MEMBUBUT Tujuan praktikum : 1. Memahami tentang proses membubut 2. Mengetahui tentang cara kerja mesin bubut 3. Memahami fungsi dari mesin bubut 4. Melatih keterampilan dalam mengoprasikan mesin bubut Dasar Teori : Membubut merupakan proses mekanik dengan menggunakan mesin atau alat yang dinamakan mesin bubut untuk pembentukan benda atau bahan kerja dengan cara pemakana bagian yang secara umum dalam bentuk silinder. Faktor utama dalam membubut adalah : 1. Jenis bahan yang ingin di kerjakan 2. Luas penampang bahan atau ukuran benda kerja 3. Kecepatan potong dalam proses membubut Dalam melakukan proses pembubutan, arah dan gerak potong sangat berpengaruh, berikut macam – macam gerak dalam membubut : a. Gerakan berputar Kecepatan putar bendakerja digerakan pada pahat, dan dinamakan “kecepatan pototng” b. Gerakan memanjang Jika pemotongan arahnya sejajar dengan sumbu benda kerja, gerakan ini dinamakan “gerakan memanjang” dan dinamakan “pemakaman”. c. Gerakan melintang jika pemotongan itu arahnya tegak lurus terhadap sumbu benda kerja, dinamakan “gerakan melintang” atau “pemotongan permukaan”. Halaman | 1 LAPORAN HASIL PRAKTIKUM DASAR TEKNOLOGI MEKANIK JURUSAN TEKNIK KONVERSI ENERGI

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

MEMBUBUT
Tujuan praktikum :
1. Memahami tentang proses membubut2. Mengetahui tentang cara kerja mesin bubut3. Memahami fungsi dari mesin bubut4. Melatih keterampilan dalam mengoprasikan mesin bubut
Dasar Teori :
Membubut merupakan proses mekanik dengan menggunakan mesin atau alat yang dinamakan mesin bubut untuk pembentukan benda atau bahan kerja dengan cara pemakana bagian yang secara umum dalam bentuk silinder. Faktor utama dalam membubut adalah :
1. Jenis bahan yang ingin di kerjakan2. Luas penampang bahan atau ukuran benda kerja3. Kecepatan potong dalam proses membubut
Dalam melakukan proses pembubutan, arah dan gerak potong sangat berpengaruh, berikut macam – macam gerak dalam membubut :
a. Gerakan berputar Kecepatan putar bendakerja digerakan pada pahat, dan dinamakan “kecepatan pototng”
b. Gerakan memanjangJika pemotongan arahnya sejajar dengan sumbu benda kerja, gerakan ini dinamakan “gerakan memanjang” dan dinamakan “pemakaman”.
c. Gerakan melintangjika pemotongan itu arahnya tegak lurus terhadap sumbu benda kerja, dinamakan “gerakan melintang” atau “pemotongan permukaan”.
Pada saat melakukan proses pembubutan faktor utama dalam pembubutan adalah kecepatan potong, dan kecepatan potong ini dipengaruhi oleh :
1. Kekuatan bahan yang dikerjakan2. Tingkat kehalusan yang ingin dicapai 3. Bahan pahat yagn digunakan4. Bentuk pahat yang digunakan5. Keadaan mesin bubut
Halaman | 1
LAPORAN HASIL PRAKTIKUM
DASAR TEKNOLOGI MEKANIK
JURUSAN TEKNIK KONVERSI ENERGI
Dalam menentukan kecepatan potong dalam proses membubut adalah dengan menggunakan rumus :
Ket : V = Kecepatan potong (m per menit)
π = konstanta (22/7 atau 3,14)
d = diameter benda kerja (mm)
n = jumlah putaran per menit
Makin besar diameter benda kerja maka kecepatan potong akan semakin cepat. Kecepatan potong di maksudkan untuk proses pmotongan secara terus menerus dalam hitungan waktu 1 jam. Karena waktu 1 jam adalah waktu relatif karena bisa kurang atau lebih dari 1 jam.
Alat praktikum :
1. Benda kerja (jenis bahan : St 36)2. Mistar3. Jangka sorong4. Kacamata pelindung5. Mesin bubut6. Peralatan mesin bubut
Langkah kerja :
1) Mempersiapkan alat dan peralatan praktikum dan bahan yang diperlukan, terutama mengaktifkan mesin bubut terlebih dahulu, dan perlengkapan dari mesin bubut.
2) Terlebih dahulu mengukur diameter benda kerja dengan menggunakan jangka sorong.3) Menentukan kecepatan potong dari diameter yang sudah diketahui dengan
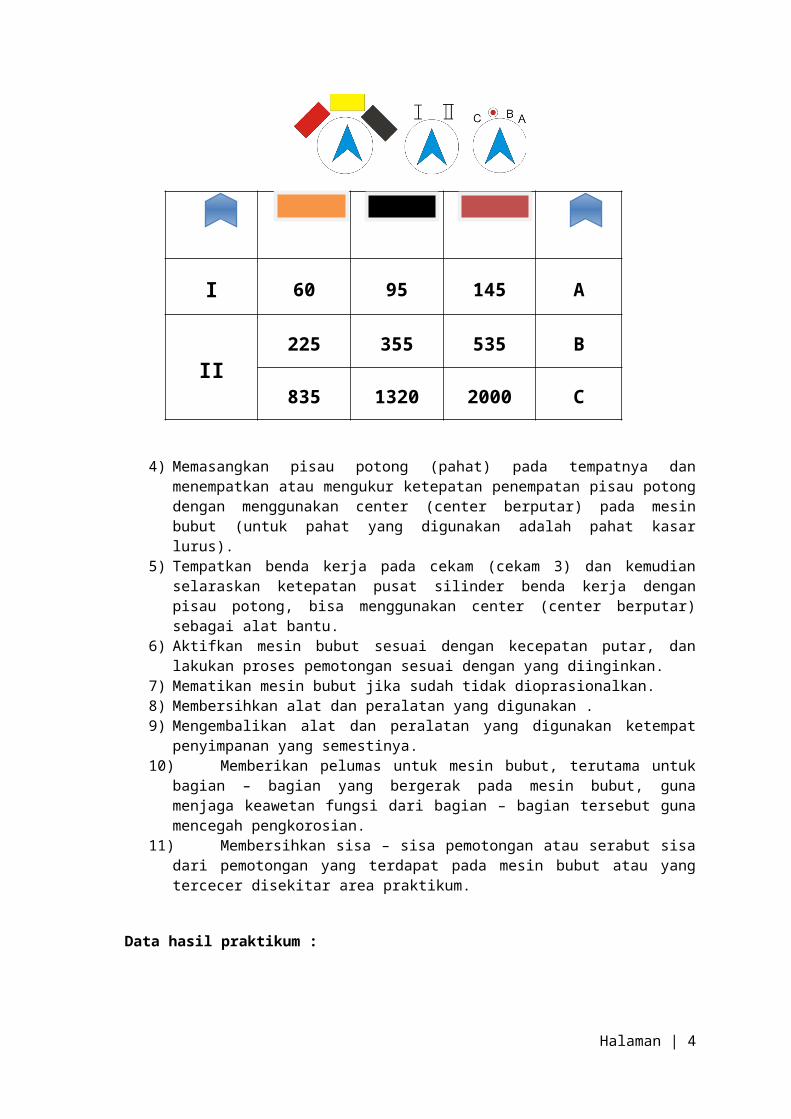
menggunakan rumus diatas.~ Sebagai acuan, pada mesin bubut terdapat aturan penentuan kecepatan putar
pemotongan, sebagai berikut :
Halaman | 2
V = π x d x n1000

I 60 95 145 A
II225 355 535 B
835 1320 2000 C
4) Memasangkan pisau potong (pahat) pada tempatnya dan menempatkan atau mengukur ketepatan penempatan pisau potong dengan menggunakan center (center berputar) pada mesin bubut (untuk pahat yang digunakan adalah pahat kasar lurus).
5) Tempatkan benda kerja pada cekam (cekam 3) dan kemudian selaraskan ketepatan pusat silinder benda kerja dengan pisau potong, bisa menggunakan center (center berputar) sebagai alat bantu.
6) Aktifkan mesin bubut sesuai dengan kecepatan putar, dan lakukan proses pemotongan sesuai dengan yang diinginkan.
7) Mematikan mesin bubut jika sudah tidak dioprasionalkan.8) Membersihkan alat dan peralatan yang digunakan .9) Mengembalikan alat dan peralatan yang digunakan ketempat penyimpanan yang
semestinya.10) Memberikan pelumas untuk mesin bubut, terutama untuk bagian – bagian yang
bergerak pada mesin bubut, guna menjaga keawetan fungsi dari bagian – bagian tersebut guna mencegah pengkorosian.
