Mesin Frais adalah mesin tools pengerjaan permukaan benda den benda kerja dalam permukaan mengerjakan atau menyelesaik Sedangkan Mesin Frais CNC t Mesin Frais CNC sudah bekerja program komputer. Mesin Frais CNC merupakan dengan mesin perkakas yang lain maupun berlekuk dengan ting menghaluskan atau meratakan penghalusan atau perataan ini m milling agar tidak cepat aus. Penggunaan mesin frais CNC hal wajib, mengingat mesin ini d 1 MESIN FRAIS/MILLING Gambar 1. Mesin Milling/Frais CNC s yang digunakan secara akurat untuk mengh ngan menggunakan satu atau lebih alat potong. datar, sisi, tegak, miring, bahkan alur roda kan suatu benda kerja dengan menggunaka tugasnya tetep sama dengan Mesin Frais Ko a dibawah perintah komputer. Setiap langkah mesin yang paling mampu melakukan banyak n. Sebagai hasilnya, mesin frais CNC mampu me gkat ketelitian istimewa. Selain itu mesin i benda kerja sesuai dengan dimensi yang dik membutuhkan pelumas -bisa menggunakan oli- pada industri-industri produksi besar atau manu dapat menghasilkan produk massal dengan hasil hasilkan satu atau lebih Dapat mengerjakan suatu agigi. Mesin perkakas ini an pisau milling(cutter). onvensional namun kalau kerjanya diperintah oleh k tugas bila dibandingkan eratakan permukaan datar ini juga berguna untuk kehendaki. Tetapi proses - sebagai pendingin mata ufacturing sudah menjadi yang memuaskan.

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
Mesin Frais adalah mesin tools yang digunakan secara akurat untuk
pengerjaan permukaan benda dengan menggunakan
benda kerja dalam permukaan datar
mengerjakan atau menyelesaikan suatu benda kerja dengan menggunakan pisau milling(cutter).
Sedangkan Mesin Frais CNC tugasnya tetep sama dengan
Mesin Frais CNC sudah bekerja di
program komputer.
Mesin Frais CNC merupakan mesin yang paling mampu melakukan banyak tugas bila dibandingkan
dengan mesin perkakas yang lain. Sebagai hasilnya, mesin frais CNC mampu meratakan permukaan datar
maupun berlekuk dengan tingkat ketelitian istimewa. Selain itu mesin ini juga berguna untuk
menghaluskan atau meratakan benda kerja sesuai dengan dimensi yang dikehendaki. Tetapi prose
penghalusan atau perataan ini membutuhkan pelumas
milling agar tidak cepat aus.
Penggunaan mesin frais CNC
hal wajib, mengingat mesin ini dapat menghasilkan produk massal dengan hasil yang memuaskan.
1
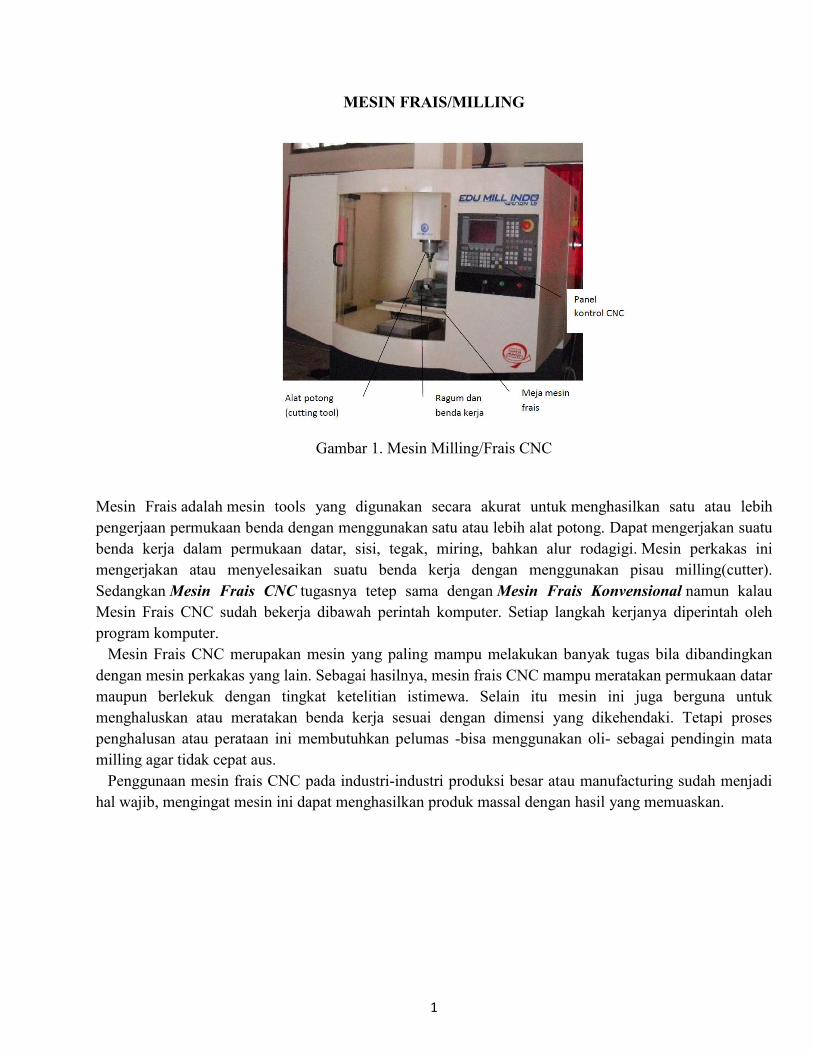
MESIN FRAIS/MILLING
Gambar 1. Mesin Milling/Frais CNC
mesin tools yang digunakan secara akurat untuk menghasilkan satu atau lebih
pengerjaan permukaan benda dengan menggunakan satu atau lebih alat potong. Dapat
nda kerja dalam permukaan datar, sisi, tegak, miring, bahkan alur rodagigi.
mengerjakan atau menyelesaikan suatu benda kerja dengan menggunakan pisau milling(cutter).
tugasnya tetep sama dengan Mesin Frais Ko
esin Frais CNC sudah bekerja dibawah perintah komputer. Setiap langkah kerjanya diperintah oleh
Mesin Frais CNC merupakan mesin yang paling mampu melakukan banyak tugas bila dibandingkan
lain. Sebagai hasilnya, mesin frais CNC mampu meratakan permukaan datar
maupun berlekuk dengan tingkat ketelitian istimewa. Selain itu mesin ini juga berguna untuk
menghaluskan atau meratakan benda kerja sesuai dengan dimensi yang dikehendaki. Tetapi prose
membutuhkan pelumas -bisa menggunakan oli-
Penggunaan mesin frais CNC pada industri-industri produksi besar atau manufacturing sudah menjadi
dapat menghasilkan produk massal dengan hasil yang memuaskan.
menghasilkan satu atau lebih
satu atau lebih alat potong. Dapat mengerjakan suatu
sisi, tegak, miring, bahkan alur rodagigi. Mesin perkakas ini
mengerjakan atau menyelesaikan suatu benda kerja dengan menggunakan pisau milling(cutter).
Mesin Frais Konvensional namun kalau
bawah perintah komputer. Setiap langkah kerjanya diperintah oleh
Mesin Frais CNC merupakan mesin yang paling mampu melakukan banyak tugas bila dibandingkan
lain. Sebagai hasilnya, mesin frais CNC mampu meratakan permukaan datar
maupun berlekuk dengan tingkat ketelitian istimewa. Selain itu mesin ini juga berguna untuk
menghaluskan atau meratakan benda kerja sesuai dengan dimensi yang dikehendaki. Tetapi proses
- sebagai pendingin mata
industri produksi besar atau manufacturing sudah menjadi
dapat menghasilkan produk massal dengan hasil yang memuaskan.
Jenis-jenis Pahat Mesin Frais CNC
Pahat-pahat yang dipakai pada Mesin Frais CNC. Mesin Frais ada dua jenis yaitu Mesin Frais Vertikal dan Mesin Frais Horisontal. Dan pahat yang digunakan baik itu Mesin frais Vertikal maupun Horisontal banyak sekali jenis dan bentuknya. Pemilihan pisau frais berdasarkan pada bentuk benda kerja, serta mudah atau kompleksnya benda kerja yang akan dibuat.
Jenis-jenis pahat/pisau Frais sebagai berikut :
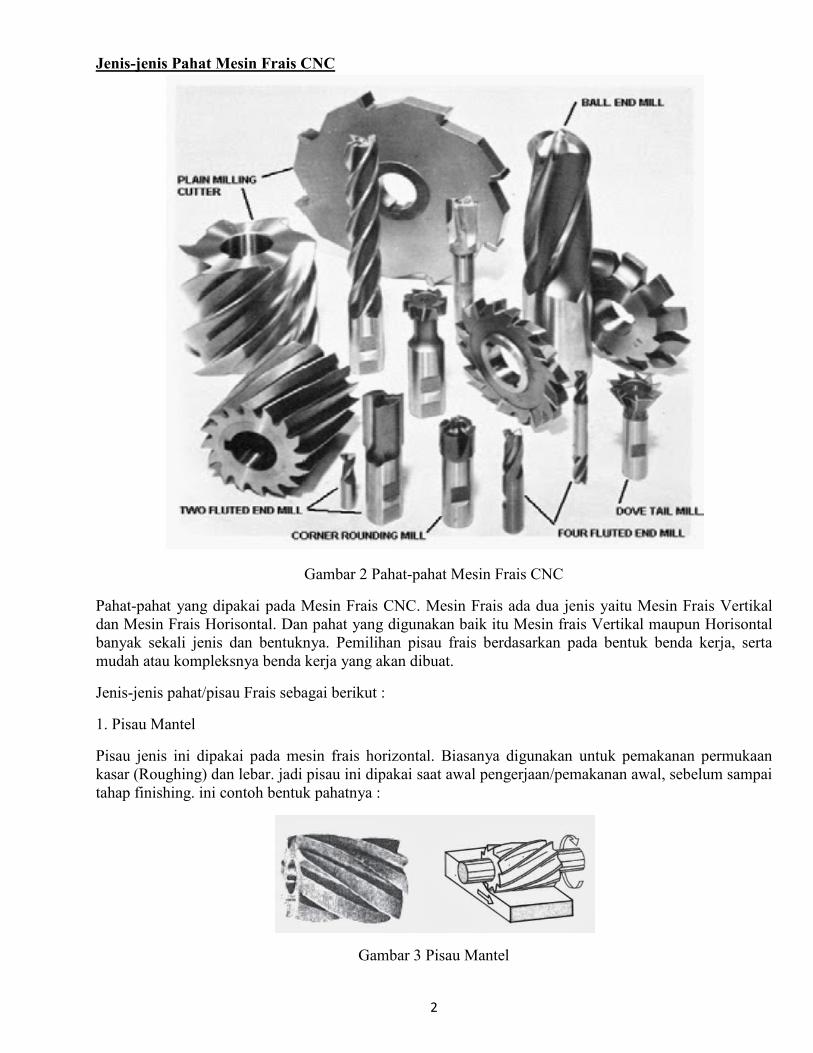
1. Pisau Mantel
Pisau jenis ini dipakai pada mesin frais horizontal. Biasanya digunakan untuk pemakanan permukaan kasar (Roughing) dan lebar. jadi pisau ini dipakai saat awal pengerjaan/pemakanan awal, sebelum sampai tahap finishing. ini contoh bentuk pahatnya :
2
jenis Pahat Mesin Frais CNC
Gambar 2 Pahat-pahat Mesin Frais CNC
pahat yang dipakai pada Mesin Frais CNC. Mesin Frais ada dua jenis yaitu Mesin Frais Vertikal Frais Horisontal. Dan pahat yang digunakan baik itu Mesin frais Vertikal maupun Horisontal
banyak sekali jenis dan bentuknya. Pemilihan pisau frais berdasarkan pada bentuk benda kerja, serta mudah atau kompleksnya benda kerja yang akan dibuat.
pahat/pisau Frais sebagai berikut :
Pisau jenis ini dipakai pada mesin frais horizontal. Biasanya digunakan untuk pemakanan permukaan kasar (Roughing) dan lebar. jadi pisau ini dipakai saat awal pengerjaan/pemakanan awal, sebelum sampai
ap finishing. ini contoh bentuk pahatnya :
Gambar 3 Pisau Mantel
pahat yang dipakai pada Mesin Frais CNC. Mesin Frais ada dua jenis yaitu Mesin Frais Vertikal Frais Horisontal. Dan pahat yang digunakan baik itu Mesin frais Vertikal maupun Horisontal
banyak sekali jenis dan bentuknya. Pemilihan pisau frais berdasarkan pada bentuk benda kerja, serta
Pisau jenis ini dipakai pada mesin frais horizontal. Biasanya digunakan untuk pemakanan permukaan kasar (Roughing) dan lebar. jadi pisau ini dipakai saat awal pengerjaan/pemakanan awal, sebelum sampai
2. Pisau Alur (Slot Milling Cutter)
Pisau alur berfungsi untuk membuat alur pada bidang permukaan benda kerja. Jenis pisau ini ada beberapa macam yang penggunaannya disesuaikan dengan kebubagian kelilingnya dan pahat ini digunakan untuk pemotongan celah dan alur pasak
Gambar
Gambar (4a) dan Gambar (4b) menunjukkan jenis pisau alur Gambar (4d) menunjukkan pisau alur dua mata sayatmenunjukkan pisau alur dua mata sayat yaitu muka dan sisi dengan mata sayat silang.
3. Pisau Frais Gigi (Gear Cutter)
Pisau frais gigi ini digunakan untuk meGambar 5 menunjukkan salah satu jenis gear cutter.
