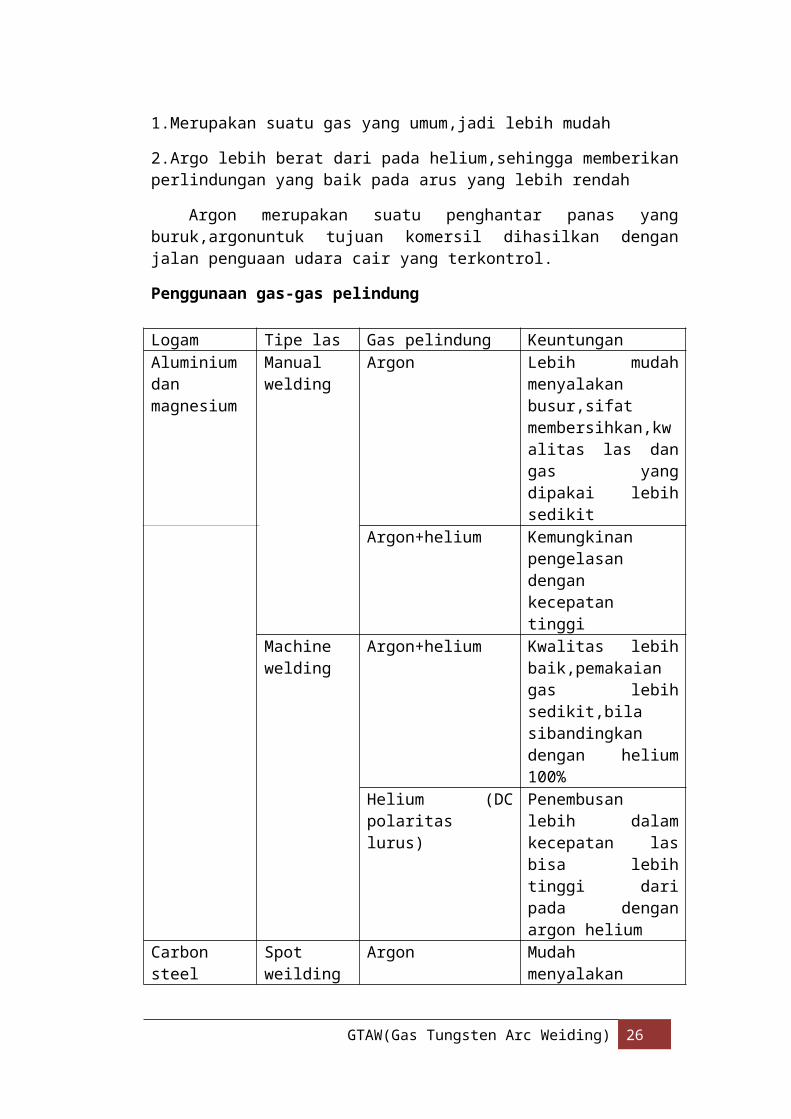
Penggunaan gas-gas pelindung
17
Logam Tipe las Gas pelindung KeuntunganAluminium dan magnesium
Manual welding
Argon Lebih mudah menyalakan busur,sifat membersihkan,kwalitas las dan gas yang dipakai lebih sedikit
Argon+helium Kemungkinan pengelasan dengan kecepatan tinggi
Machine welding
Argon+helium Kwalitas lebih baik,pemakaian gas lebih sedikit,bila sibandingkan dengan helium 100%
Helium (DC polaritas lurus)
Penembusan lebih dalam kecepatan las bisa lebih tinggi dari pada dengan argon helium
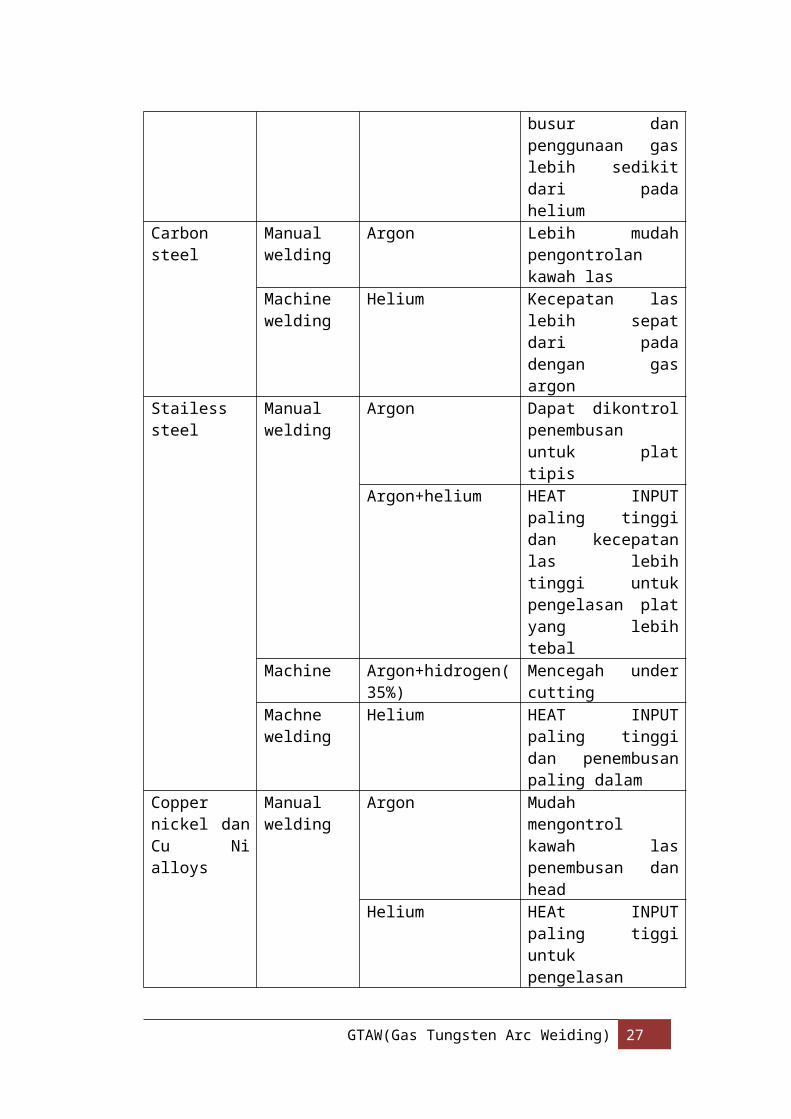
Carbon steel Spot weilding
Argon Mudah menyalakan busur dan penggunaan gas lebih sedikit dari pada helium
Carbon steel Manual welding
Argon Lebih mudah pengontrolan kawah las
Machine welding
Helium Kecepatan las lebih sepat dari pada dengan gas argon
Stailess steel Manual welding
Argon Dapat dikontrol penembusan untuk plat tipis
Argon+helium HEAT INPUT paling tinggi dan kecepatan las lebih tinggi untuk pengelasan plat yang lebih tebal
Machine Argon+hidrogen(35%) Mencegah under cutting
Machne welding
Helium HEAT INPUT paling tinggi dan penembusan paling dalam
Copper nickel dan Cu Ni alloys
Manual welding
Argon Mudah mengontrol kawah las penembusan dan head
18
Helium HEAt INPUT paling tiggi untuk pengelasan logam-logam tebal
Aluminium Manual dan mesin welding
Argon Penembusan tidak dalam pada logam dasar
B.Tabung gas
Tabung gas argon mempunyai tabung oksigen,dengan konstruksi untuk pengisian tekanan yang tiggi.
Tabung argon dibuat 4 ukuran,yaitu:
78 cuft pada 2200 psi (2200 pada 1555 kg/cm2) 150 cuft pada 220 psi (4250 pada 155 kg/cm2) 275 cuft pada 2200 psi (7850 pada 155 kg/cm2) 330 cuft pada 2640 psi (9300 pada 186 kg/cm2)
Semua tabung ini biasanya berwarna coklat,kevuali tabung 150 cuft (4250) berwarna coklat dengan kerah/leher yang berwarna kuning.Jenis tabung yang lain dapat berisi argon yang berentuk cairan,seperti juga oksigen atau nitrogen.