11) Membersihkan sisa – sisa pemotongan atau serabut sisa dari pemotongan yang terdapat pada mesin bubut atau yang tercecer disekitar area praktikum.
Data hasil praktikum :
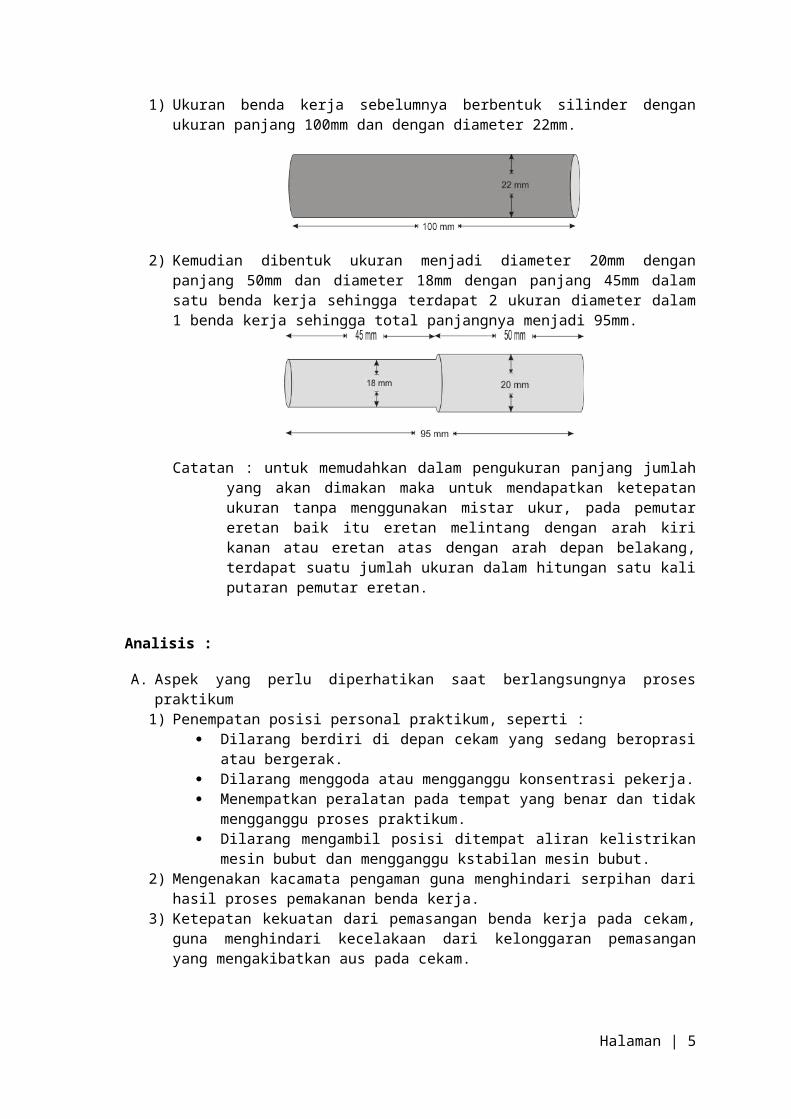
1) Ukuran benda kerja sebelumnya berbentuk silinder dengan ukuran panjang 100mm dan dengan diameter 22mm.
Halaman | 3
2) Kemudian dibentuk ukuran menjadi diameter 20mm dengan panjang 50mm dan diameter 18mm dengan panjang 45mm dalam satu benda kerja sehingga terdapat 2 ukuran diameter dalam 1 benda kerja sehingga total panjangnya menjadi 95mm.
Catatan : untuk memudahkan dalam pengukuran panjang jumlah yang akan dimakan maka untuk mendapatkan ketepatan ukuran tanpa menggunakan mistar ukur, pada pemutar eretan baik itu eretan melintang dengan arah kiri kanan atau eretan atas dengan arah depan belakang, terdapat suatu jumlah ukuran dalam hitungan satu kali putaran pemutar eretan.
Analisis :
A. Aspek yang perlu diperhatikan saat berlangsungnya proses praktikum 1) Penempatan posisi personal praktikum, seperti :
Dilarang berdiri di depan cekam yang sedang beroprasi atau bergerak. Dilarang menggoda atau mengganggu konsentrasi pekerja. Menempatkan peralatan pada tempat yang benar dan tidak mengganggu
proses praktikum. Dilarang mengambil posisi ditempat aliran kelistrikan mesin bubut dan
mengganggu kstabilan mesin bubut.2) Mengenakan kacamata pengaman guna menghindari serpihan dari hasil proses
pemakanan benda kerja.3) Ketepatan kekuatan dari pemasangan benda kerja pada cekam, guna menghindari
kecelakaan dari kelonggaran pemasangan yang mengakibatkan aus pada cekam.
B. Kendala praktikumDalam melaksanakan praktikum tidak menutup kemungkinan terdapatnya kendala yang
menghambat kelancaran proses praktikum, dan beberapa kendala yang terdapat selama proses praktikum antara lain :1. Keterbatasan individual dalam pembacaan skala ketepatan ukuran atau NST (Nilai Skala
Terkecil) pada alat ukur.2. Tidak terdapatnya sistem pendingin pada mesin bubut sehingga terjadinya pemanasan
pada benda kerja yang bisa mengakibatkan pemuaiaan dan keterhambaatan pemegangan.
3. Kaca mata pelindung yang sudah mulai rusak (buram), sehingga pengelihatan terganggu dan terhambat.
Kesimpulan
Setelah melakukan proses praktikum memebubut, faktor utama yang menjadi aspek pendukung utama adalah kecepatan putar dari mesin bubut, artinya kecepatan pemakanannya pun menjadi semakin halus. Kemudian yang menjadi indikator kedua adalah ketepatan mata
Halaman | 4
pisau potong yang terletak tepat dipusat benda, dan alat bantu yang digunakan adalah center tetap, maka hasil yang dicapai akan menjadi lebih baik. Kamudian yang menjadi perhatian adalah material benda kerja dan material mesin potong.
KERJA MILLING (FRAIS)
Tujuan praktikum :
1. Memahami tentang proses pemotongan menggunkan mesin frais2. Mengetahui tentang cara kerja mesin frais3. Memahami fungsi dari mesin frais4. Melatih keterampilan dalam mengoprasikan mesin bubut
Dasar Teori :
Milling (frais) adalah suatu proses menghilangkan bagian (tatal – tatal) pada suatu bahan atau benda kerja dengan bantuan dari alat potong yang berputar dengan banyaknya sisi potong. Gerakan – gerakan dalam frais :
a. Ada dua cara dasar dalam pengeraisan Pengefraisan sisi : sumbu dari pisau frais sejajar dengan permukaan benda
kerja yang di frais. Pisau frais hanya memotong degnan gigi – gigi dibagian sisi dari bentuk silindris.
Pengefraisan muka : sumbu dari pisau frais biasanya tegak lurus degnan permukaan benda kerja yang di frais. Ppisau frais mempunyai gigi sisi dan gigi muika dan keduanya memotong secara bersamaan.
b. Gerakan utama (berputar)Gerakan utama yakni pemotongan pahat frais yang berbentuk bulat atu silinder yang berputar pada pororsnya atau pada sumbunya sambil melakukuan proses pemotongan.
c. Gerakan pengikatanUntuk memungkinkan sisi – sisi potong masuk kedalam bahan, benda kerja ditempatkan melawan pahat. Kedalaman dari pemasukan diakibatkan dari gerakan pengikatan.
d. Gerakan pemakananBenda kerja digerakan sepanjang benda yang ingin di kerjakan dengan bidang yang di frais, gerakan ini bisa berbentuk lurus, melingkar, atau bersamaan.Gerakan – gerakan pemotongan terdiri dari :1. Gerakan utama dari pahat (berputar), dan
Halaman | 5
LAPORAN HASIL PRAKTIKUM
DASAR TEKNOLOGI MEKANIK
JURUSAN TEKNIK KONVERSI ENRGI
2. Gerakan pemakanan dari benda kerja
Kecepatan pemakanan dalam proses frais bisa diukur, ditentukan, dan diatur menurut keperluan, dikarenakan mesin frais di laboratorium Teknik Konversi Energi, Politeknik Negeri Bandung masih menggunakan mesin frais yang pengaturan kecepatan potong secara manual dan tipe dari mesin laboratorium adalah mesin frais vertikal. Maka untuk mengatur kecepatannya dilakukan dengan mengubah tali penghubung pada roda putar.