4. Pisau Frais Radius Cekung (Convex Cutter)
Pisau jenis ini digunakan untuk membuat benda kerja yang bentuknya
3
2. Pisau Alur (Slot Milling Cutter)
Pisau alur berfungsi untuk membuat alur pada bidang permukaan benda kerja. Jenis pisau ini ada beberapa macam yang penggunaannya disesuaikan dengan kebutuhan. Pahat ini hanya memiliki gigi di bagian kelilingnya dan pahat ini digunakan untuk pemotongan celah dan alur pasak
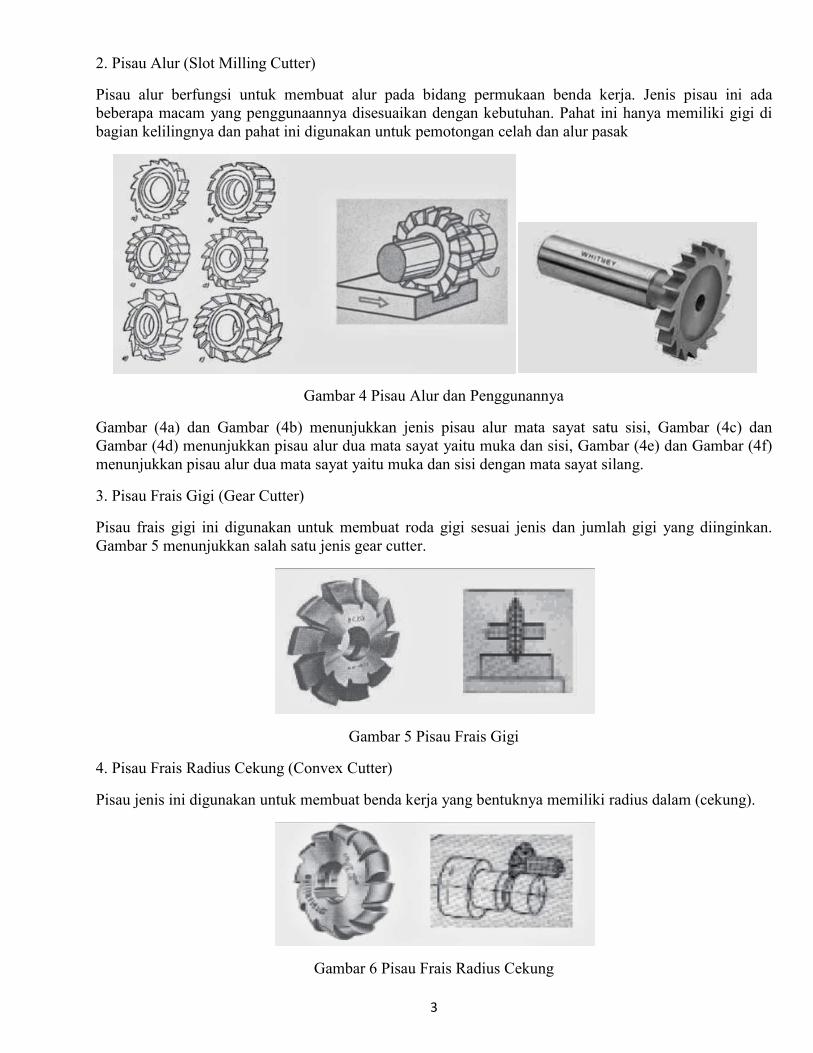
Gambar 4 Pisau Alur dan Penggunannya
4b) menunjukkan jenis pisau alur mata sayat satu sisi, Gambar (4c) dan 4d) menunjukkan pisau alur dua mata sayat yaitu muka dan sisi, Gambar (4e) dan Gambar (
menunjukkan pisau alur dua mata sayat yaitu muka dan sisi dengan mata sayat silang.
Pisau frais gigi ini digunakan untuk membuat roda gigi sesuai jenis dan jumlah5 menunjukkan salah satu jenis gear cutter.
Gambar 5 Pisau Frais Gigi
4. Pisau Frais Radius Cekung (Convex Cutter)
Pisau jenis ini digunakan untuk membuat benda kerja yang bentuknya memiliki radius dalam (cekung).
Gambar 6 Pisau Frais Radius Cekung
Pisau alur berfungsi untuk membuat alur pada bidang permukaan benda kerja. Jenis pisau ini ada tuhan. Pahat ini hanya memiliki gigi di
bagian kelilingnya dan pahat ini digunakan untuk pemotongan celah dan alur pasak
mata sayat satu sisi, Gambar (4c) dan yaitu muka dan sisi, Gambar (4e) dan Gambar (4f)
menunjukkan pisau alur dua mata sayat yaitu muka dan sisi dengan mata sayat silang.
mbuat roda gigi sesuai jenis dan jumlah gigi yang diinginkan.
memiliki radius dalam (cekung).
5. Pisatu Frais Radius Cembung (Concave Cutter)
Pisau jenis ini digunakan untuk membuat benda kerja yang bentuknya memiliki radius dalam (cekung).
6. Pisau Frais Alur T (T Slot Cutter)
Pisau jenis ini hanya digunakan untuk membuat alur berbentuk ”T” seperti halnya pada meja mesin frais.
7. Pisau Frais Sudut
Pisau jenis ini digunakan untuk membuat alur berbentuk sudut yang yang digunakan. Pisau jenis ini memiliki sudutdan 80°. Gambar 9a menunjukkan pisau satu sudsudut 45° x 45° (double angle cutter), Gambar 9cutter).
8. Pisau Frais Jari (Endmill Cutter)
Ukuran pisau jenis ini sangat bervariasi mulai ukuran kecil sampai ukuran besar. Cutter ini biasdipakai untuk membuat alur pada bidang datar atau pasak dan jenis pisau ini pada umumnya dipasang pada posisi tegak (mesin frais vertikal), namun pada kondisi tertentu dapat juga dipasang posisi horizontal yaitu langsung dipasang pada spindle mesin fr
4
5. Pisatu Frais Radius Cembung (Concave Cutter)
Pisau jenis ini digunakan untuk membuat benda kerja yang bentuknya memiliki radius dalam (cekung).
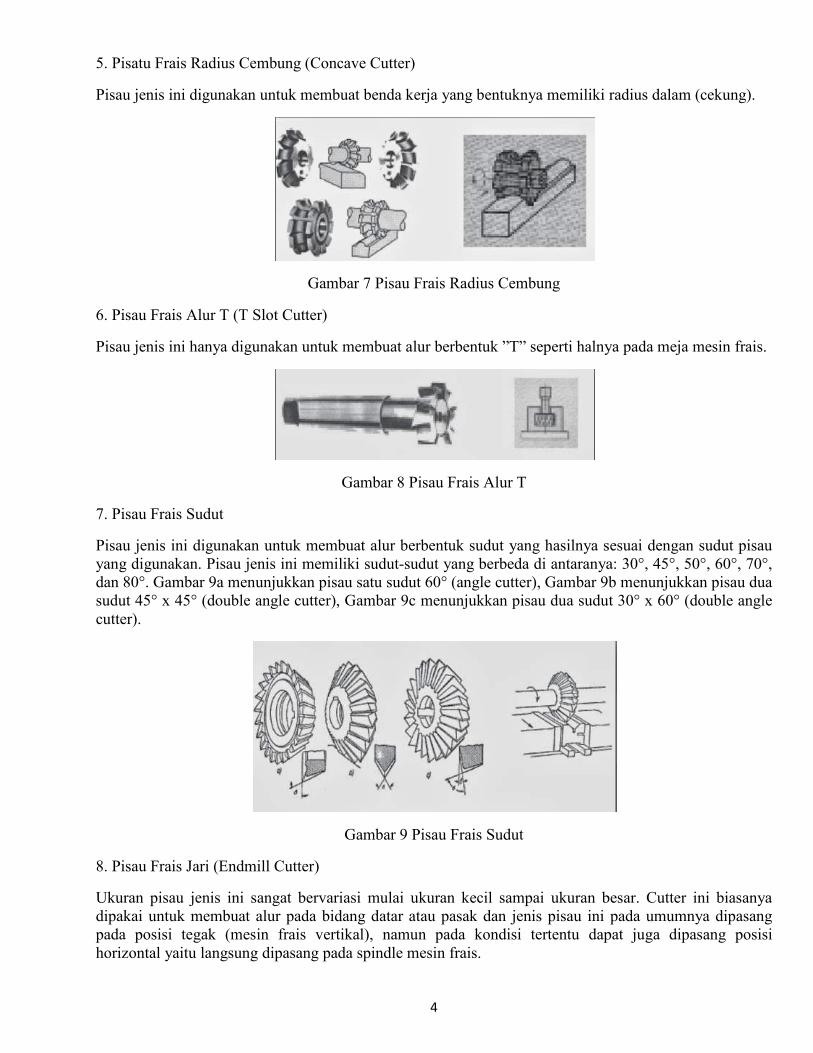
Gambar 7 Pisau Frais Radius Cembung
Pisau Frais Alur T (T Slot Cutter)
Pisau jenis ini hanya digunakan untuk membuat alur berbentuk ”T” seperti halnya pada meja mesin frais.
Gambar 8 Pisau Frais Alur T
Pisau jenis ini digunakan untuk membuat alur berbentuk sudut yang hasilnya sesuai dengan sudut pisau yang digunakan. Pisau jenis ini memiliki sudut-sudut yang berbeda di antaranya: 30°, 45°, 50°, 60°, 70°,
menunjukkan pisau satu sudut 60° (angle cutter), Gambar 9b menunjukkan pisau dua (double angle cutter), Gambar 9c menunjukkan pisau dua sudut 30° x 60° (double angle
Gambar 9 Pisau Frais Sudut
8. Pisau Frais Jari (Endmill Cutter)
Ukuran pisau jenis ini sangat bervariasi mulai ukuran kecil sampai ukuran besar. Cutter ini biasdipakai untuk membuat alur pada bidang datar atau pasak dan jenis pisau ini pada umumnya dipasang pada posisi tegak (mesin frais vertikal), namun pada kondisi tertentu dapat juga dipasang posisi horizontal yaitu langsung dipasang pada spindle mesin frais.
Pisau jenis ini digunakan untuk membuat benda kerja yang bentuknya memiliki radius dalam (cekung).
Pisau jenis ini hanya digunakan untuk membuat alur berbentuk ”T” seperti halnya pada meja mesin frais.
hasilnya sesuai dengan sudut pisau sudut yang berbeda di antaranya: 30°, 45°, 50°, 60°, 70°,
b menunjukkan pisau dua c menunjukkan pisau dua sudut 30° x 60° (double angle
Ukuran pisau jenis ini sangat bervariasi mulai ukuran kecil sampai ukuran besar. Cutter ini biasanya dipakai untuk membuat alur pada bidang datar atau pasak dan jenis pisau ini pada umumnya dipasang pada posisi tegak (mesin frais vertikal), namun pada kondisi tertentu dapat juga dipasang posisi
9. Pisau Frais Muka dan Sisi (Shell Endmill Cutter)
Jenis pisau ini memiliki mata sayat di muka dan di sisi, dapat digunakan untuk mengefrais bidang rata dan bertingkat. Gambar 11 menunjukkan pisau frais muka dan sisi.
10. Pisau Frais Pengasaran (Heavy Duty Endmill Cutter)
Pisau jenis ini mempunyai satu ciri khas yang berbeda dengan cutter yang lain. Pada sisinya berbentuk alur helik yang dapat digunakan untuk menyayat benda kerja darimampu melakukan penyayatan yang cukup besar.
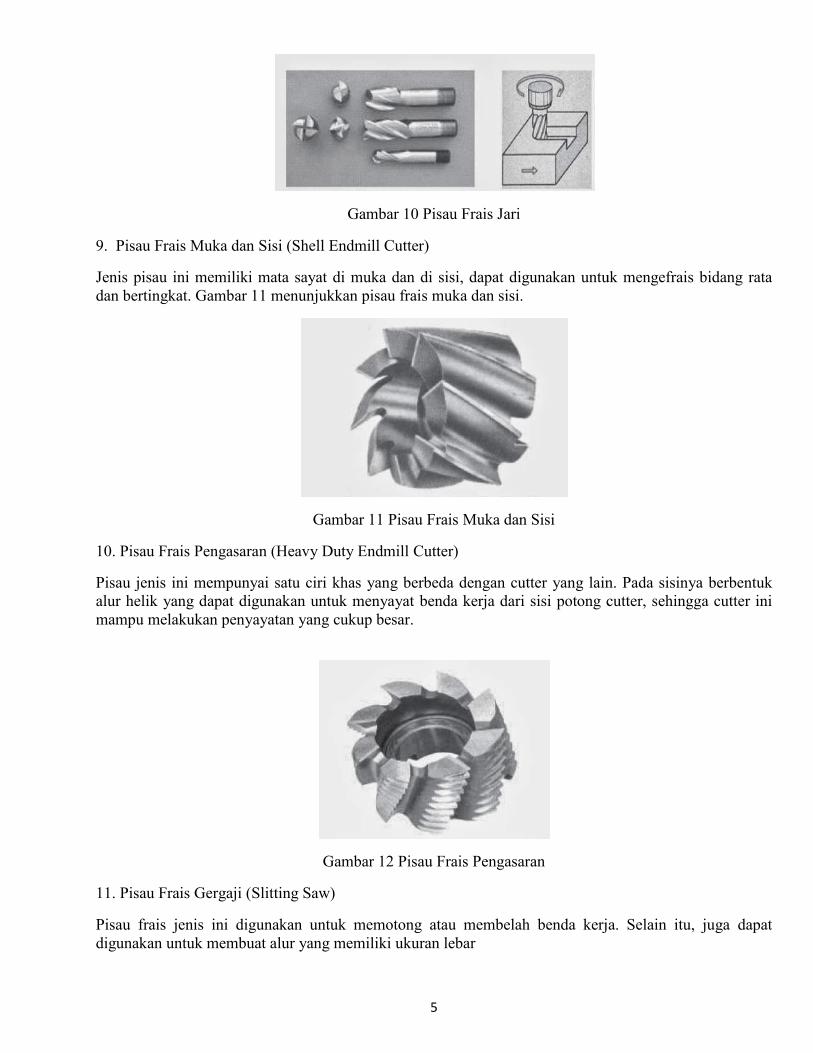
11. Pisau Frais Gergaji (Slitting Saw)
Pisau frais jenis ini digunakan untuk memotong atau membelah benda kerja. Selain itu, juga digunakan untuk membuat alur yang memiliki ukuran lebar
5
Gambar 10 Pisau Frais Jari
9. Pisau Frais Muka dan Sisi (Shell Endmill Cutter)
Jenis pisau ini memiliki mata sayat di muka dan di sisi, dapat digunakan untuk mengefrais bidang rata menunjukkan pisau frais muka dan sisi.