C.RegulatorMengalirkan gas dari tabung harus memakai alat ukur yang dinamakan
regulator.Alat ini berfungsi untuk menurunkan tekanan tabung menjadi suatu kerja.Antara regulator untuk las oksi asitilin dilengkapi dengan pengukur tekanan dengan skala pound/square inch(lbm/in2) dengan skala cuft/h(ft 3/jam).
3.4 Brander las (torch)
A.Fungsi brander las
Fungsi brander las adalah untuk mengalirkan listrik pada elektroda,menghembuskan gas pelindung dan mengalirkan saluran air pendingin.Brnder las adalah sutu peralatan yang penting pada las TIG,karena harus ringan dan mudah memakainya.Perlengkapan ini juga diberi suatu penutup atau cap dengan macam-macam ukuran,supaya dapat dengan mudah mengubah atau menukar dan mengatur yang disesuaikan dengan panjag elektroda tungsten yang dipergunakan untuk pengelasan.
B.Konstruksi brander las.
1.Saluran pensingin
Pada brander las bagian kepala terdapat alat-alat perlengkapan seperti saluaran air pendingin,penjepit elektroda dan aliran kebel listrik las.Bila air pendingin bekerja tidak tetap,maka brander akan terbakar disebabkan oleh panas
19
yang tinggi.Semua peralatan ini dibuat oleh pabrik sedemikian rupa untuk keawetan peralatan kerja.Mesin las ini juga dilengkapi dengan pengendali,yang bisa dibuka/dihidupkan bersama-sama.Sistem ini sengaja dibuat oleh pabrik agar peralatan tersebut mudah dioperasikan.
2.Saluran gas
Saluran gas dari selang regulator menuju ketangkai brander las dan diteruskan ke brander las bagian kepala.Saluran gas ini terus ke daerah sekitar mur penjepit,kemudian sekeliling nozzle.Dari nozzle gas disemburkan untuk melindungi daerah pengelasan.Ukuran dari nozzle ini disesuaikan dengan ukuran elektroda besar arus listrik yang sesuai dengan material yang akan dilas,juga besar kecilnya tekanan gas.
3.Aliran listrik
Arus listrik mengalir melalui kabel ke pemegang kolet,dari kolet mengalir ke elektroda,kemudian kebenda kerja dan kembali kesumber tenaga.Pada engelasan pada arus DC,jika arus mengalir dari elektroda yang mempunyai kutub negatif,ini disebut pengelasan dengan elektroda lurus.Jika elektroda mempunyai kutub positif disebut pengelasan kutub polaritas balik.
4.Pengendali(kontrol)
Pada mesin las TIG,biasanya dilengkapi dengan panel-panel kontrol yang berupa selenoid(katup selenoid)katup ini berguna untuk menjalankan dan menutup aliran air pendingin maupun gas pelindung.
3.5 Cara-cara pengelasan TIG
A.Bentuk-bentuk sambungan
Bentuk sambungan pada pengelasan TIG,tergantung dari kekuatan konstruksi yang diinginkan ataupun tebal yang akan dilas.Jenis-jenis sambungan:
1.Sambungan tumpul Sambungan tumpul siku Sambungan V tunggal Sambungan V ganda
2.Sambungan tumpang
3.Sambungan sudut
20
4.Sambungan T
5.Sambungan sisi
B.Landasan untuk pengelasan atau plat penyangga belakang disebut juga(backing bars)
Pada beberapa jenis pengelasan,diperlukan batang landasan yang sesuai.Pada pengelasan logam tipis,batang landasan sangat membantu untuk mencegah bagian bawah dari logam terkena pengotoran dari udara,selain itu batang akan mencegah terbakarnya benda kerja.Untuk pengelasan logam yang lebih tebal,landasan ini akan menyerap panas yang berlebihan.Jenisa logam untuk batang landasan,tergantung dari jenis material yang dilas.Landasan dari bahan tembaga,diperlukan jika mengelas baja tahan karat(stainless steel),sedangkan pad apengelasan aluminium atau magnesium,diperlukan landasan dengan bahan baja tahan karat.