Peralatan dan bahan praktikum :
1) Benda kerja (jenis bahan : St 36)2) Jangka sorong3) Penggores 4) Penuang minyak pelumas5) Minyak pelumas6) Kaca mata pelindung7) Peralatan mesin frais8) Mesin frais9) Peralatan mesin frais
Langkah kerja :
1) Mempersiapkan alat dan peralatan yang digunakan dalam praktikum, juga mempersiapkan benda kerja yang akan dikerjakan.
2) Mempersiapkan mesin frais, terlebih dahulu mengatur kecepatan dari mesin frais, dimana tehnik pengaturannya secara manual yakni dengan mengatur tuas pengatur putaran poros putar mesin.
3) Memasang mata bor, atau cuter pemotong pada tempatnya (perhatikan bahwa cuter pemotong terpasang dengan kuat).
4) Kemudian memasang cekam mesin frais, apabila dalam keadaan tidak terpasang pada tempatnya (gunakan kunci yang terdapat pada perlengkapan mesin frais).
5) Memberi ukuran pada benda kerja sesuai ukuran pada job sheet yang diberikan.6) Menempatkan benda kerja pada cekam dan mengatur penempatannya sesuai dengan
posisi mata bor atau cuter pemotong (apabila pisau potong tidak memungkinkan melakukan pemotongan terhadap benda kerja, maka ditambahkan pengganjal) kemudian kunci penempatan benda kerja dan pastikan benda kerja dalam keadaan horizontal yang baik/tidak miring.
7) Mengunci penempatan cekam baik secara horisontal maupun vertikal guna mencegah terjadinya gesekan atau pergeseran.
8) Menghidupkan mesin frais dan melakukan proses pemakanan.Catatan : dalam melakukan proses pemakanan, lakukanlah pemakanan secara sedikit
demi sedikit guna menghindari kerusakan dari benda kerja juga mengurangi
Halaman | 6
pemanasan yang timbul akibat dari pemakanan, juga demi kehalusan hasil yang dicapai. Kemudian pnggunaan minyak pelumas adalah sebagai pendingin guna mencegah pemuaian dari panas yang timbul akibat pemakanan yang dapat melelehkan dan merusak benda kerja.
9) Mematikan mesin frais jika sudah tidak dioprasionalkan.10) Membersihkan alat dan peralatan yang digunakan .11) Mengembalikan alat dan peralatan yang digunakan ketempat penyimpanan yang
semestinya.12) Memberikan pelumas untuk mesin frais, terutama untuk bagian – bagian yang bergerak
pada mesin frais, guna menjaga keawetan fungsi dari bagian – bagian tersebut dan mencegah pengkorosian.
13) Membersihkan sisa – sisa pemotongan atau serabut sisa dari pemotongan yang terdapat pada mesin frais atau yang tercecer disekitar area praktikum.
Data hasil praktikum :
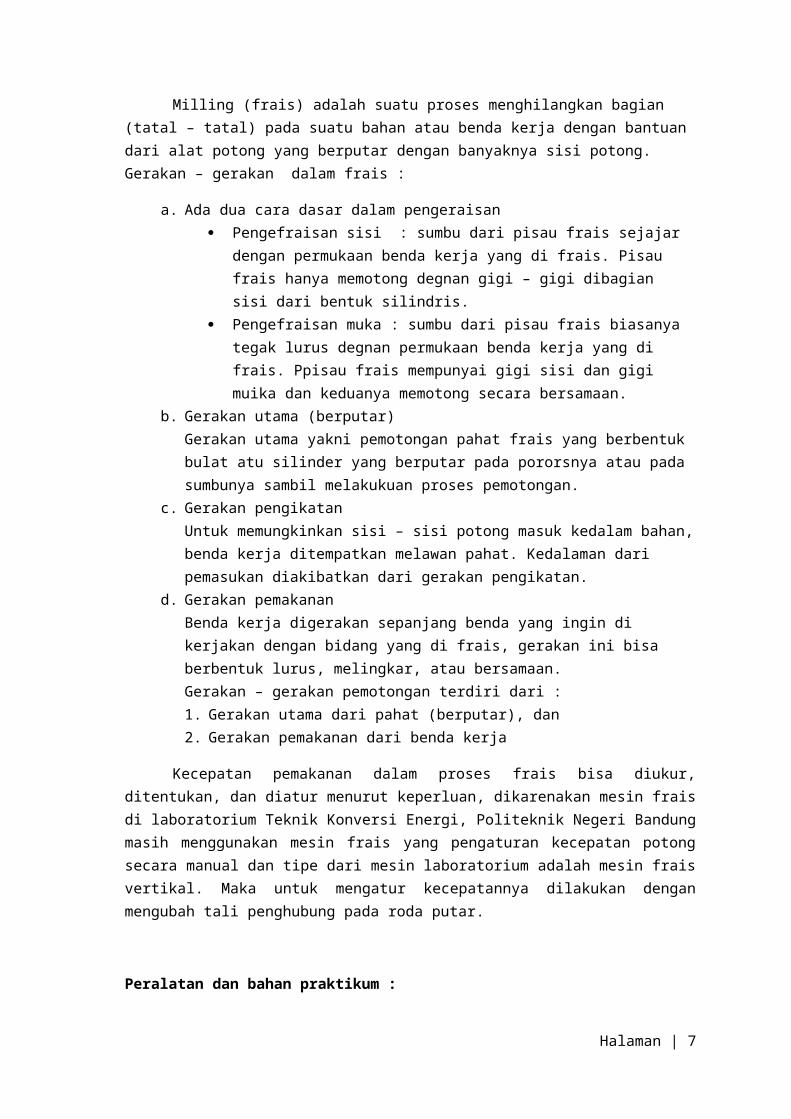
1) Bentuk benda kerja sebelumnya adalah berbentuk balok dengan panjang 42mm, lebar 15mm dan tinggi 15mm, dengan jumlah dua buah.
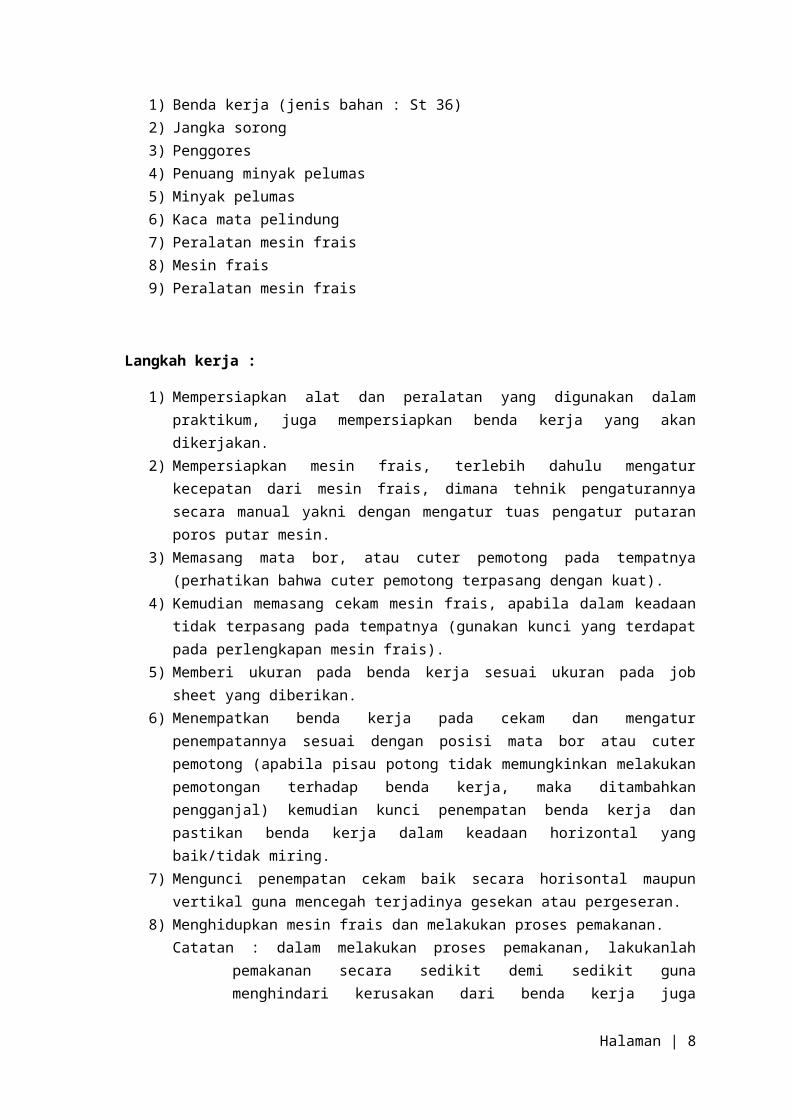
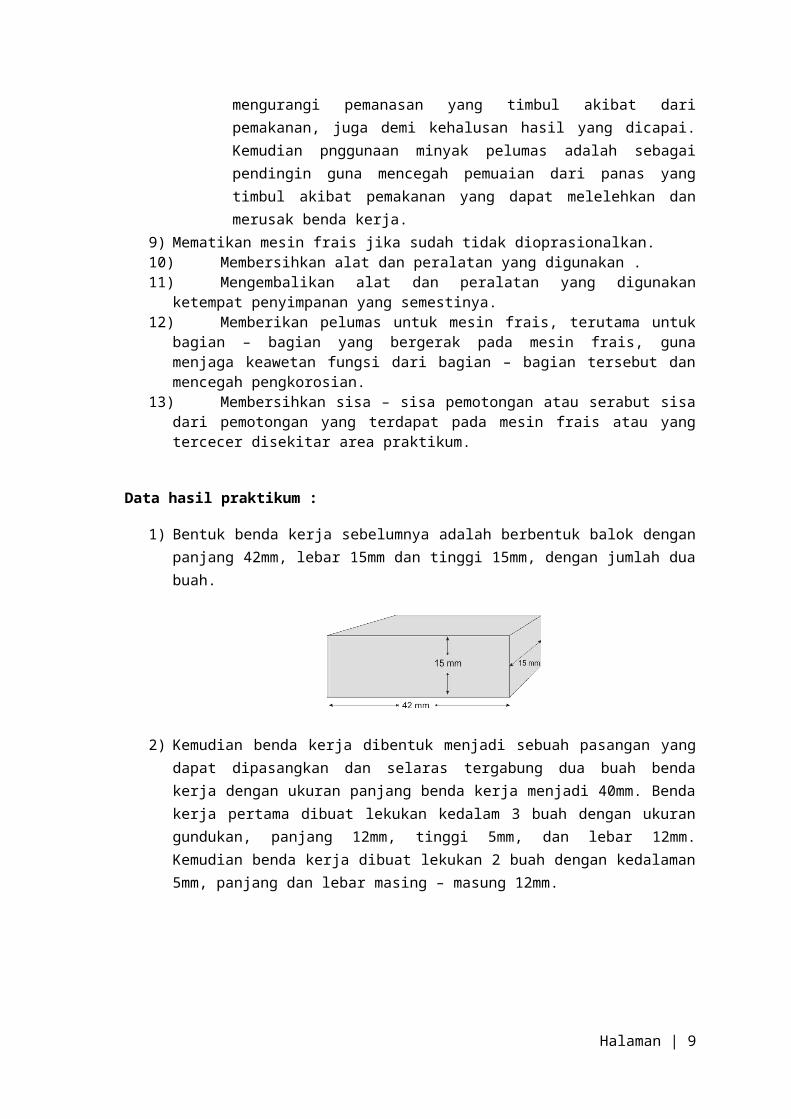
2) Kemudian benda kerja dibentuk menjadi sebuah pasangan yang dapat dipasangkan dan selaras tergabung dua buah benda kerja dengan ukuran panjang benda kerja menjadi 40mm. Benda kerja pertama dibuat lekukan kedalam 3 buah dengan ukuran gundukan, panjang 12mm, tinggi 5mm, dan lebar 12mm. Kemudian benda kerja dibuat lekukan 2 buah dengan kedalaman 5mm, panjang dan lebar masing – masung 12mm.
Kamudian menjadi penggabungan :
Halaman | 7
Analisis :
A. Aspek yang perlu diperhatikan saat berlangsungnya proses praktikum1) Memperhatikan posisi dan tempat personal praktikum melakukan proses praktikum
guna mencegah kecelakaan atau sebagai tindakan unsafe action. 2) Mengenakan kacamata pelindung guna mencegah pengaruh percikan serpihan hasil
pemakanan proses pengefraisan.3) Jagalah temperature benda kerja, guna mencegah pemuaiaan yang timbul akibat panas