Gambar 11 Pisau Frais Muka dan Sisi
10. Pisau Frais Pengasaran (Heavy Duty Endmill Cutter)
Pisau jenis ini mempunyai satu ciri khas yang berbeda dengan cutter yang lain. Pada sisinya berbentuk alur helik yang dapat digunakan untuk menyayat benda kerja dari sisi potong cutter,mampu melakukan penyayatan yang cukup besar.
Gambar 12 Pisau Frais Pengasaran
11. Pisau Frais Gergaji (Slitting Saw)
Pisau frais jenis ini digunakan untuk memotong atau membelah benda kerja. Selain itu, juga digunakan untuk membuat alur yang memiliki ukuran lebar
Jenis pisau ini memiliki mata sayat di muka dan di sisi, dapat digunakan untuk mengefrais bidang rata
Pisau jenis ini mempunyai satu ciri khas yang berbeda dengan cutter yang lain. Pada sisinya berbentuk sisi potong cutter, sehingga cutter ini
Pisau frais jenis ini digunakan untuk memotong atau membelah benda kerja. Selain itu, juga dapat
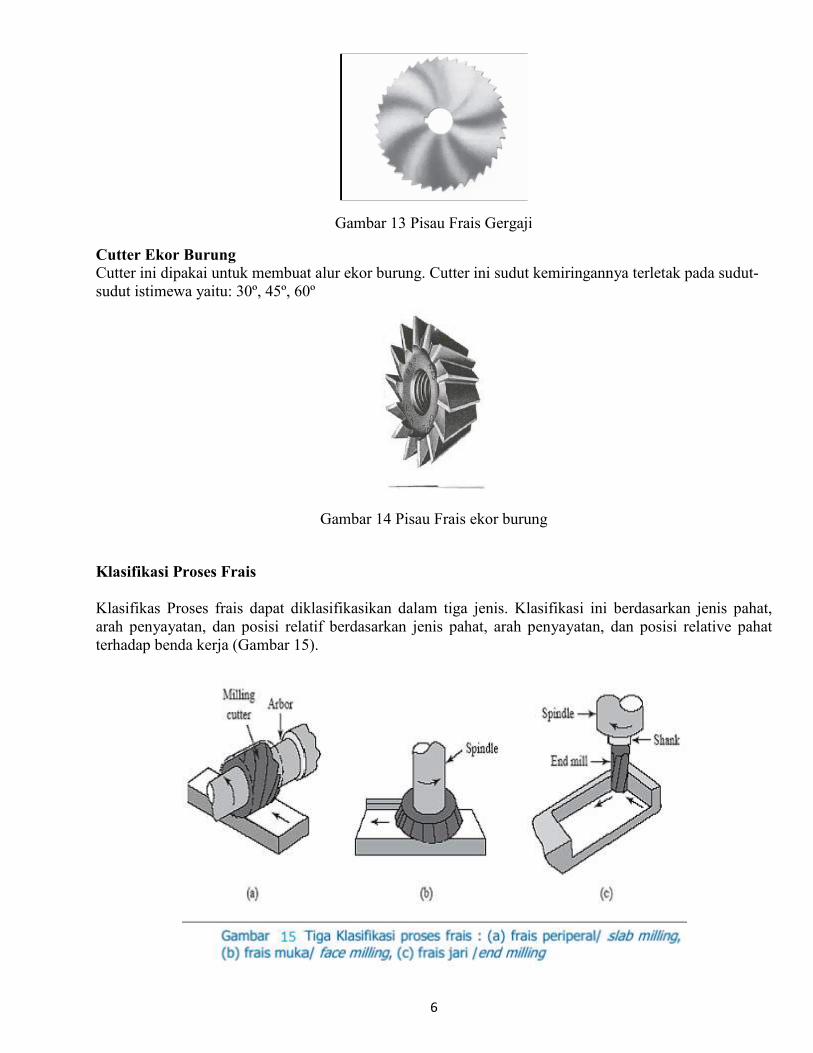
Cutter Ekor Burung Cutter ini dipakai untuk membuat alur ekor burung. Cutter ini sudut kemiringannya terletak sudut istimewa yaitu: 30º, 45º, 60º
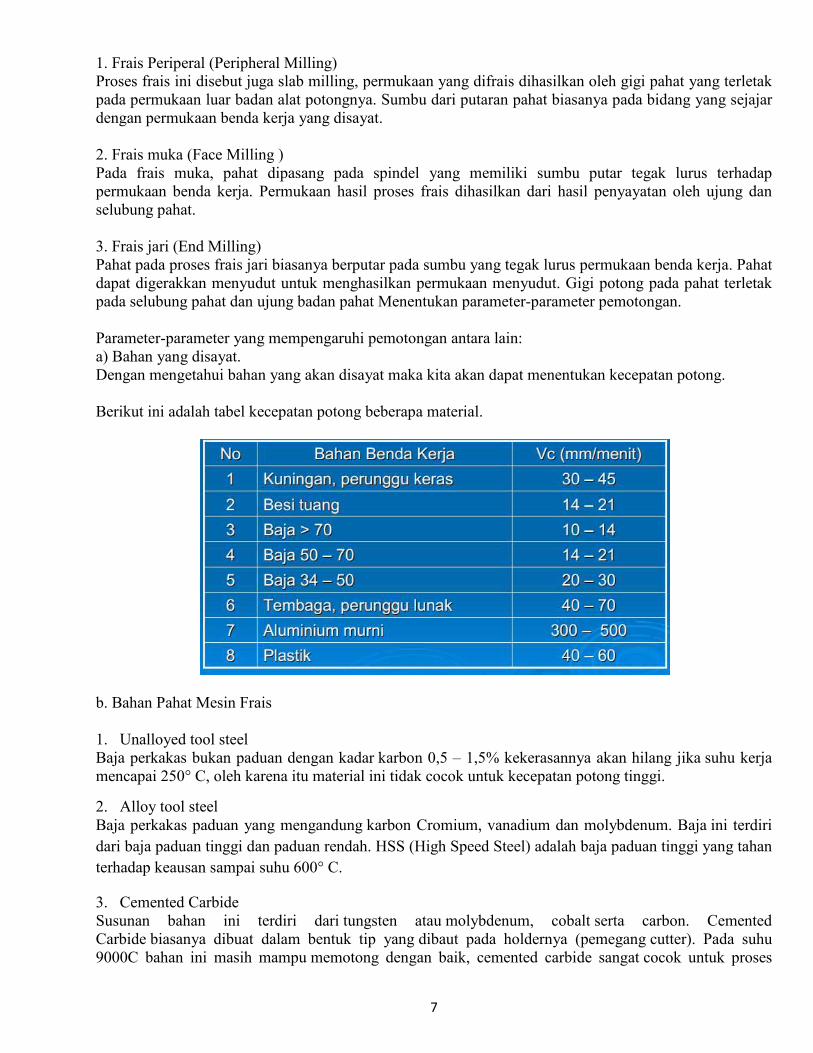
Klasifikasi Proses Frais Klasifikas Proses frais dapat diklasifikasikan dalam tiga jenis. Klasifikasi iniarah penyayatan, dan posisi relatif berdasarkan jenis pahatterhadap benda kerja (Gambar 15
6
Gambar 13 Pisau Frais Gergaji
Cutter ini dipakai untuk membuat alur ekor burung. Cutter ini sudut kemiringannya terletak : 30º, 45º, 60º
Gambar 14 Pisau Frais ekor burung
Klasifikas Proses frais dapat diklasifikasikan dalam tiga jenis. Klasifikasi ini relatif berdasarkan jenis pahat, arah penyayatan, dan posisi
terhadap benda kerja (Gambar 15).
Cutter ini dipakai untuk membuat alur ekor burung. Cutter ini sudut kemiringannya terletak pada sudut-
berdasarkan jenis pahat, , arah penyayatan, dan posisi relative pahat
7
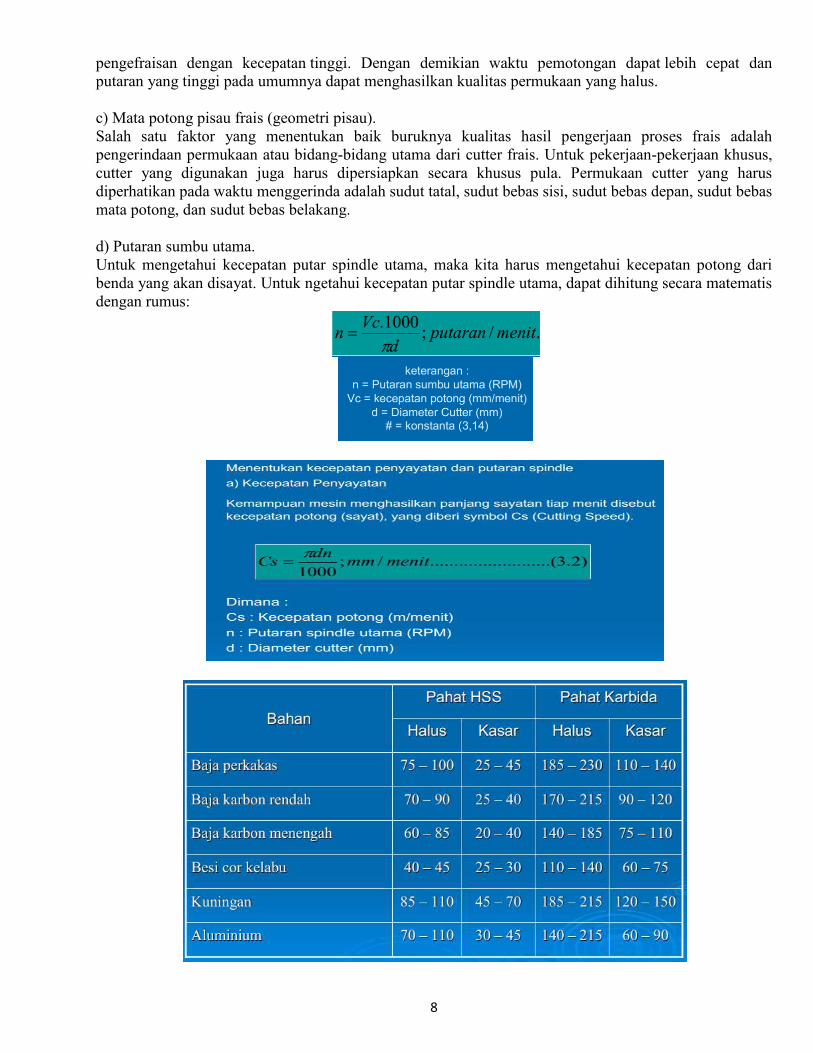
1. Frais Periperal (Peripheral Milling) Proses frais ini disebut juga slab milling, permukaan yang difrais dihasilkan oleh gigi pahat yang terletak pada permukaan luar badan alat potongnya. Sumbu dari putaran pahat biasanya pada bidang yang sejajar dengan permukaan benda kerja yang disayat. 2. Frais muka (Face Milling ) Pada frais muka, pahat dipasang pada spindel yang memiliki sumbu putar tegak lurus terhadap permukaan benda kerja. Permukaan hasil proses frais dihasilkan dari hasil penyayatan oleh ujung dan selubung pahat. 3. Frais jari (End Milling) Pahat pada proses frais jari biasanya berputar pada sumbu yang tegak lurus permukaan benda kerja. Pahat dapat digerakkan menyudut untuk menghasilkan permukaan menyudut. Gigi potong pada pahat terletak pada selubung pahat dan ujung badan pahat Menentukan parameter-parameter pemotongan. Parameter-parameter yang mempengaruhi pemotongan antara lain: a) Bahan yang disayat. Dengan mengetahui bahan yang akan disayat maka kita akan dapat menentukan kecepatan potong. Berikut ini adalah tabel kecepatan potong beberapa material.
b. Bahan Pahat Mesin Frais 1. Unalloyed tool steel Baja perkakas bukan paduan dengan kadar karbon 0,5 – 1,5% kekerasannya akan hilang jika suhu kerja mencapai 250° C, oleh karena itu material ini tidak cocok untuk kecepatan potong tinggi.
2. Alloy tool steel Baja perkakas paduan yang mengandung karbon Cromium, vanadium dan molybdenum. Baja ini terdiri
dari baja paduan tinggi dan paduan rendah. HSS (High Speed Steel) adalah baja paduan tinggi yang tahan
terhadap keausan sampai suhu 600° C.