Bila menyambung/mengelas sambungan tumpul(butt joint) dengan menggunakan penyangga belakang akan membantu sekali dalam roses pengelasan TIG.Hal ini dapat mengontrol penetrasi kampuh las dan memungkinkan dapat menggunakan arus las yang lebih tinggi.Penyangga belakang ini dilengkapi celah memanjang dengan dimensi (ukuran) yang sesuai aeperti:logam sisipan mempunyai ukuran 1/3 dari tebal penyangga dan mempunyai bentuk radius atau ½ lingkaran(R=6,5mm).
C.Prosedur pengelasan
1.Langkah-langkah persiapan
a. Periksa semua sambungan,untuk memastikan bahwa semuanya terpasang benar dan kuat
b. Periksa diameter elektroda dan ukuran nozzle gas yang akan digunakanc. Atur jarak elektroda sebagai berikut:
- 1/8 inch sampai 3/36 inch dari ujung nozzle gas,jika mengelas sambungan tumpul.
- 1/4 inch sampai 1/8 inch untuk sambungan lainnya.d. Periksa sambungan elektroda,apakah sudah tercekam dengan kuat pada
kolletnya. e. Atur dan siapkan mesin dengan kuat arus yang tepatf. Jika menggunakan brander dengan pendingin air,maka buka saluran airg. Buka saluran gas dan atur pada kecepatan aliran yang tepat.
2.Menyalakan busur
a.Mesin las arus bolak-balik(AC)
Untuk menyalakan busur pada mesin las AC,elektrodanya tidak perlu disentuhkan pada benda kerja.Setelah mesin las dihidupkan,peganglah brander las
21
dengan posisi mendatar dengan jarak kurang lebih 2 inch di atas benda kerja.Kemudian ayunkan brander hingga jarak 1/8 inch dari benda kerja.Dengan ini tegangan listrikakan melompati jarak antara brander dengan kerja dan menimbulkn busur listrik.Pada waktu penggeraka brander ke bawah,gerakan harus dilakukan dengan cepat.Ini dilakukan supaya didapat jumlah gas yang cukup untuk melindungi daerah pengelasan.
b.Mesin las arus searah(DC)
Cara menyalakan busur dengan mesin las DC,peganglah brander las dengan posisi mendatar,kemudian sentuhkan elektroda pada benda kerja hingga timbul busur listrik.Tarik elektroda berjarak kurang lebih 1/8 inch dari benda kerja.
3.Mematikan busur listrik
Untuk menghentikan busur listrik pada mesin AC maupun DC,cukup dengan cara menarik mundur brander menjauhi benda kerja,gerakan ini harus dilakuka dengan cepat untuk menghindarkan rusakya permukaan benda kerja.Beberapa mesin las,dilengkapi dengan pedal untuk menurunkan tegangan secara bertahap.
Dengan ini pengisian lubang yang timbul pada akhir pengelasan akan lebih mudah,jika pengelasan dilakukan dengan menggunakanpendingin air,usahakan agar nozzle gas tidak menyentuh benda kerja.Karena gas yang panas dapat menyebabkan busur listrik dari elektroda tidak menuju ke benda kerja tapi ke nozzle gas,hal ini akan menyebabkan nozzle rusak.Selain itu pastikan bahwa air mengalir dengan kecepatan aliran yang tepat.
Cara-cara pengelasan
a.Pengelasan sambungan tumpul
Untuk mengelas sambungan tumpul caranya adalah sebagai berikut:
Pegang brander dengan posisi 75o dengan benda kerja. Panaskan titik awal pengelasan,dengn cara menggerakkan brander dengan
gerakan membentuk lingkaran kecil,hingga terbentuk kawah las(puddle).
Setelah titik awal pengelasan mencair(terbentuk kawah las),gerakan brander pelan-pelan sepanjang bagian yang akan disambung.Disini brander bergerak lurus,jadi tidak perlu dengan gerakan melingkar
Jika diperlukan bahan tambahan,peganglah batang tambahan dengan posiisi 15o dari benda kerja.