gesekan dari proses pemakanan, dikarenakan Negeri Bandung, tidak terdapat sistem pendingin jadi personal praktikum menggunakan minyak pelumas.
B. Kendala praktikumDalam melaksanakan praktikum tidak menutup kemungkinan terdapatnya kendala yang
menghambat kelancaran proses praktikum, dan beberapa kendala yang terdapat selama proses praktikum antara lain :1) Keterbatasan individual dalam pembacaan skala ketepatan ukuran atau NST (Nilai Skala
Terkecil) pada alat ukur.2) Tidak terdapatnya sistem pendingin pada mesin frais sehingga terjadinya pemanasan
pada benda kerja yang bisa mengakibatkan pemuaiaan, dengan penggantian menggunakan minyak pelumas juga, efektifitas yang dihasilkan juga kurang bagus.
3) Kaca mata pelindung yang sudah mulai rusak (buram), sehingga pengelihatan terganggu dan terhambat.
4) Sistem keselamatan kerja pada mesin frais yang dimana penutup dari roda kecepatan putar yang terbuka dan keadaan tali penghubung roda yang aus dan seperti akan terputus.
5) Keadaan bendakerja yang longgar terpasang pada cekam, mengakibatkan benda kerja tidak tepat (dalam keadaan yang tidak horizontal/miring).
Kseimpulan
Setelah melakukan proses praktikum, yang menjadi indikator utama kebrhasilan hasil praktikum yakni stabilitas pemotognan dan ketepatan pemakanan, disamping kondisi pekerja. Dikarenakan dalam proses memerlukan konsentrasi yang tinggi, serta ketepatan ukur. Perputaran dan pemakanan tatal – tatal pada benda hendaklah memrlukan ketelitian dan kesabaran, karena akan labih baik hasil benda kerja jika pemakanan dilakukan secara perlahan – lahan dan pemakanan secara sedikit demi sedikit.
Halaman | 8
Halaman | 9
LAPORAN HASIL PRAKTIKUMDASAR TEKNOLOGI MEKANIK
JURUSAN TEKNIK KONVERSI ENRGI
KERJA BANGKU
Tujuan praktikum :
1. Memahami tentang proses mengikir2. Mengetahui tentang cara kerja mengikir 3. Memahami fungsi dan manfaat dari mengikir4. Melatih keterampilan dalam melakukan pengikiran
Dasar Teori :
Mengikir adalah salah satu dari kerja bangku yang bertujuan untuk melakukan proses pemakanan tatal – tatal pada benda kerja yang proses pengerjaannya secara manual.
1. Gerakan menggergajiPada saat melakukan proses penggergajian posisi kaki berdiri melebar dengan
lutut dibentangkan dan badan dicondongkan kededpan sedikit, pada saat menggergaji gerakan tangan haruslah konstan selama proses penggergajian. Dan bentuk tangan dalam memegang, untuk tagnan kanan disesuaikan dengan kontur bentuk pegangan gergaji, dan tangan kiri memegang ujung dari gergaji, diharapakan kelurusan hasil pemotongan degnan konstanitas gerakan dan arah yang lurus.
2. Posisi mengikir dan Gerakan MengikirSelama mengkir, berdiri di sebelah ragum dan dengan kaki sedikit melebar dan
berposisi depan belakang dengan lutut – lutut dibentangkan. Jarak antara kaki disesuaikan dengan panjang kikir yang digunakan danradius bentangan antar kaki sebesar 45O. kemudian untuk gerakan badannya, badan berdiri tegak pada posisinya dengan dicondongkan kedepan selama proses pemotongan dengan pandangan mata menghadap benda kerja.
3. Cara memegang kikirUntuk tangan kanan : memegang kikir dengan kuat dan menekan gagang kikir dengan telapak tangan bagian tengah dimana ibu jari terletak diatas dan jari lain menggenggam dibagian bawah.Untuk tangan kiri : telapak tangan dan ibu jari pada ujung kikir dan jari – jari yang lain terletak diluar ujung kikir. Namun tangan tidak menggenggam ujung kikir.
Halaman | 10
Tekanan pada kikir tergantung pada ukuran kikir dan benda kerja, tekanan dilakukan jika sedang melakukan pemakanan.