3. Cemented Carbide Susunan bahan ini terdiri dari tungsten atau molybdenum, cobalt serta carbon. Cemented Carbide biasanya dibuat dalam bentuk tip yang dibaut pada holdernya (pemegang cutter). Pada suhu 9000C bahan ini masih mampu memotong dengan baik, cemented carbide sangat cocok untuk proses
8
pengefraisan dengan kecepatan tinggi. Dengan demikian waktu pemotongan dapat lebih cepat dan putaran yang tinggi pada umumnya dapat menghasilkan kualitas permukaan yang halus. c) Mata potong pisau frais (geometri pisau). Salah satu faktor yang menentukan baik buruknya kualitas hasil pengerjaan proses frais adalah pengerindaan permukaan atau bidang-bidang utama dari cutter frais. Untuk pekerjaan-pekerjaan khusus, cutter yang digunakan juga harus dipersiapkan secara khusus pula. Permukaan cutter yang harus diperhatikan pada waktu menggerinda adalah sudut tatal, sudut bebas sisi, sudut bebas depan, sudut bebas mata potong, dan sudut bebas belakang. d) Putaran sumbu utama. Untuk mengetahui kecepatan putar spindle utama, maka kita harus mengetahui kecepatan potong dari benda yang akan disayat. Untuk ngetahui kecepatan putar spindle utama, dapat dihitung secara matematis dengan rumus:
9
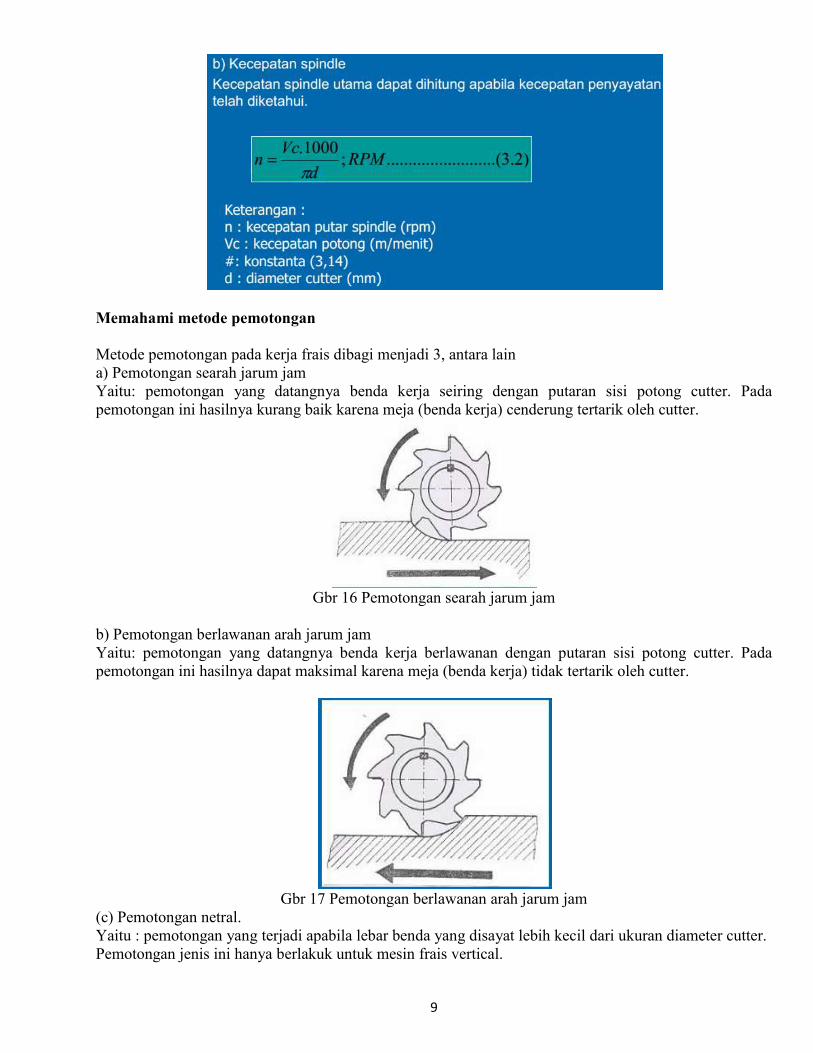
Memahami metode pemotongan Metode pemotongan pada kerja frais dibagi menjadi 3, antara lain a) Pemotongan searah jarum jam Yaitu: pemotongan yang datangnya benda kerja seiring dengan putaran sisi potong cutter. Pada pemotongan ini hasilnya kurang baik karena meja (benda kerja) cenderung tertarik oleh cutter.
Gbr 16 Pemotongan searah jarum jam
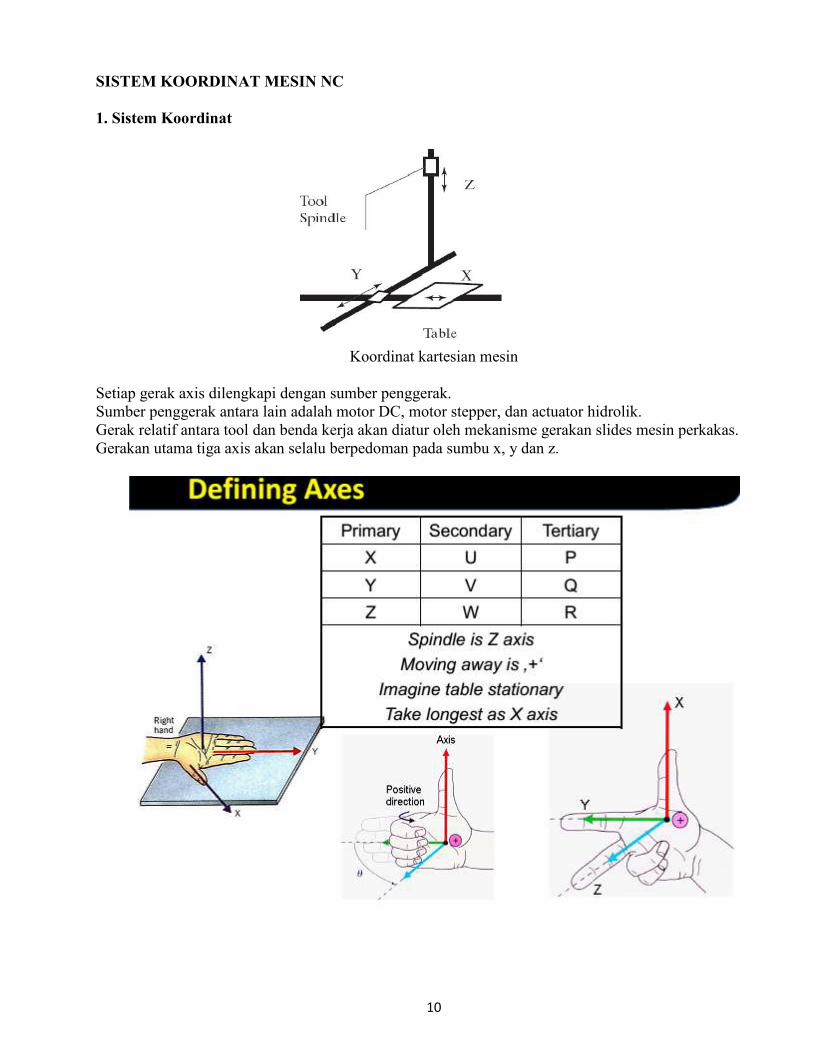
b) Pemotongan berlawanan arah jarum jam Yaitu: pemotongan yang datangnya benda kerja berlawanan dengan putaran sisi potong cutter. Pada pemotongan ini hasilnya dapat maksimal karena meja (benda kerja) tidak tertarik oleh cutter.
Gbr 17 Pemotongan berlawanan arah jarum jam
(c) Pemotongan netral. Yaitu : pemotongan yang terjadi apabila lebar benda yang disayat lebih kecil dari ukuran diameter cutter. Pemotongan jenis ini hanya berlakuk untuk mesin frais vertical.
10
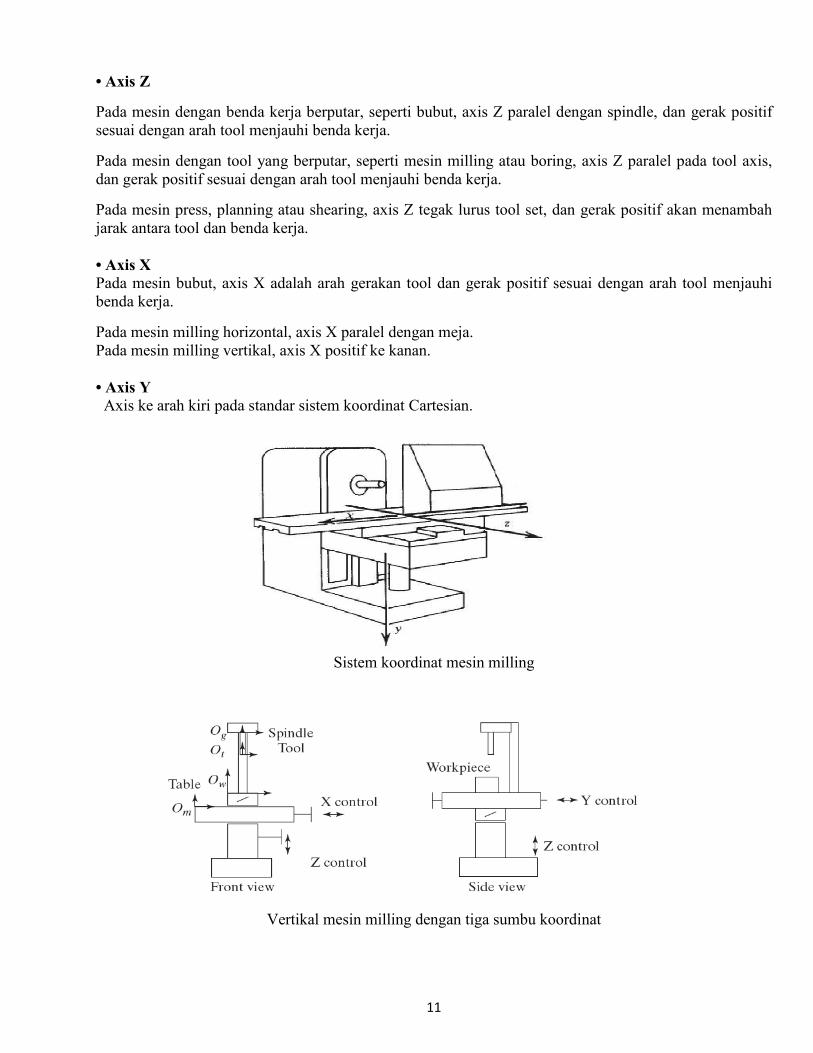
SISTEM KOORDINAT MESIN NC 1. Sistem Koordinat
Koordinat kartesian mesin
Setiap gerak axis dilengkapi dengan sumber penggerak. Sumber penggerak antara lain adalah motor DC, motor stepper, dan actuator hidrolik. Gerak relatif antara tool dan benda kerja akan diatur oleh mekanisme gerakan slides mesin perkakas. Gerakan utama tiga axis akan selalu berpedoman pada sumbu x, y dan z.
11
• Axis Z
Pada mesin dengan benda kerja berputar, seperti bubut, axis Z paralel dengan spindle, dan gerak positif sesuai dengan arah tool menjauhi benda kerja.
Pada mesin dengan tool yang berputar, seperti mesin milling atau boring, axis Z paralel pada tool axis, dan gerak positif sesuai dengan arah tool menjauhi benda kerja.
Pada mesin press, planning atau shearing, axis Z tegak lurus tool set, dan gerak positif akan menambah jarak antara tool dan benda kerja. • Axis X Pada mesin bubut, axis X adalah arah gerakan tool dan gerak positif sesuai dengan arah tool menjauhi benda kerja.
Pada mesin milling horizontal, axis X paralel dengan meja. Pada mesin milling vertikal, axis X positif ke kanan. • Axis Y Axis ke arah kiri pada standar sistem koordinat Cartesian.