Setelah terbentuk kawah las,gerakan brander hingga busur listrik berada di pinggir kawah las.
Tambahkan bahan tambah(bahan pengisi),dengan cara menyentuhkan ujung batang bahan tambah pada sisi kawah las.Tarik mundur batang bahan tambah dan gerakkan busur listrik(brander) ke pinggir kawah las yang baru.Lakukanlah gerakan di atas berulang-ulang sehingga seluruh bagian tersambung.
22
b.Pengelasan sambungan tumpang dan sambungan T
Untuk pengelasan tanpa bahan,caranya adalah sebagai berikut:
Bentuklah kawah las pada ujung benda kerja Dekatkan ujung elektroda hingga berjarak lebih kurang 1/16
inchi.Kemudian lakukan gerakan melingkar hingga bagian ujung tadi enar-benar tersambungan.
Gerakan pengelasan berikutnyadilakukan tanppa gerakan melingkar.
Pada pengelasan sambungan tumpang,kawah las akan berbentuk V,pusat dari V disebut notch.Jarak antara notch,menunjukkan kecepatan gerakan brander pada saat pengelasan.Jangan menggerakkan brander terlalu cepat,agar notch yang didapat benar-benar mengisi bagian yang disambung.Untuk pengelasan dilakukan dengan menggunakan bahan tambah,batang bahan tambah di bawah.
Untuk mendapatkan hasil pengelasan yang baik dan seragam,banyaknya bahan tambah yang diberikan dan waktu pemberian bahan tambah tersebut harus tepat.
c.Pengelasan sambungan sudut
Pengelasan sambungan ini tudak memerlukan bahn tambah.Mulailah pengelasan dengan membentuk kawah las di ujung benda kerja,kemudian gerakan brander lurus sepanjang bagian yang akan disambung.Jika logam yang mencair cenderung untuk lepas dari benda kerja,ini menunjukkan gerakan brander terlalu lambat.Jika hasil pengelasan kasar dan tidak rata,ini menunjukkan gerakan brander terlalu cepat.
d.Pengelasan tegak(vertikal)
Untuk pengalan tegak pada material tipis gerakn brander biasanya turun(dari atas ke bawah),ini dilakukan agar didapat hasil pengelasan yang baik,tanpa membakar seluruh benda kerja.Jika digunakan bahan tambah,batang bahan tambah ditambahkan dari bawah.Pada pengelasn material yang tebal,gerakan pengelasan(gerakan brander) dilakukan dari bawah keatas.
e.Pengelasan mendatar
Nyalakan busur listrik pada jarak kurang ½ inchi dari ujung bagian yang harus dilas,kemudian brander digerakkan keujung benda kerjam.Masukkan btang bahan pengisi pada bagian atas dari kawahlas yang terbentuk.Pada waktu bahan tambah berada didalam kawah las,gerakkan brander pelan-pelan supaya bahan tambah mencir dan mengisi sambungan dengan baik.
f.Pengelasan atas kepala(over head)
pada pengelasan ini,kuat arus pengelasan harus dikurangi antara 5 sampai 10% dari kuat arus pada pengelasan normal.Sedangkan posisi brander maupun batang
23
tambah seperti pada pengelasan biasa.Pada pengelasan ini,sebaiknya rigi-rigi las yang kecil.karena rigi-rigi las yang kecil tidak berpengaruh oleh gravitasi pada waktu mencair.Cara memasukkan bahan tambah pada pengelasan ini,sama dengan cara pada pengelasan lainnya.Gerakan brander sedilit maju mundur,akan mempercepat pengisian bahan tambah pada sambungan.