4. Langkah yang pokok dalam mengikir radius luara. Tandai batas radius b. Pengikiran kasar menyudut c. Pengikiran kasar radiusd. Penyelesaian pengikiran
Peralatan dan bahan praktikum :
1) Benda kerja (jenis bahan : St 37)2) Mistar3) Jangka sorong4) Gergaji5) Penggores6) Siku 7) Ragum (di kerja bangku)8) Mesin bor9) Perlengkapan mesin bor10) Penanda huruf11) Palu 12) Kikir (kikir kasar, kikir sedang, dan kikir halus
Langkah kerja :
1. Mempersiapkan alat dan peralatan praktikum serta bahan yang diperlukan2. Terlebih dahulu melakukan proses pengukuran benda kerja sesuai dengan job sheet
yang diterima.3. Memberikan tanda goresan atau titik pada benda kerja sesuai pengukuran yang
diinginkan.4. Menempatkan benda kerja pada ragum dengan kuat pada saat hendak melakukan
pemotongan dengan gergaji atau pada saat hendak melakukan pengikiran.5. Melakukan proses pemotongan menurut garis gores dengan menggunakan gergaji.6. Kemudian melakukan proses pengikiran baik pengikiran kasar maupun pengikiran halus
sesuai dengan yang diinginkan pada benda kerja7. Melakukan pengukuran kesikuan hasil yang dicapai secara teratur demi mencapai hasil
yang maksimal.8. Kemudian melakukan penitikan ukuran buat pengeboran benda kerja.9. Melakukan proses pengeboran dengan menggunakan mesin bor.
Langkah penggunaan mesin bor :
Halaman | 11
a. Menyalakan mesin bor.b. Memasang matabor pada tempatnya dan pastikan mata bor terpasang dengan
kuat, gunakan kunci pada perlengkapan mesin bor untuk menguatkan mata bor (untuk praktikum menggunakan mata bor ukuran 3mm).
c. Pasangkan benda kerja pada cekam bor dan tentukan titik pengeboran.d. Mengaktifkan mesin bor dan melakukan pengeboran (perhatikan kecepatan
pengeboran).e. Melakukan tahap penyelesaian bentuk.f. Mematikan mesin bor jika sudah tidak dioprasionalkan.
10. Memberikan penandaan nama pada benda kerja11. Membersihkan alat dan peralatan yang digunakan .12. Mengembalikan alat dan peralatan yang digunakan ketempat penyimpanan yang
semestinya.13. Membersihkan sisa – sisa pemotongan atau serabut sisa dari pemotongan yang
terdapat pada meja kerja bangku dan ragum atau yang tercecer disekitar area praktikum.
Data hasil praktikum :
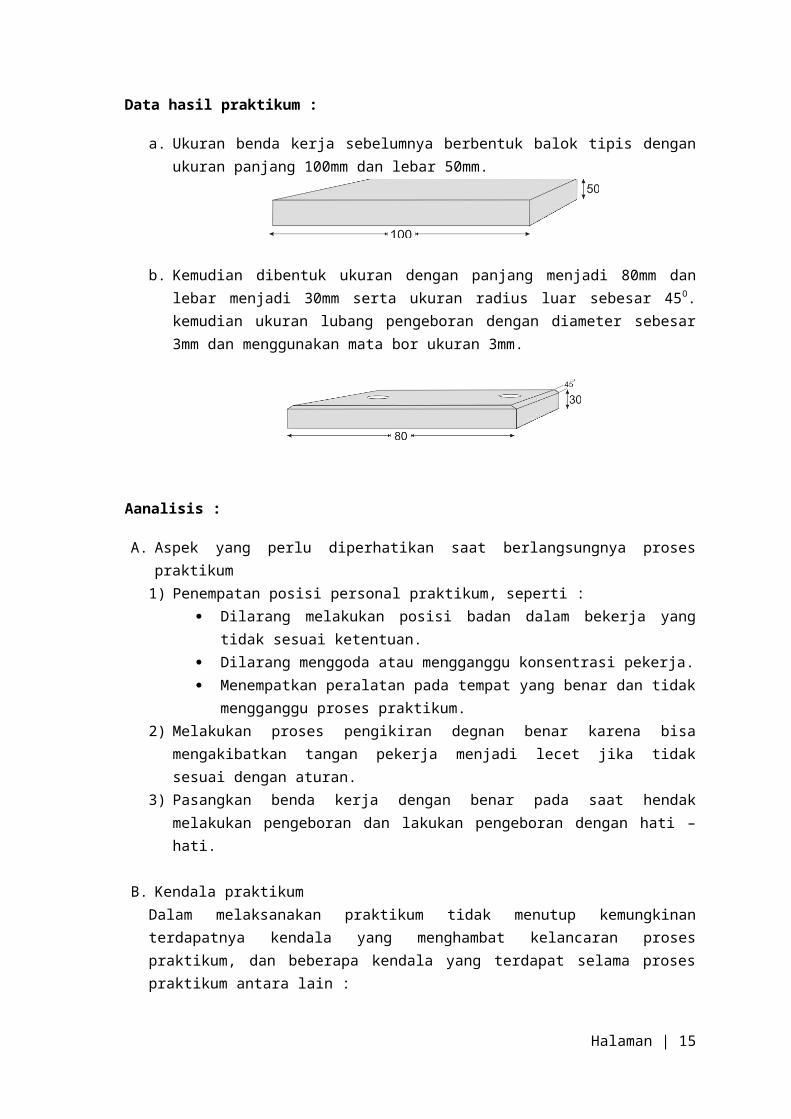
a. Ukuran benda kerja sebelumnya berbentuk balok tipis dengan ukuran panjang 100mm dan lebar 50mm.
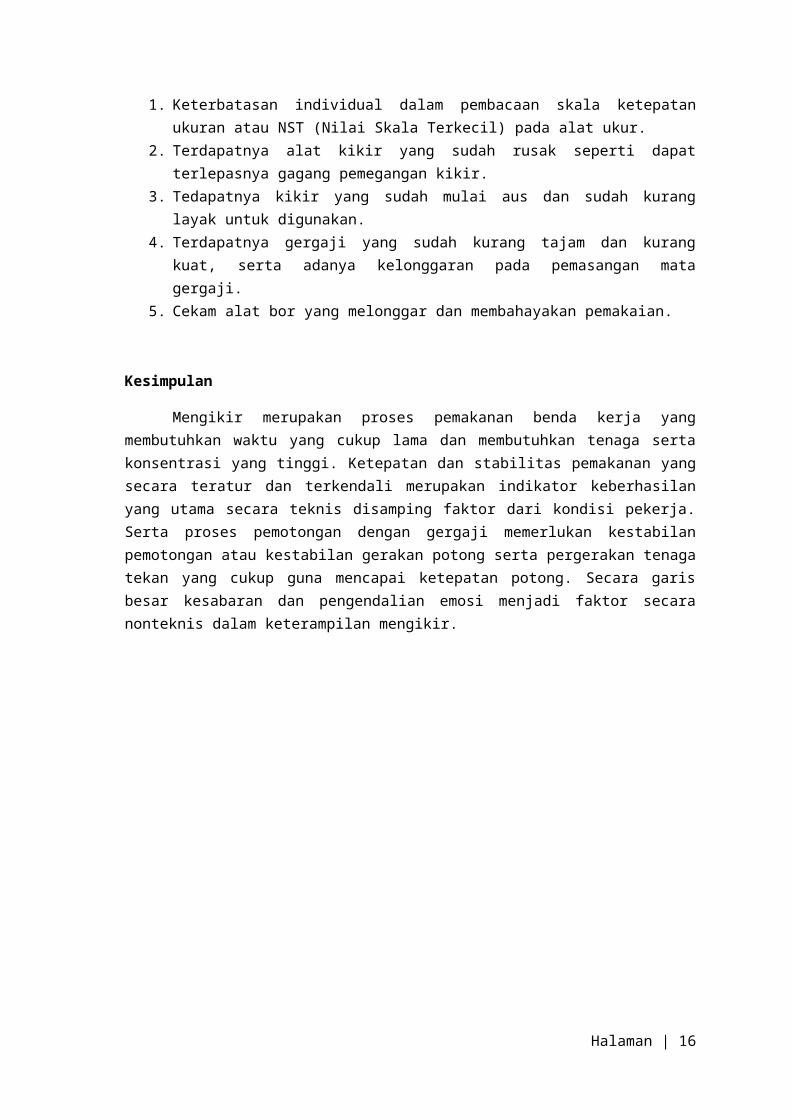
b. Kemudian dibentuk ukuran dengan panjang menjadi 80mm dan lebar menjadi 30mm serta ukuran radius luar sebesar 45O. kemudian ukuran lubang pengeboran dengan diameter sebesar 3mm dan menggunakan mata bor ukuran 3mm.
Aanalisis :
A. Aspek yang perlu diperhatikan saat berlangsungnya proses praktikum 1) Penempatan posisi personal praktikum, seperti :
Dilarang melakukan posisi badan dalam bekerja yang tidak sesuai ketentuan. Dilarang menggoda atau mengganggu konsentrasi pekerja. Menempatkan peralatan pada tempat yang benar dan tidak mengganggu
proses praktikum.