Sistem koordinat mesin milling Sistem koordinat mesin milling
Vertikal mesin milling dengan tiga sumbu koordinat
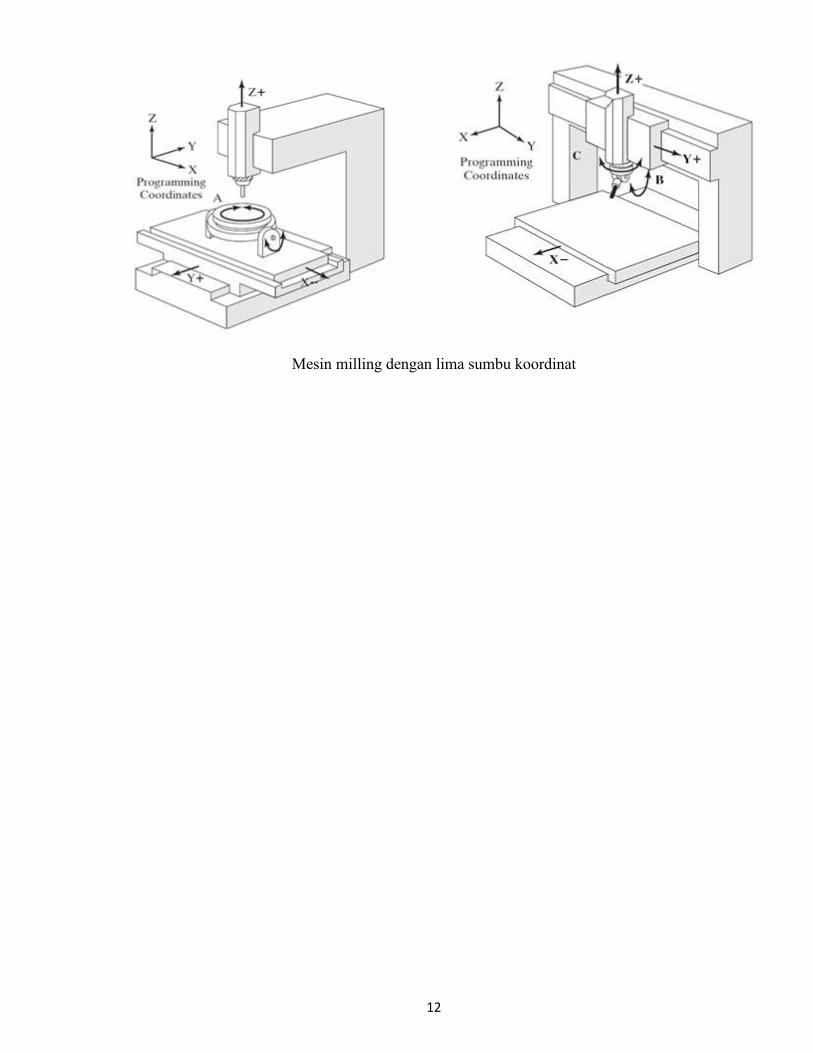
Mesin milling dengan lima sumbu koordinat
12
Mesin milling dengan lima sumbu koordinat
13
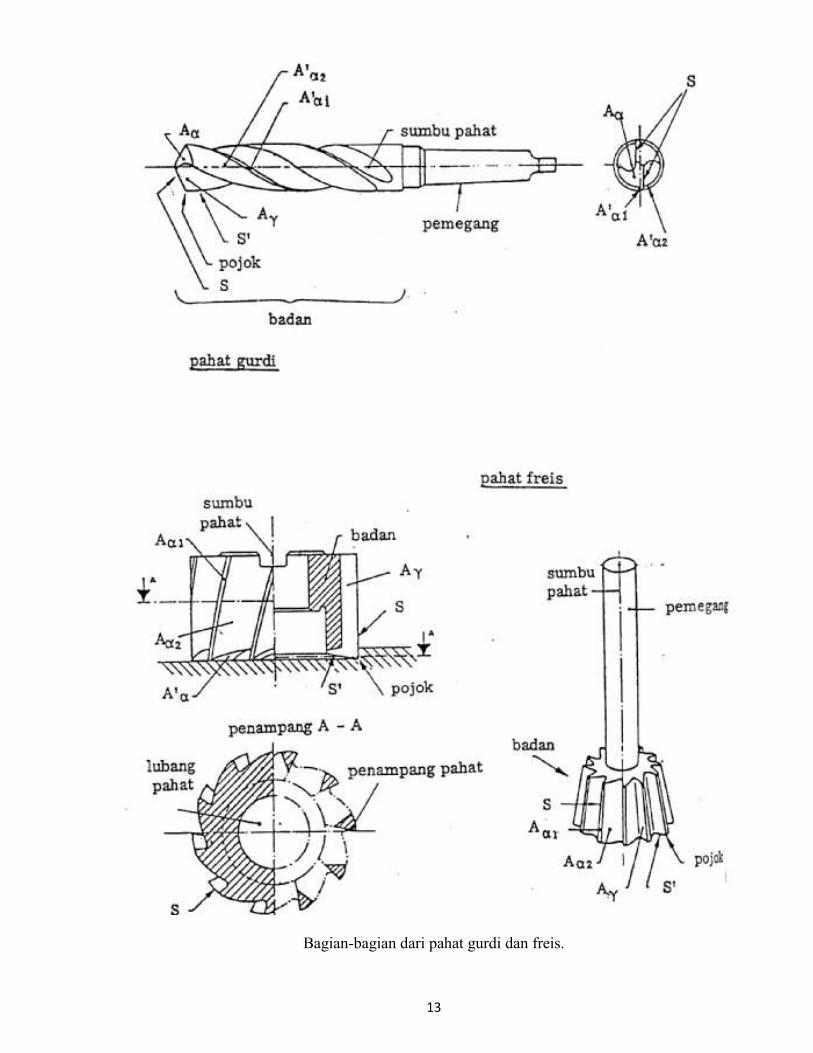
Bagian-bagian dari pahat gurdi dan freis.
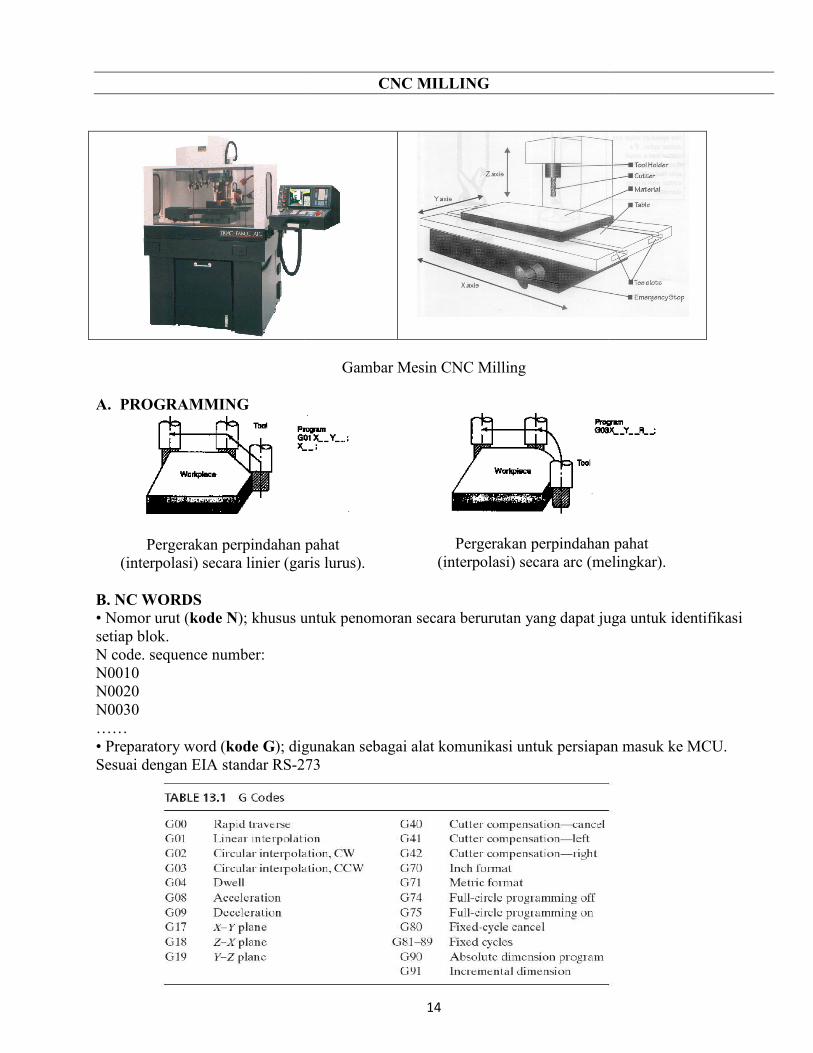
A. PROGRAMMING
Pergerakan perpindahan pahat
(interpolasi) secara linier (garis lurus). B. NC WORDS • Nomor urut (kode N); khusus untuk penomoran secara berurutan yang dapat juga untuk identifikasi setiap blok. N code. sequence number: N0010 N0020 N0030 …… • Preparatory word (kode G); digunakan sebagai alat komunikasi untuk persiapan Sesuai dengan EIA standar RS-273
14
CNC MILLING
Gambar Mesin CNC Milling
Pergerakan perpindahan pahat (interpolasi) secara linier (garis lurus).
Pergerakan perpindahan pahat
(interpolasi) secara arc (melingkar).
); khusus untuk penomoran secara berurutan yang dapat juga untuk identifikasi
); digunakan sebagai alat komunikasi untuk persiapan 273
Pergerakan perpindahan pahat (interpolasi) secara arc (melingkar).
); khusus untuk penomoran secara berurutan yang dapat juga untuk identifikasi
); digunakan sebagai alat komunikasi untuk persiapan masuk ke MCU.
15
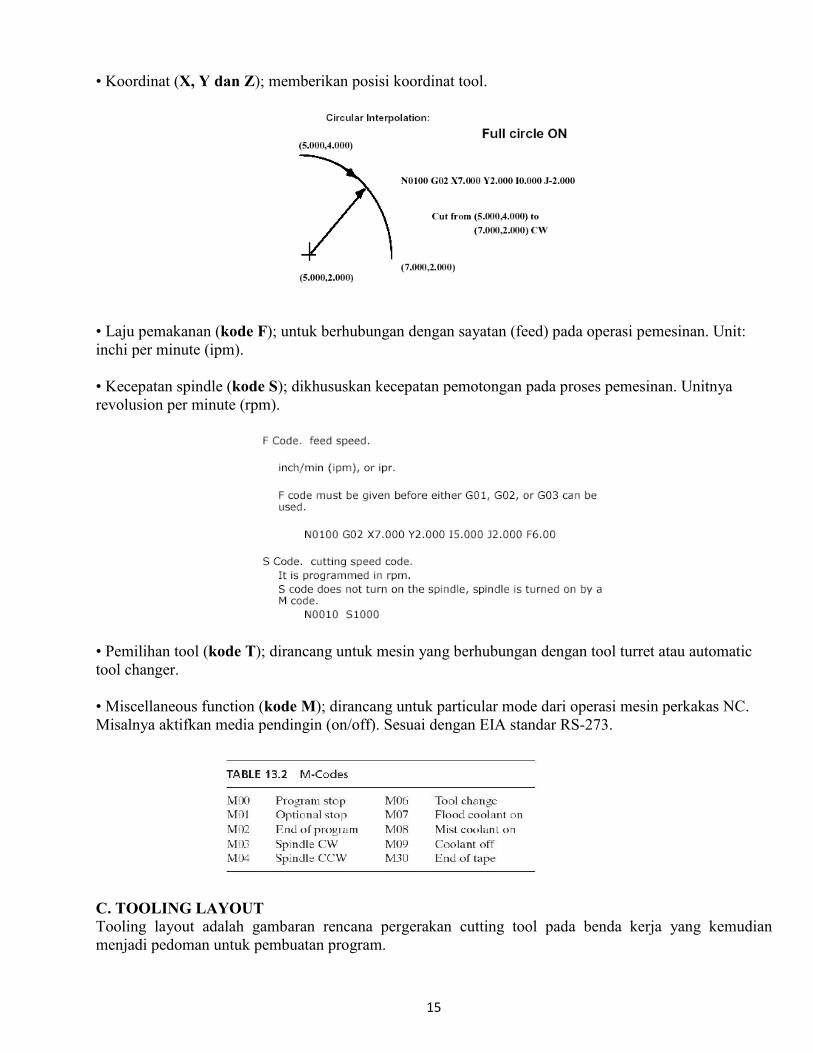
• Koordinat (X, Y dan Z); memberikan posisi koordinat tool.
• Laju pemakanan (kode F); untuk berhubungan dengan sayatan (feed) pada operasi pemesinan. Unit: inchi per minute (ipm). • Kecepatan spindle (kode S); dikhususkan kecepatan pemotongan pada proses pemesinan. Unitnya revolusion per minute (rpm).
• Pemilihan tool (kode T); dirancang untuk mesin yang berhubungan dengan tool turret atau automatic tool changer. • Miscellaneous function (kode M); dirancang untuk particular mode dari operasi mesin perkakas NC. Misalnya aktifkan media pendingin (on/off). Sesuai dengan EIA standar RS-273. C. TOOLING LAYOUT Tooling layout adalah gambaran rencana pergerakan cutting tool pada benda kerja yang kemudian menjadi pedoman untuk pembuatan program.
16
Proses Bubut/Lathe/Turning Proses bubut adalah proses pemesinan untuk menghasilkan bagiandikerjakan dengan menggunakan mesin bubut. Prinsip dasarnya dapat didefinisikan sebagai proses pemesinan permukaan luar benda silindris atau bubut rata:• Dengan benda kerja yang berputar• Dengan satu pahat bermata potong tunggal (with a single• Dengan gerakan pahat sejajar terhadap sumbu benda kerja pada jarak tertentu sehingga akan membuang permukaan luar benda kerja (lihat Gambar 1 no.
Gambar 1 (a) Proses bubut rata, (b) bubut permukaan, dan (c Proses bubut permukaan (surface turning, Gambar 1 no. bproses bubut rata, tetapi arah gerakan pemakanan tegak lurus terhadap sumbu benda kerja. Proses bubut tirus (taper turning, Gambar .1 no. cpahat membentuk sudut tertentu terhadap sumbu benda kerja. Demikian juga proses bubut kontur, dilakukan dengan cara memvariasi kedalaman potong, sehingga menghasilkan bentuk yang diinginkan
Kondisi pemotongan ditentukan sebagai berikut :Benda kerja : d0 = Diameter mula dm = Diameter akhir lt = Panjang proses pemesinanPahat :
17
MESIN LATHE/TURNING/BUBUT
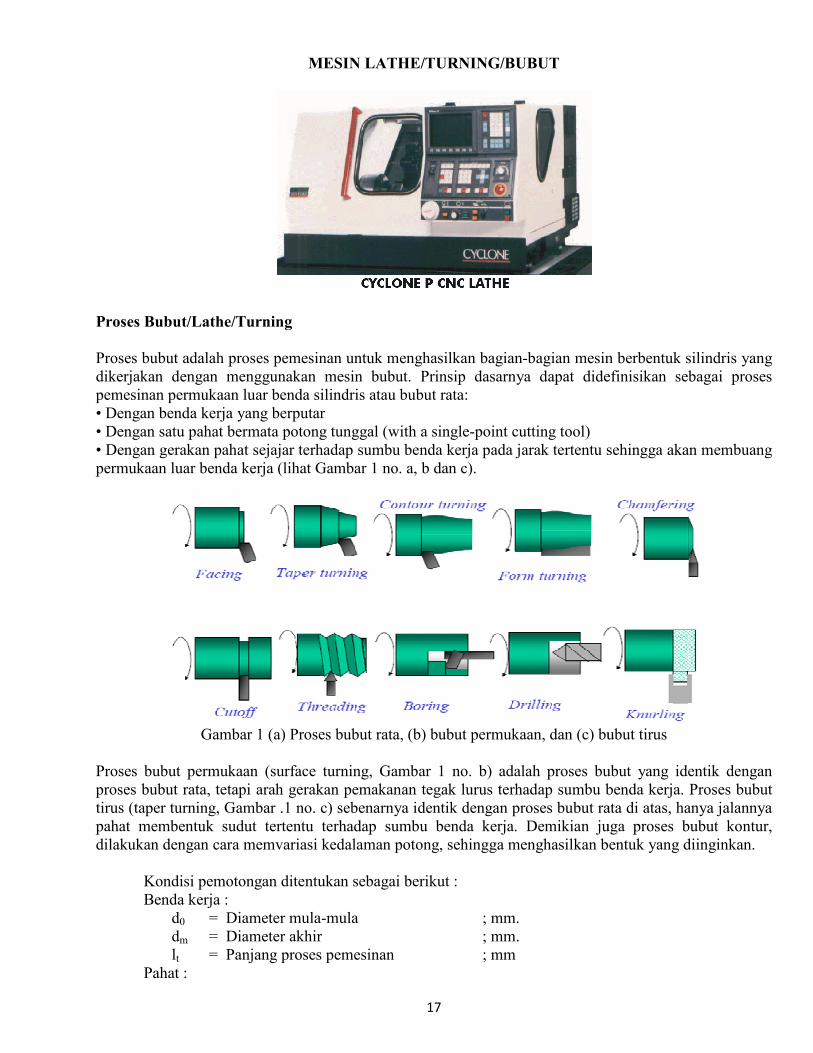
Proses bubut adalah proses pemesinan untuk menghasilkan bagian-bagian mesin berbentuk silindris yang dikerjakan dengan menggunakan mesin bubut. Prinsip dasarnya dapat didefinisikan sebagai proses pemesinan permukaan luar benda silindris atau bubut rata: • Dengan benda kerja yang berputar • Dengan satu pahat bermata potong tunggal (with a single-point cutting tool) • Dengan gerakan pahat sejajar terhadap sumbu benda kerja pada jarak tertentu sehingga akan membuang permukaan luar benda kerja (lihat Gambar 1 no. a, b dan c).