3.6 Cacat las pada proses las TIG
1.Tungsten inclusions
Penyebabnya satu atau lebih dari yang diwah ini:
Tungsten menyentuh cairan las Tungsten tersentuh bahan las Gas argon kurang murniMengatasi atau mencegahnya: Jarak ujung tungsten dengan permukaan secukupnya Hati-hati sewaktu memberi bahan tambah Pastikan gas benar-benar murni(welding grade)
2.Oxide inclusions
Disebabkan: Kawat las kotor Benda kerja kotor Sesudah las pertama untuk las berikutnya tidak disikat atau digerindaMengatasinya: Kawat las dibersihkan dengan thiner,bensin atau dilap Benda kerja dibersihkan dengan gerinda Sesudah las pertama(untuk multi gas) haarus digerinda atau disikat
3.Porosity/rembesan
Disebabkan: Gas tidak cukup(diameter nozzle kecil) Gas besar tapi ada hembusan angin Arus listrik terlalu besar Benda kerj kotor Kawat las berkarat Kecepatan las terlalu cepat sehingga ada gas yang terjepitMengtasinya: Gas dan diameter nozzle setepat mungkin Berikan screen agar tidak terhembus angin Arus listrik pengelasan kurangi Benda kerja dan kawat las dibersihkan terlebih dahulu Kecepatan las yang sedang Diameter dalam nozzle 6-6xdiameter tungsten
4.Wormhole porosity
Penyebab:
24
Unsur belerang menyusup ada cairan las dan terjeit sehiingga menjadi seperti lubang cacing
Benda kerja kotorPencegahan Lakukan pengelasn awal Bersihkan benda kerja
5.Undercutting
Penyebab: Arus listrik terlalu besar Busur terlalu tinggi Laju pengelasn tinggi Bahan tambah tidak cukup Sudut torch kurang tepatPencegahan: Arus secukupnya Tinggi busur sedekat mungkin pada permukan benda kerja Kurangi laju pengelasan Penambahan kawat las setepat dan secukupnya Sudut torch setepat mugkin
6.Incomplete fusion(peleburan yang kurang baik)
Penyebab: Laju pengelasan terlalu cepat Ampere rendahPencegahan: Laju pengelasan setepat mungkin Ampere secukupnya
7.Overlaping
Penyebab: Keceatan las terlalu lambat Ampere terlalu rendah Pemberian bahan tamah terlalu berlebihan Sudut torch tidak tepatPencegahan: Laju pengelasan setepat mungkin Naikkan ampere Pemberian bahan tambah secukupnya Sudut torch setepat mungkin
25
BAB IV
KESIMPULAN
Las gas tungsten (las TIG) adalah proses pengelasan dimana busur nyala listrik ditimbulkan oleh elektroda tungsten (elektroda takterumpan) dengan benda kerja logam. Daerah pengelasan dilindungi oleh gas lindung (gas tidak aktif) agar tidak berkontaminasi dengan udara luar. Kawat las dapat ditambahkan atau tidak tergantung daribentuk sambungan dan ketebalan benda kerja yang akan dilas.Gas Tungsten Arc Welding (GTAW) atau sering juga disebut Tungsten Inert Gas (TIG) merupakan salah satu dari bentuk las busur listrik (Arc Welding) yang menggunakan inert gas sebagai pelindung dengan tungsten atau wolfram sebagai electrode. Pengelasan busur tungsten gas dapat digunakan hampir untuk semua jenis logam dengan berbagai ketebalan, tetapi paling banyak digunakan untuk pengelasan aluminium dan baja tahan karat. Pengelasan ini dapat digunakan secara manual atau dengan mesin secara automatis.
Bila digunakan logam pengisi, harus ditambahkan dari luar baik berupa kawat atau batangan, yang akan dilebur oleh panas busur yang timbul antara elektrode dan logam dasar. Tetapi bila digunakan untuk mengelas pelat tipis kadang-kadang tidak diperlukan logam pengisi. Tungsten dipilih sebagai elektrode karena memiliki titik lebur tinggi yaitu 3410OC. Sebagai gas pelindung biasanya digunakan argon, helium, atau gabungan dari kedua unsur ini.
26
DAFTAR PUSTAKA
Terori las TIG Politeknik Manufaktur Bandung-ITB
cipretx.blogsport.com
http://www.mesinlas.com/artikel/5/las-tig-tungsten-inert-gas
http://taryza.wordpress.com
http://ainulhuda.blogspot.com
http://hermansandywi78.blogspot.com
27
Related Documents