Halaman | 12
2) Melakukan proses pengikiran degnan benar karena bisa mengakibatkan tangan pekerja menjadi lecet jika tidak sesuai dengan aturan.
3) Pasangkan benda kerja dengan benar pada saat hendak melakukan pengeboran dan lakukan pengeboran dengan hati – hati.
B. Kendala praktikumDalam melaksanakan praktikum tidak menutup kemungkinan terdapatnya kendala yang menghambat kelancaran proses praktikum, dan beberapa kendala yang terdapat selama proses praktikum antara lain :1. Keterbatasan individual dalam pembacaan skala ketepatan ukuran atau NST (Nilai Skala
Terkecil) pada alat ukur.2. Terdapatnya alat kikir yang sudah rusak seperti dapat terlepasnya gagang pemegangan
kikir.3. Tedapatnya kikir yang sudah mulai aus dan sudah kurang layak untuk digunakan. 4. Terdapatnya gergaji yang sudah kurang tajam dan kurang kuat, serta adanya
kelonggaran pada pemasangan mata gergaji.5. Cekam alat bor yang melonggar dan membahayakan pemakaian.
Kesimpulan
Mengikir merupakan proses pemakanan benda kerja yang membutuhkan waktu yang cukup lama dan membutuhkan tenaga serta konsentrasi yang tinggi. Ketepatan dan stabilitas pemakanan yang secara teratur dan terkendali merupakan indikator keberhasilan yang utama secara teknis disamping faktor dari kondisi pekerja. Serta proses pemotongan dengan gergaji memerlukan kestabilan pemotongan atau kestabilan gerakan potong serta pergerakan tenaga tekan yang cukup guna mencapai ketepatan potong. Secara garis besar kesabaran dan pengendalian emosi menjadi faktor secara nonteknis dalam keterampilan mengikir.
Halaman | 13
LAPORAN HASIL PRAKTIKUMDASAR TEKNOLOGI MEKANIK
JURUSAN TEKNIK KONVERSI ENRGI
KERJA PELAT
Tujuan praktikum :
1. Memahami tentang proses melakukan kerja pelat 2. Mengetahui tentang cara kerja pelat 3. Melatih keterampilan dalam melakukan kerja pelat4. Memahami teknik pemakaian alat kerja pelat
Dasar Teori :
Kerja pelat adalah salah satu dari kerja bangku yang bertujuan untuk melakukan proses pembentukan suatu benda atau bahan dengan bahan dasar dari plat. Untuk kerja plat sendiri lebih kepada penggunaan alat – alat atau mesin yang dimanfaatkan, terutama pada mesin cutting dan mesin bending. Hal yang paling utama yakni pemodelan bentuk benda kerja sebelum di kerjakan yakni pembentukan bentuk yang sesuai dengan ukuran ketika melakukan pemotongan.
A. Penggunaan mesin cuttingMesin cutting adalah alat yang digunakan untuk memotong terutama untuk memotong
pelat, bisa juga menggunakan gunting pelat, namun ini digunakan untuk skala yang lebih besar. Ketepatan ukuran dan ketepatan pemotognan menjadi kunci utama guna mencapai hasil pemotongan yang lurus.
B. Penggunaan mesin bendingMesin bending merupakan alat yang digunakan untuk melakukan proses pembentukan
benda atau lebih tepatnya pembengkokan tergantng ukuran sudut yang ingin dicapai. Ketepatan penempatan mata bending atau ujung pada bagian pembengkoakan menjadi faktor utama ketepatan hasil yang diinginkan dan perhatikan sudut lekukan hasil.
C. Penyambungan (dengan pelubangan)Pelubangan bisa dilakukan dengan bor tangan atau mesin bor, bahaya pengeboran
ketika bor hampir tembus dapat dihindari dengan mengurangi kecepatan putar bor.
Peralatan dan bahan praktikum :
1) Pelat berukuran ( Jenis bahan St 37 )2) Engsel (sesuai keperluan)
Halaman | 14
3) Penyambung (Repeat)4) Kertas ampas5) Pemasang repeat 6) Cat dan air brush (cat : warna biru)7) Penggaris 8) Penitik 9) Penggores 10) Mesin cutting11) Mesin bending12) Gunting plat13) Siku 14) Mesin bor (bor mesin/ bor tangan)15) Kikir (jika digunakan)
Langkah kerja :
1) Mempersiapkan alat dan peralatan yang digunakan dalam praktikum, juga mempersiapkan benda kerja yang akan dikerjakan.
2) Mengukur pelat yang akan digunakan sesuai dengan ukuran benda kerja yang akan dibentuk pada job sheet.
3) Memberikan tanda baik berupa goresan maupun titik sebagai acuan ukur.4) Melakukan pemotongan pelat sesuai dengan ukuran yang telah diberikan dengan
menggunakan mesin cutting.~ Teknik penggunaan mesin cutting antara lain :
1. Letakkanpelat diatas mejakerja masin cutting dan tempatkan dibawah pisau potong dan sesuaikan dengan ukuran yang ingin dicapai.
2. Tekan dan tahan pelat dengan tangan.3. Injaklahpedal pemotong sekuat – kuatnya sampai pelat terpotong namun hati –
hati jangan sampai kaki terjapit.5) Kemudian memberikan ukuran yang kedua sesuai ukuran benda kerja yang akan
dibentuk dengan memberikan tanda gores atau titik.6) Melakukan proses bending atau pelekukan jika diperlukan atau proses pemotongan
kedua jika diperlukan. (sesuai bentuk benda kerja msing – masing )~ Teknik penggunaan mesin bending antara lain :
1. Pemilihan, pemasangan dan penempatan penekuk (sepatu tekuk).2. Pengkalibrasian penekuk (sepatu tekuk) dengan garis tekuk.3. Kemudian tempatkan pelat sesuai degnan ukuran tekukan yang dicapai.4. Mengencangkan ikatan tekukan.5. Mengangkat bidang tekukan dan sesuaikan dengan sudut lekuk yang diinginan.
7) Jika benda kerja sudah sesuai dengan bentuk yang diinginkan dan ukuran telah sesuai maka langkah berikutnya yaitu melakukan penyatuan masing – masing bagian jika terbentuk dalam beberapa bagian.
Halaman | 15
8) Teknik penyatuan berbeda – beda untuk teknik penyatuan kali ini dengan menggunakan repeat atau las titik.
9) Sebelum menyatukan dengan repeat yang pertama dilakukan yakni pemberian lubang tempat repeat akan dipasang dengan menggnakan mesin bor atau bor tangan.Langkah penggunaan mesin bor :
a. Menyalakan mesin bor.b. Memasang matabor pada tempatnya dan pastikan mata bor terpasang dengan
kuat, gunakan kunci pada perlengkapan mesin bor untuk menguatkan mata bor (untuk praktikum menggunakan mata bor ukuran 3mm).
c. Pasangkan benda kerja pada cekam bor dan tentukan titik pengeboran.d. Mengaktifkan mesin bor dan melakukan pengeboran (perhatikan kecepatan
pengeboran).e. Melakukan tahap penyelesaian bentuk.f. Mematikan mesin bor jika sudah tidak dioprasionalkan.
10) Memasangkan engsel pada bagian tutup yang tersambung pada bagian utama dengan menggunakan repeat (pastikan kesemitrisan ukuran lubang).
11) Menyatukan bagian perbagian dengan menggunakan repeat dan pemasang repeat.12) Membersihkan permukaan pelat dengan menggunakan kertas ampas.13) Kemudian jika benda sudah terpasang bagian – perbagian dilanjutkan dengan
melakukan proses pengecatan (air brush), dengan cat warna biru.Teknik pengecatan :a. Siapkan peralatan dan bahan yang diperlukan.b. Tuangkan cat pada wadah semprotan danpastikan arah katup yang terpasang pada
wadah tersebut agar memudahkan penggunaan.c. Aktifkan mesin air brush (udara bertekanan).d. Lakukan penyemprotan atau pewarnaan (pengecatan), pastikan jatak semprot
guna mendapatkan hasil yang baik (jarak semprot kurang lebih 30cm).e. Matikan mesin air brush (udara bertekanan)jika sidah tidak di oprasionalkan.f. Keringkan hasil pewarnaan.
14) Jika sudah selesai melakukan proses praktikum, mengembalikan alat dan perlatan yang digunakan pada tempatnya.
15) Membersihkan sisa – sisa pelat dan sisa – sisa praktikum yang tidak terpakai.