Gambar 1 (a) Proses bubut rata, (b) bubut permukaan, dan (c) bubut tirus
(surface turning, Gambar 1 no. b) adalah proses bubut yang identik dengan proses bubut rata, tetapi arah gerakan pemakanan tegak lurus terhadap sumbu benda kerja. Proses bubut
(taper turning, Gambar .1 no. c) sebenarnya identik dengan proses bubut rata di atas, hanya jalannya pahat membentuk sudut tertentu terhadap sumbu benda kerja. Demikian juga proses bubut kontur, dilakukan dengan cara memvariasi kedalaman potong, sehingga menghasilkan bentuk yang diinginkan
tentukan sebagai berikut :
= Diameter mula-mula ; mm. = Diameter akhir ; mm. = Panjang proses pemesinan ; mm
bagian mesin berbentuk silindris yang dikerjakan dengan menggunakan mesin bubut. Prinsip dasarnya dapat didefinisikan sebagai proses
• Dengan gerakan pahat sejajar terhadap sumbu benda kerja pada jarak tertentu sehingga akan membuang
) bubut tirus
) adalah proses bubut yang identik dengan proses bubut rata, tetapi arah gerakan pemakanan tegak lurus terhadap sumbu benda kerja. Proses bubut
proses bubut rata di atas, hanya jalannya pahat membentuk sudut tertentu terhadap sumbu benda kerja. Demikian juga proses bubut kontur, dilakukan dengan cara memvariasi kedalaman potong, sehingga menghasilkan bentuk yang diinginkan.
18
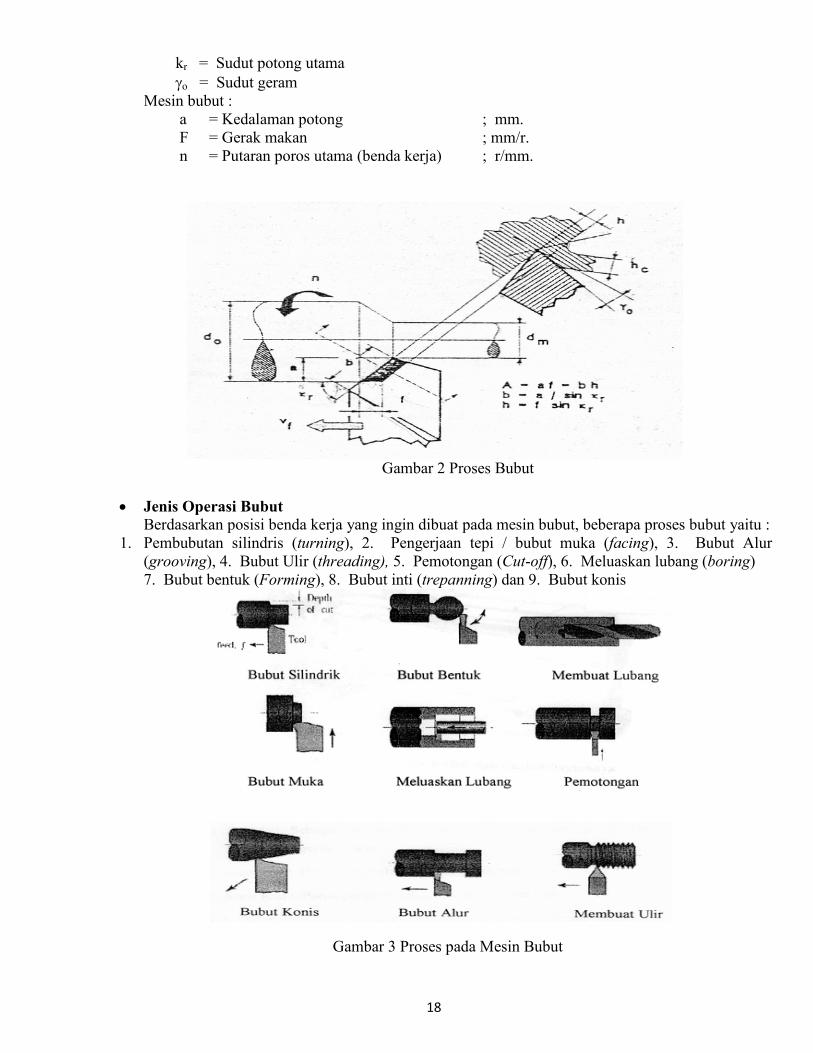
kr = Sudut potong utama o = Sudut geram Mesin bubut : a = Kedalaman potong ; mm. F = Gerak makan ; mm/r. n = Putaran poros utama (benda kerja) ; r/mm.
Gambar 2 Proses Bubut
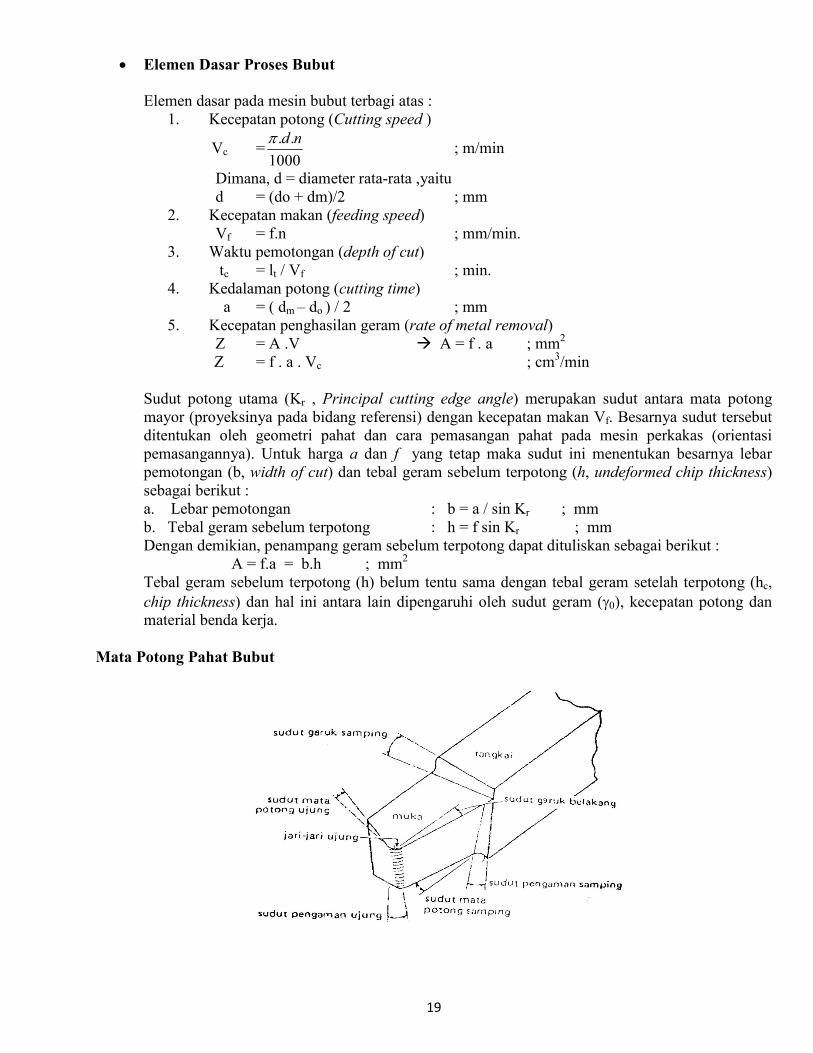
Jenis Operasi Bubut
Berdasarkan posisi benda kerja yang ingin dibuat pada mesin bubut, beberapa proses bubut yaitu : 1. Pembubutan silindris (turning), 2. Pengerjaan tepi / bubut muka (facing), 3. Bubut Alur
(grooving), 4. Bubut Ulir (threading), 5. Pemotongan (Cut-off), 6. Meluaskan lubang (boring) 7. Bubut bentuk (Forming), 8. Bubut inti (trepanning) dan 9. Bubut konis
Gambar 3 Proses pada Mesin Bubut
19
Elemen Dasar Proses Bubut
Elemen dasar pada mesin bubut terbagi atas : 1. Kecepatan potong (Cutting speed )
Vc =1000
.. nd ; m/min
Dimana, d = diameter rata-rata ,yaitu d = (do + dm)/2 ; mm 2. Kecepatan makan (feeding speed) Vf = f.n ; mm/min. 3. Waktu pemotongan (depth of cut) tc = lt / Vf ; min. 4. Kedalaman potong (cutting time) a = ( dm – do ) / 2 ; mm 5. Kecepatan penghasilan geram (rate of metal removal) Z = A .V A = f . a ; mm2
Z = f . a . Vc ; cm3/min Sudut potong utama (Kr , Principal cutting edge angle) merupakan sudut antara mata potong mayor (proyeksinya pada bidang referensi) dengan kecepatan makan Vf. Besarnya sudut tersebut ditentukan oleh geometri pahat dan cara pemasangan pahat pada mesin perkakas (orientasi pemasangannya). Untuk harga a dan f yang tetap maka sudut ini menentukan besarnya lebar pemotongan (b, width of cut) dan tebal geram sebelum terpotong (h, undeformed chip thickness) sebagai berikut : a. Lebar pemotongan : b = a / sin Kr ; mm b. Tebal geram sebelum terpotong : h = f sin Kr ; mm Dengan demikian, penampang geram sebelum terpotong dapat dituliskan sebagai berikut : A = f.a = b.h ; mm2 Tebal geram sebelum terpotong (h) belum tentu sama dengan tebal geram setelah terpotong (hc, chip thickness) dan hal ini antara lain dipengaruhi oleh sudut geram (0), kecepatan potong dan material benda kerja.
Mata Potong Pahat Bubut
20
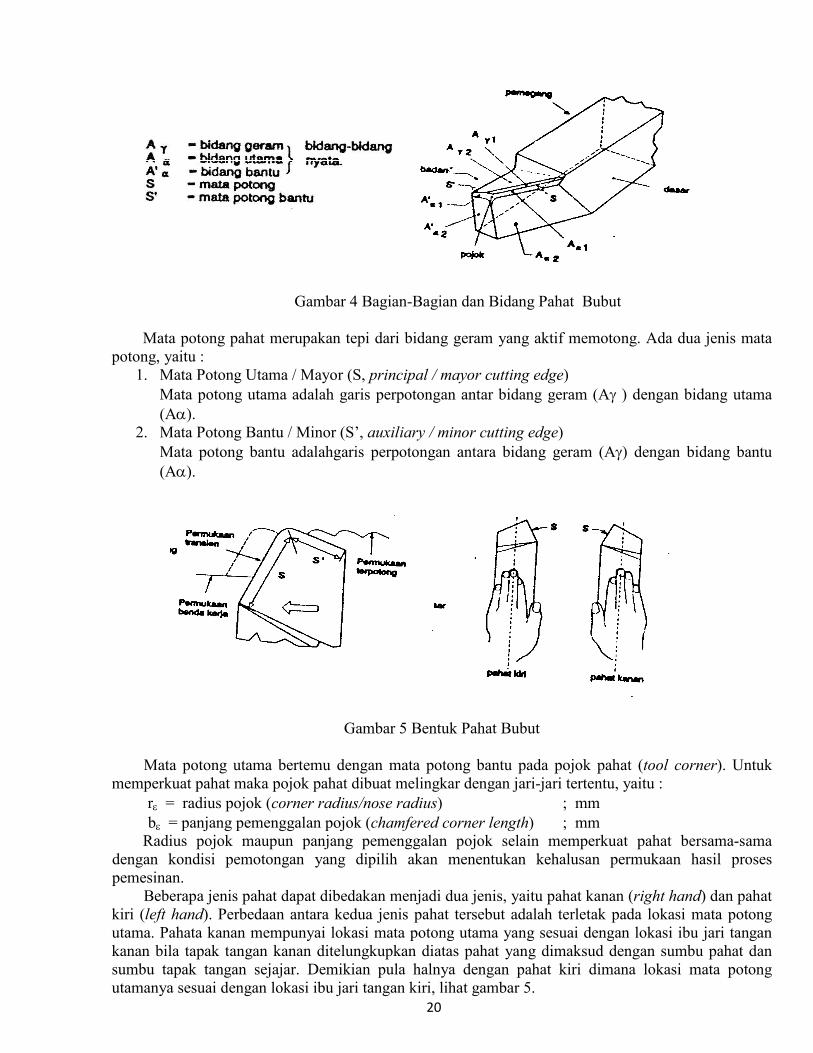
Gambar 4 Bagian-Bagian dan Bidang Pahat Bubut
Mata potong pahat merupakan tepi dari bidang geram yang aktif memotong. Ada dua jenis mata potong, yaitu :
1. Mata Potong Utama / Mayor (S, principal / mayor cutting edge) Mata potong utama adalah garis perpotongan antar bidang geram (A ) dengan bidang utama (A).