Halaman | 16
Data hasil praktikum :
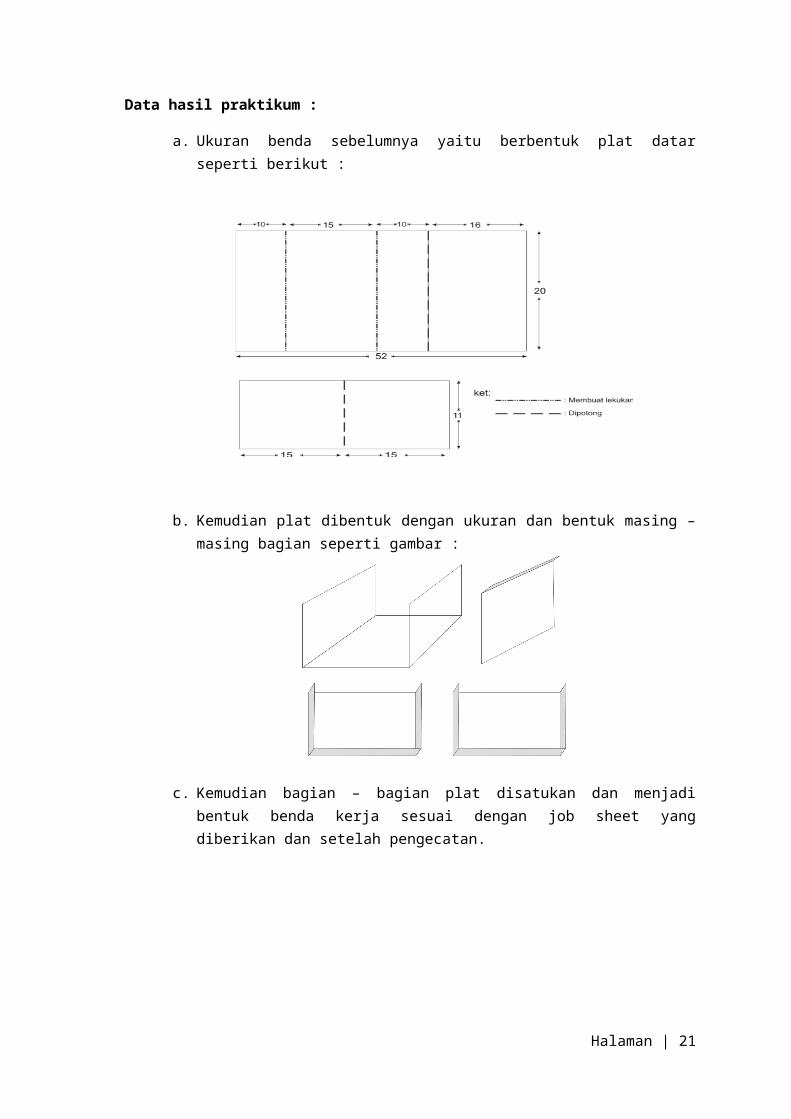
a. Ukuran benda sebelumnya yaitu berbentuk plat datar seperti berikut :
b. Kemudian plat dibentuk dengan ukuran dan bentuk masing – masing bagian seperti gambar :
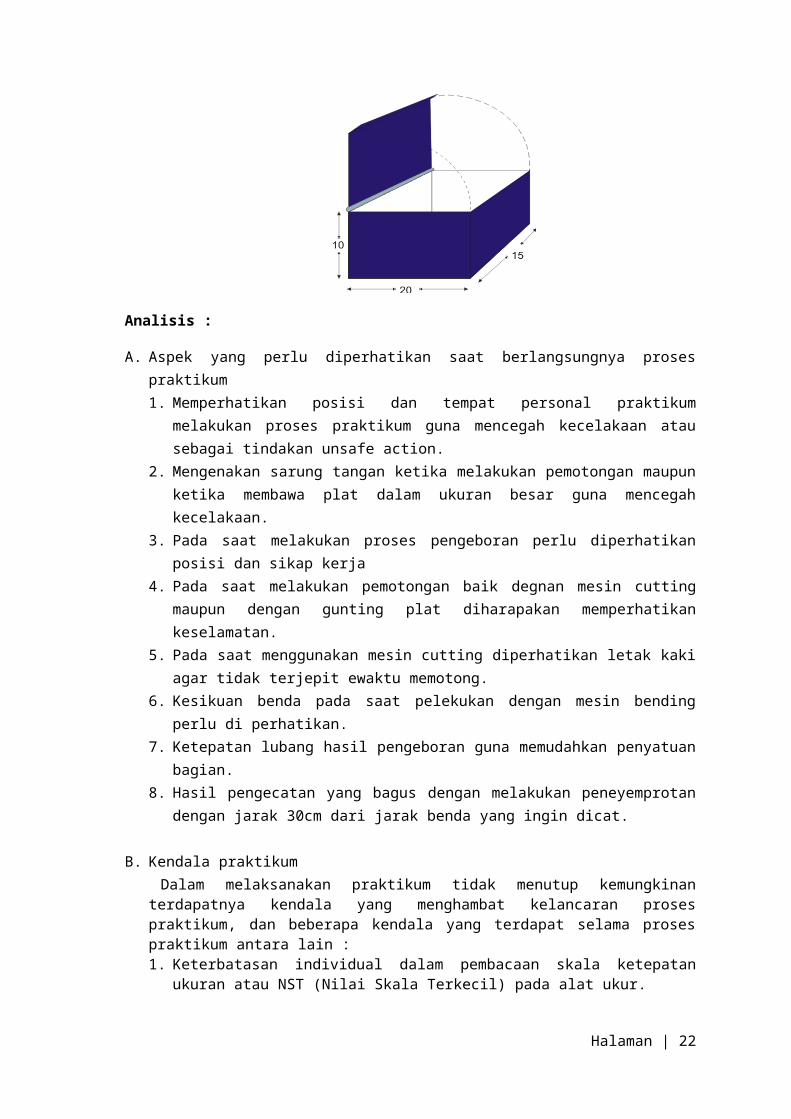
c. Kemudian bagian – bagian plat disatukan dan menjadi bentuk benda kerja sesuai dengan job sheet yang diberikan dan setelah pengecatan.
Halaman | 17
Analisis :
A. Aspek yang perlu diperhatikan saat berlangsungnya proses praktikum1. Memperhatikan posisi dan tempat personal praktikum melakukan proses praktikum
guna mencegah kecelakaan atau sebagai tindakan unsafe action. 2. Mengenakan sarung tangan ketika melakukan pemotongan maupun ketika membawa
plat dalam ukuran besar guna mencegah kecelakaan.3. Pada saat melakukan proses pengeboran perlu diperhatikan posisi dan sikap kerja4. Pada saat melakukan pemotongan baik degnan mesin cutting maupun dengan gunting
plat diharapakan memperhatikan keselamatan.5. Pada saat menggunakan mesin cutting diperhatikan letak kaki agar tidak terjepit ewaktu
memotong.6. Kesikuan benda pada saat pelekukan dengan mesin bending perlu di perhatikan.7. Ketepatan lubang hasil pengeboran guna memudahkan penyatuan bagian.8. Hasil pengecatan yang bagus dengan melakukan peneyemprotan dengan jarak 30cm
dari jarak benda yang ingin dicat.
B. Kendala praktikumDalam melaksanakan praktikum tidak menutup kemungkinan terdapatnya kendala yang
menghambat kelancaran proses praktikum, dan beberapa kendala yang terdapat selama proses praktikum antara lain :1. Keterbatasan individual dalam pembacaan skala ketepatan ukuran atau NST (Nilai Skala
Terkecil) pada alat ukur.2. Keadaan gunting plat yang mulai kurang tajam sehingga mengurangi ketelitian
pemotongan.3. Alat penyemprot pada air brush yang sudah longgar tersambung dengan selang aliran
udara bertekanan.4. Keadaan tempat tuang cat yang dimana bagian penghisap atau salurannya yang sering
terplepas sehingga terkendala kelangsungan pengecatan.
Kesimpulan
Kerja pelat merupakan kerja pembentukan benda yang benda dasar kerjanya adalah lembaran pelat. Indikator ketepatan dan keberhasilan kerja adalah pengukuran dan penggunaan mesin cutting dan mesin bending. Karna penggunaan kedua mesin inilah yang menjadi faktor utama dalam proses kerja. kerja plat memerlukan ketelitian ukur dan perhitungan yang matang serta konsep pembentukan yang tepat, guna penghematan benda kerja dan demi tingkat keberhasilan yang tinggi.