2. Mata Potong Bantu / Minor (S’, auxiliary / minor cutting edge) Mata potong bantu adalahgaris perpotongan antara bidang geram (A) dengan bidang bantu (A).
Gambar 5 Bentuk Pahat Bubut
Mata potong utama bertemu dengan mata potong bantu pada pojok pahat (tool corner). Untuk
memperkuat pahat maka pojok pahat dibuat melingkar dengan jari-jari tertentu, yaitu : r = radius pojok (corner radius/nose radius) ; mm b = panjang pemenggalan pojok (chamfered corner length) ; mm
Radius pojok maupun panjang pemenggalan pojok selain memperkuat pahat bersama-sama dengan kondisi pemotongan yang dipilih akan menentukan kehalusan permukaan hasil proses pemesinan.
Beberapa jenis pahat dapat dibedakan menjadi dua jenis, yaitu pahat kanan (right hand) dan pahat kiri (left hand). Perbedaan antara kedua jenis pahat tersebut adalah terletak pada lokasi mata potong utama. Pahata kanan mempunyai lokasi mata potong utama yang sesuai dengan lokasi ibu jari tangan kanan bila tapak tangan kanan ditelungkupkan diatas pahat yang dimaksud dengan sumbu pahat dan sumbu tapak tangan sejajar. Demikian pula halnya dengan pahat kiri dimana lokasi mata potong utamanya sesuai dengan lokasi ibu jari tangan kiri, lihat gambar 5.
21
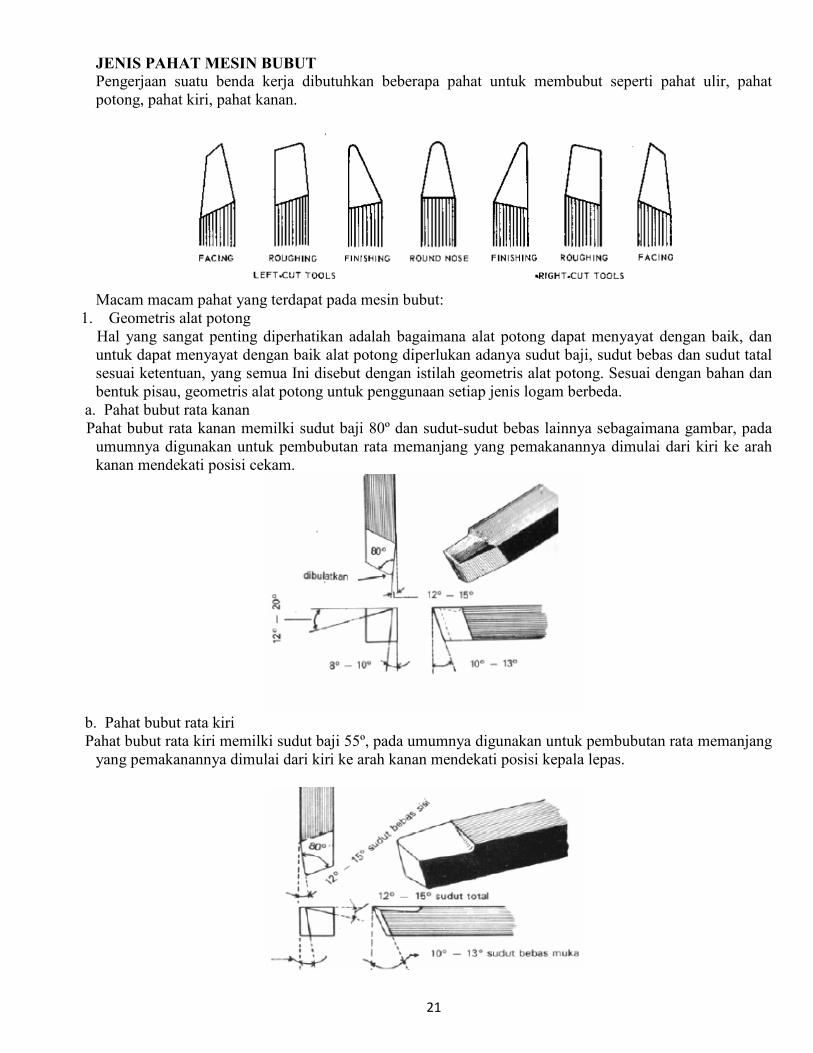
JENIS PAHAT MESIN BUBUT Pengerjaan suatu benda kerja dibutuhkan beberapa pahat untuk membubut seperti pahat ulir, pahat potong, pahat kiri, pahat kanan.
Macam macam pahat yang terdapat pada mesin bubut:
1. Geometris alat potong Hal yang sangat penting diperhatikan adalah bagaimana alat potong dapat menyayat dengan baik, dan
untuk dapat menyayat dengan baik alat potong diperlukan adanya sudut baji, sudut bebas dan sudut tatal sesuai ketentuan, yang semua Ini disebut dengan istilah geometris alat potong. Sesuai dengan bahan dan bentuk pisau, geometris alat potong untuk penggunaan setiap jenis logam berbeda.
a. Pahat bubut rata kanan Pahat bubut rata kanan memilki sudut baji 80º dan sudut-sudut bebas lainnya sebagaimana gambar, pada
umumnya digunakan untuk pembubutan rata memanjang yang pemakanannya dimulai dari kiri ke arah kanan mendekati posisi cekam.
b. Pahat bubut rata kiri Pahat bubut rata kiri memilki sudut baji 55º, pada umumnya digunakan untuk pembubutan rata memanjang
yang pemakanannya dimulai dari kiri ke arah kanan mendekati posisi kepala lepas.
22
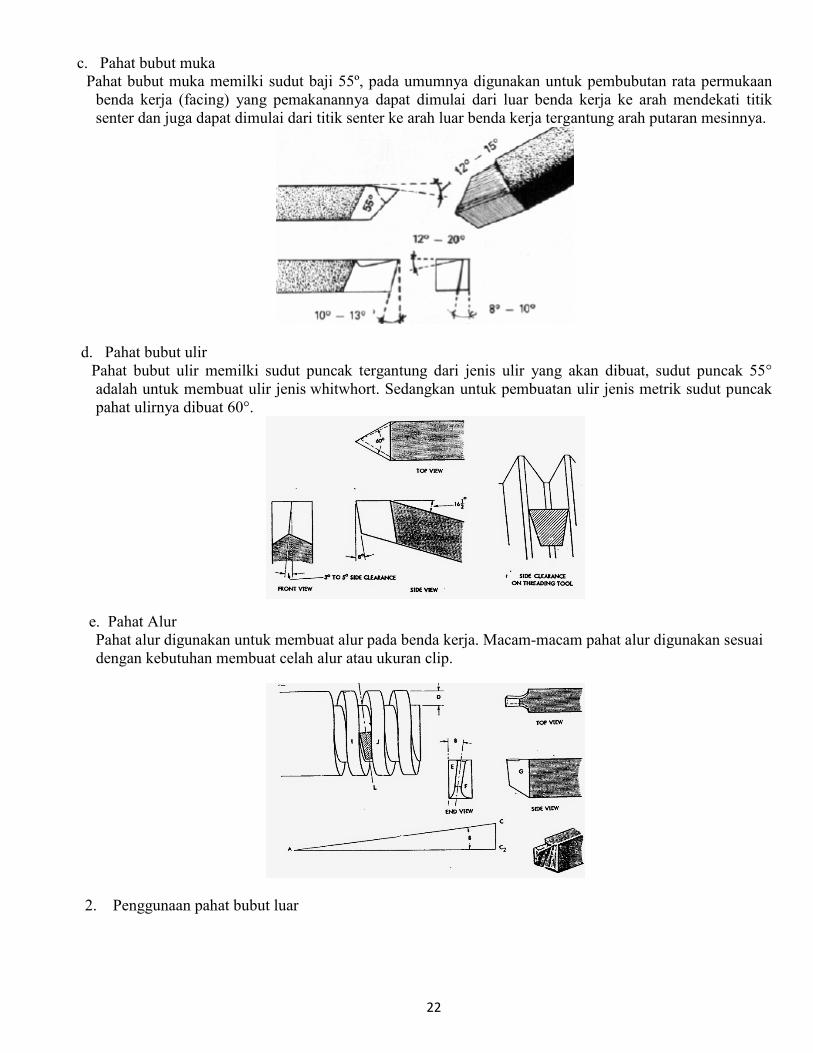
c. Pahat bubut muka Pahat bubut muka memilki sudut baji 55º, pada umumnya digunakan untuk pembubutan rata permukaan
benda kerja (facing) yang pemakanannya dapat dimulai dari luar benda kerja ke arah mendekati titik senter dan juga dapat dimulai dari titik senter ke arah luar benda kerja tergantung arah putaran mesinnya.
d. Pahat bubut ulir Pahat bubut ulir memilki sudut puncak tergantung dari jenis ulir yang akan dibuat, sudut puncak 55°
adalah untuk membuat ulir jenis whitwhort. Sedangkan untuk pembuatan ulir jenis metrik sudut puncak pahat ulirnya dibuat 60°.
e. Pahat Alur Pahat alur digunakan untuk membuat alur pada benda kerja. Macam-macam pahat alur digunakan sesuai dengan kebutuhan membuat celah alur atau ukuran clip.
2. Penggunaan pahat bubut luar
23
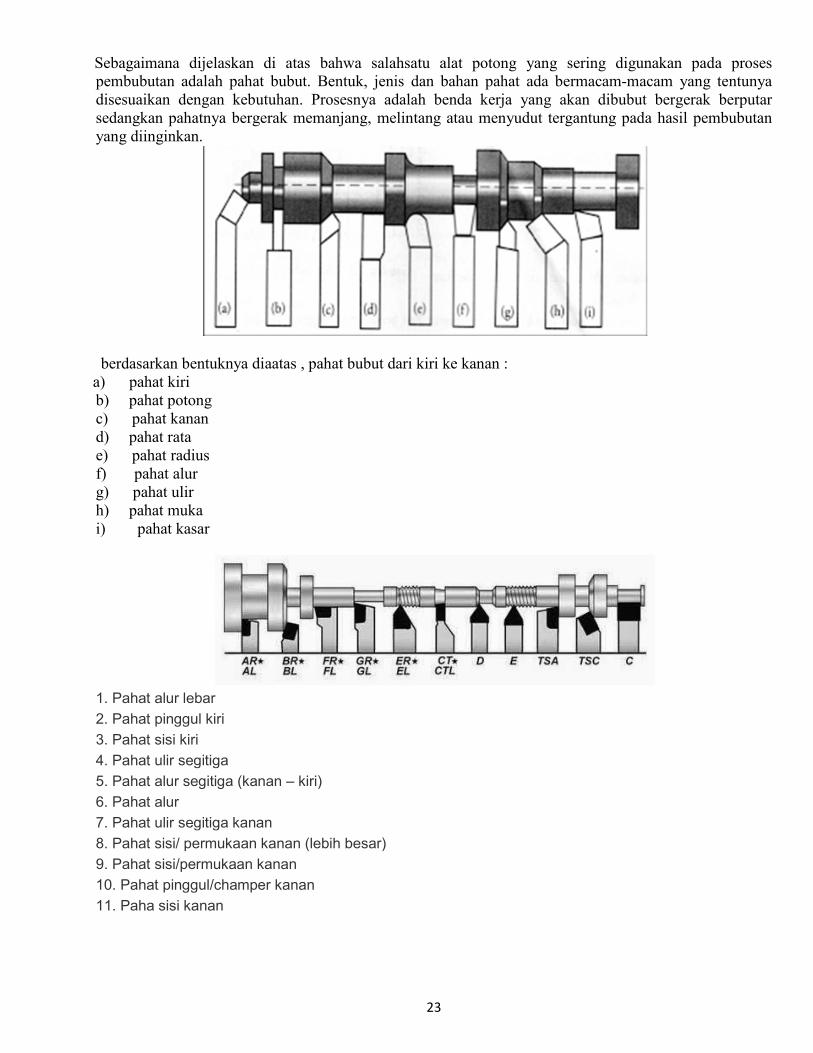
Sebagaimana dijelaskan di atas bahwa salahsatu alat potong yang sering digunakan pada proses pembubutan adalah pahat bubut. Bentuk, jenis dan bahan pahat ada bermacam-macam yang tentunya disesuaikan dengan kebutuhan. Prosesnya adalah benda kerja yang akan dibubut bergerak berputar sedangkan pahatnya bergerak memanjang, melintang atau menyudut tergantung pada hasil pembubutan yang diinginkan.