Halaman | 18
LAPORAN HASIL PRAKTIKUMDASAR TEKNOLOGI MEKANIK
JURUSAN TEKNIK KONVERSI ENRGI
MENGELAS
Tujuan praktikum :
1. Memahami tentang proses melakukan pengelasan 2. Mengetahui tentang cara mengelas yang baik dan benar 3. Melatih keterampilan dalam mengelas4. Memahami teknik pemakaian alat las yang tepat
Dasar Teori :
Proses pengelasan listrik merupakan proses pengelasan yang menggunakan elektroda atau kawat las, sebagai deposit bahan cair pada sambungan benda kerja. Pada mesin las listrik sebagai sumber energi proses pengelasan adalah arus listrik. Elektroda adalah logam pengisi atau bahan tambah yang dicairkan untuk mengisi celah sambungan las pada benda kerja las yang akan disambung. Dan untuk las listrik menggunakan jenis elektroda las bersalut untuk las listrik, dan proses pengelasan tergantung pada jens bahan yang dilas dan jenis material yang digunakan. Pada saat proses pegelasan terdapat terak, yang berfungsi sebagai mengurangi laju pendingin logam cair yang membentuk kampuh las. Terak adalah fluksyang terbakar pada waktu pengelasan.
Aspek penting sebelum pengelasan antara lain :
1. Pemilihan elektroda sebelum melakukan proses pengelasan. Pemilihan elektroda didasarkan pada jenis material dan komposisi kimia bahan yang mendekati komposisi kimia elektroda.
2. Pemilihan elektroda dan sudut pemasangan elektroda dimana mengacupada hasil pengelasan yang ingin dicapai.
`Beberapa aspek kajian yang perlu diperhatikan pada saat melakukan pengelasan antara lain :
a. Pemilihan elektroda sesuai dengan jenis material benda kerja.b. Sudut pengelasan (berkisar antara 60O – 70O ).c. Pengaturan tinggi busur las.d. Pembacaan simbol las.e. Keterampilan mngelas pada berbagai jenis sambungan.f. Pengaturan besar kecilnya ampere sesuai dengan pemakaian.g. Menguasaigerakan ayunan megnelas.
Halaman | 19
Untuk praktikum mengelas di Laboratorium Teknik Energi, digunakan mesin las listrik. Dalam mengelas hal yang perlu diperhatikan pertama yaitu jenis benda kerja yang akan dilas serta bahan benda kerja tersebut. Dikarenakan dalam praktikum mengelas digunakan elektroda berbahan karbon, jadi akan lebih baik jika benda kerja berbahan karbon juga, guna mendapat hasil lasan yang bagus. Gerakan ayunan las terkadang digunakan tergantungpada subjek yang akan dilas, apabila kampuh yang diinginkan lebih besar maka ayunannya pun akan lebih lebar.
Metode pengelasan :
A. Las maju1. Jika benda kerja terletak horizontal maka arah pengelasan maju kekiri.2. Hasil bakar las dihasilkan dari kanan kekiri.3. Kecepatan gerakan tidak terlalu cepat dan tidak terlalu pelan dengan gerakan geser
yang sesuai.B. Las mundur
1. Jika benda kerja terletak vertikal maka arah pengelasan dari atas kebawah.2. Hasil bakar las dihasilkan dari depan kebelakang3. Kecepatan gerakan tidak terlalu cepat dan tidak terlalu pelan dengan gerakan geser
yang sesuai.
Peralatan dan bahan praktikum :
1. Benda kerja ( Jenis bahan St 37 )2. Mesin las (las listrik)3. Elektroda las (elektroda carbon)4. Meja kerja 5. Kabel penyambung6. Palu dan tang7. Sikat baja8. Alat – alat pelindung seperti :
a) Sarung tanganb) Kaca mata c) Pakaian kerjad) Sepatu kulit (tahan dari serpihan bunga api)
Langkah kerja :
1) Mempersiapkan alat dan peralatan yang digunakan dalam praktikum, juga mempersiapkan benda kerja yang akan dikerjakan.
2) Mempersiapkan mesin las listrik.3) Mempersiapkan kabel penyambung jika kabel las listrik tidak muat ke sumber tegangan.4) Mempersiapkan meja kerja las
Halaman | 20
5) Mengkalibrasikan mesin las listrik seperti : Mengatur jumlah tegangan dan jumlah arus yang mengalir (menggunakan
tegangan 220 V). Mengatur sisitem grounding mesin las listrik.
6) Mengenakan sarung tangan.7) Mengenakan kaca mata pelindung.8) Memasangkan elektroda pada pemicu mesin las (tang penjepit).9) Melakukan percobaan kinerja dari elektroda (dengan memicu percikan api las)10) Melakukan proses pengelasan dengan gerakan mengelas yang diperlukan.11) Proses praktik mengelas terbagi menjadi tiga :
a) Latihan proses percobaan pembentukan hasil bentukan api dan kampuh las.b) Proses praktik pembentukan api las dan hasil bentuk las.c) Proses penyambungan dua bagian benda dengan melakukan pengelasan.
12) Membersihkan kampuh hasil pengelasan dari terak dengan menggunakan palu.13) Jika mengganti elektroda hendaknya menempatkan pemicu (tang penejepit elektroda)
pada tempatnya (menjaga tetap dalam keadaan grounding).14) Membersihkan hasil pengelasan dengan menggunakan sikat baja.15) Jika sudah selesai melakukan proses praktikum, mematikan mesin las dan
mengehntikan sumber energi yang tersalurkan ke msin las.16) Mengembalikan alat dan perlatan yang digunakan pada tempatnya.17) Membersihkan sisa – sisa serpihan yang berserakan.
Data hasil praktikum :
g. Ukuran benda sebelumnya yaitu berbentuk pelat datar seperti berikut :
h. Kemudian percobaan pembentukan api dan kampuh las pada pelat datar (untuk prakatik percobaan pembentukan api dan kampuh las) sebagai berikut :
Halaman | 21
i. Kemudian pengelasan untuk proses penyambugnan dua buah plat atau benda kerja (untuk praktik penyambungan duabuah benda kerja)sebagai berikut :
Analisis :
A. Aspek yang perlu diperhatikan saat berlangsungnya proses praktikum1. Memperhatikan posisi dan tempat personal praktikum melakukan proses praktikum
guna mencegah kecelakaan atau sebagai tindakan unsafe action. 2. Mengenakan alat keselamatan yang diperlukan dan mengenakannya dengan sebaik –
baiknya dan pada tempat semestinya.3. Pada saat membuang terak pada kampuh las sebaiknya dengan hati – hati dan
memperhatikan sekitar.4. Tempat mengelas haruslah pada tempat yang tertutup guna mengurangi pengaruh
sinar ultraviolet yang timbul terhadap sekitar.5. Tempat mengelas yang jauh dari bahaya kebakaran atau tempat kerja yang bersih dari
bahan yang mudah terbakar.6. Perhatikan sistem pengaman terutama untuk menghindari efek sengatan listrik.7. Perhatikan besar ampere yang digunakan guna mendapat hasil kampuh las yang baik. 8. Perhatikan jangan sampai terjadi kontak langsung dengan sinar ultraviolet hasil
pembekaran pada saat pengelasan9. Perhatikan pernafasan agar jangan sampai asap dari proses pengelasan terhirup.
B. Kendala praktikumDalam melaksanakan praktikum tidak menutup kemungkinan terdapatnya kendala yang
menghambat kelancaran proses praktikum, dan beberapa kendala yang terdapat selama proses praktikum antara lain :
Halaman | 22
1. Keterbatasan individual dalam proses pengelasan seperti pemahaman tentang aspek – aspek penting dan pokok dalam melakukan pengelasan.
2. Tidak terdapatnya pelindung dada guna menghindaripercikan bunga api yang megnenai badan pekerja.
3. Keadaan beberapa sarung tangan pelindung yang sudah rusak dan tidak layak pakai.4. Kondisi elektroda yang lembab dan tidak dalam keadaan kering yang semestinya,
dikarenakan penyimpanan elektroda yang kurang baik.5. Pelindung tempat meneglas yang semestinya proses pengelasan dalan ruangan atau
daerah yang tertutup dari lingkungan sekitar guna menghindari efek sinar ultraviolet.6. Tidak terdapatnya masker pernafasan, yang berfungsi sebagai pelindung pernafasan
dari asap hasil pengelasan yang berbahaya.
Kesimpulan
Mengelas merupakan proses penyambungan dengan bantuan suatu elektroda yang dicairkan. Tingkat konsentrasi dan gerakan ayunan (pergerakan) pada saat pengelasan menjadi indikator keberhasilan dalam praktikum mengelas. Hal yang paling utama adalah tingkat keselamatan selama proses praktikum karna mengelas memiliki tingkat bahaya yang cukup tinggi. Terlebih lagi mengunakan mesin las listrik. Disamping faktor non teknis, keterampilan pekerja sangat menentukan hasil serta tingkat semburan api las yang bergantung pada kuat arus aliran.
Halaman | 23
Related Documents