berdasarkan bentuknya diaatas , pahat bubut dari kiri ke kanan : a) pahat kiri
b) pahat potong c) pahat kanan d) pahat rata e) pahat radius f) pahat alur g) pahat ulir h) pahat muka i) pahat kasar
1. Pahat alur lebar
2. Pahat pinggul kiri
3. Pahat sisi kiri
4. Pahat ulir segitiga
5. Pahat alur segitiga (kanan – kiri)
6. Pahat alur
7. Pahat ulir segitiga kanan
8. Pahat sisi/ permukaan kanan (lebih besar)
9. Pahat sisi/permukaan kanan
10. Pahat pinggul/champer kanan
11. Paha sisi kanan
24
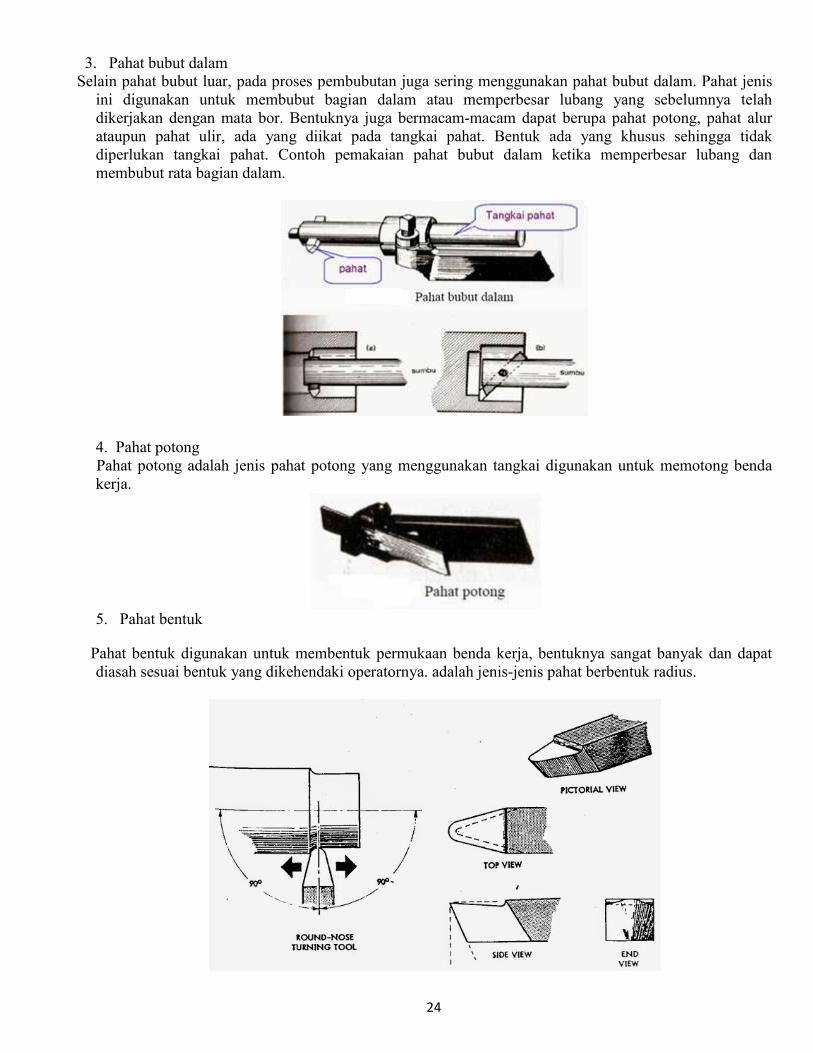
3. Pahat bubut dalam Selain pahat bubut luar, pada proses pembubutan juga sering menggunakan pahat bubut dalam. Pahat jenis
ini digunakan untuk membubut bagian dalam atau memperbesar lubang yang sebelumnya telah dikerjakan dengan mata bor. Bentuknya juga bermacam-macam dapat berupa pahat potong, pahat alur ataupun pahat ulir, ada yang diikat pada tangkai pahat. Bentuk ada yang khusus sehingga tidak diperlukan tangkai pahat. Contoh pemakaian pahat bubut dalam ketika memperbesar lubang dan membubut rata bagian dalam.
4. Pahat potong Pahat potong adalah jenis pahat potong yang menggunakan tangkai digunakan untuk memotong benda
kerja.
5. Pahat bentuk
Pahat bentuk digunakan untuk membentuk permukaan benda kerja, bentuknya sangat banyak dan dapat diasah sesuai bentuk yang dikehendaki operatornya. adalah jenis-jenis pahat berbentuk radius.
25
6. Pahat keras Pahat keras yaitu pahat yang terbuat dari logam keras yang mengandung bahan karbon tinggi yang dipadu
dengan bahan-bahan lainnya, seperti Cemented Carbid, Tungsten, Widedan lain-lain. Pahat jenis ini tahan terhadap suhu kerja sampai dengan kurang lebih 1000° C, sehingga tahan aus/gesekan tetapi getas/rapuh dan dalam pengoperasiannya tidak harus menggunakan pendingin, sehingga cocok untuk mengerjakan baja, besi tuang, dan jenis baja lainnya dengan pemakanan yang tebal namun tidak boleh mendapat tekanan yang besar. Di pasaran pahat jenis ini ada yang berbentuk segi tiga, segi empat dan lain-lain yang pengikatan dalam tangkainya dengan cara dipateri keras (brassing) atau dijepit menggunakan tangkai dan baut khusus.
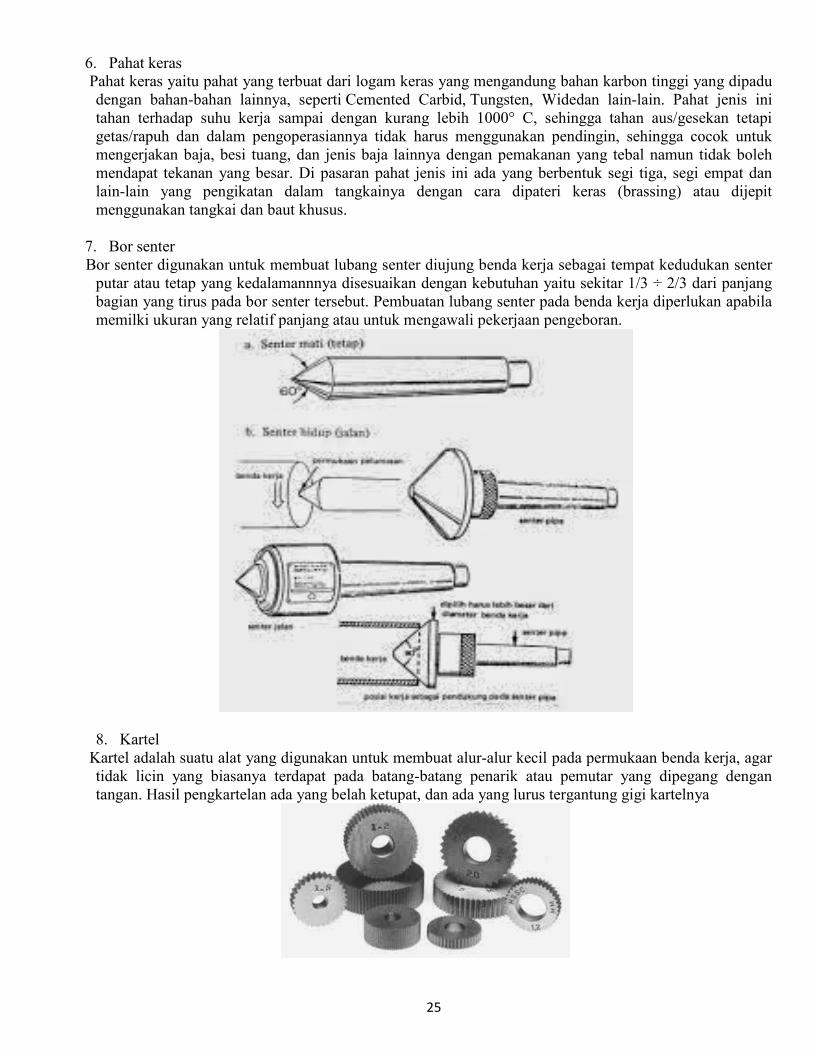
7. Bor senter Bor senter digunakan untuk membuat lubang senter diujung benda kerja sebagai tempat kedudukan senter
putar atau tetap yang kedalamannnya disesuaikan dengan kebutuhan yaitu sekitar 1/3 ÷ 2/3 dari panjang bagian yang tirus pada bor senter tersebut. Pembuatan lubang senter pada benda kerja diperlukan apabila memilki ukuran yang relatif panjang atau untuk mengawali pekerjaan pengeboran.
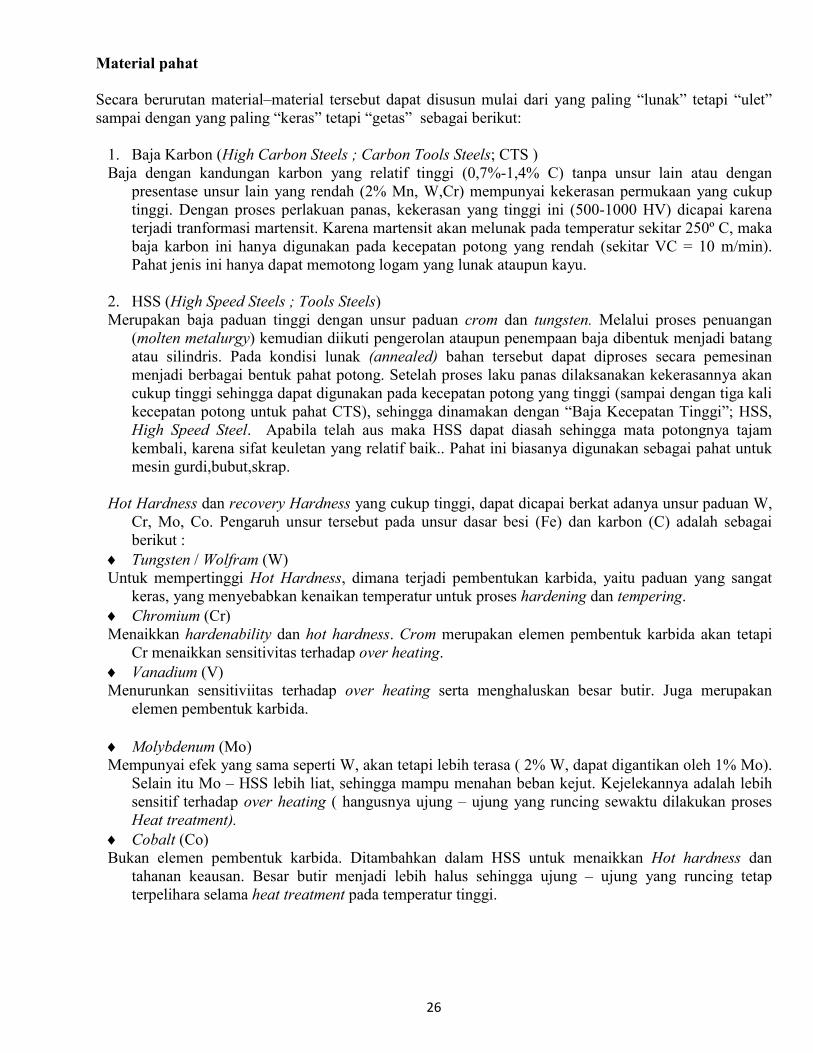
8. Kartel Kartel adalah suatu alat yang digunakan untuk membuat alur-alur kecil pada permukaan benda kerja, agar
tidak licin yang biasanya terdapat pada batang-batang penarik atau pemutar yang dipegang dengan tangan. Hasil pengkartelan ada yang belah ketupat, dan ada yang lurus tergantung gigi kartelnya
26
Material pahat
Secara berurutan material–material tersebut dapat disusun mulai dari yang paling “lunak” tetapi “ulet” sampai dengan yang paling “keras” tetapi “getas” sebagai berikut:
1. Baja Karbon (High Carbon Steels ; Carbon Tools Steels; CTS ) Baja dengan kandungan karbon yang relatif tinggi (0,7%-1,4% C) tanpa unsur lain atau dengan
presentase unsur lain yang rendah (2% Mn, W,Cr) mempunyai kekerasan permukaan yang cukup tinggi. Dengan proses perlakuan panas, kekerasan yang tinggi ini (500-1000 HV) dicapai karena terjadi tranformasi martensit. Karena martensit akan melunak pada temperatur sekitar 250º C, maka baja karbon ini hanya digunakan pada kecepatan potong yang rendah (sekitar VC = 10 m/min). Pahat jenis ini hanya dapat memotong logam yang lunak ataupun kayu.
2. HSS (High Speed Steels ; Tools Steels) Merupakan baja paduan tinggi dengan unsur paduan crom dan tungsten. Melalui proses penuangan
(molten metalurgy) kemudian diikuti pengerolan ataupun penempaan baja dibentuk menjadi batang atau silindris. Pada kondisi lunak (annealed) bahan tersebut dapat diproses secara pemesinan menjadi berbagai bentuk pahat potong. Setelah proses laku panas dilaksanakan kekerasannya akan cukup tinggi sehingga dapat digunakan pada kecepatan potong yang tinggi (sampai dengan tiga kali kecepatan potong untuk pahat CTS), sehingga dinamakan dengan “Baja Kecepatan Tinggi”; HSS, High Speed Steel. Apabila telah aus maka HSS dapat diasah sehingga mata potongnya tajam kembali, karena sifat keuletan yang relatif baik.. Pahat ini biasanya digunakan sebagai pahat untuk mesin gurdi,bubut,skrap.
Hot Hardness dan recovery Hardness yang cukup tinggi, dapat dicapai berkat adanya unsur paduan W,
Cr, Mo, Co. Pengaruh unsur tersebut pada unsur dasar besi (Fe) dan karbon (C) adalah sebagai berikut :
Tungsten / Wolfram (W) Untuk mempertinggi Hot Hardness, dimana terjadi pembentukan karbida, yaitu paduan yang sangat
keras, yang menyebabkan kenaikan temperatur untuk proses hardening dan tempering. Chromium (Cr) Menaikkan hardenability dan hot hardness. Crom merupakan elemen pembentuk karbida akan tetapi
Cr menaikkan sensitivitas terhadap over heating. Vanadium (V) Menurunkan sensitiviitas terhadap over heating serta menghaluskan besar butir. Juga merupakan
elemen pembentuk karbida. Molybdenum (Mo) Mempunyai efek yang sama seperti W, akan tetapi lebih terasa ( 2% W, dapat digantikan oleh 1% Mo).
Selain itu Mo – HSS lebih liat, sehingga mampu menahan beban kejut. Kejelekannya adalah lebih sensitif terhadap over heating ( hangusnya ujung – ujung yang runcing sewaktu dilakukan proses Heat treatment).
Cobalt (Co) Bukan elemen pembentuk karbida. Ditambahkan dalam HSS untuk menaikkan Hot hardness dan
tahanan keausan. Besar butir menjadi lebih halus sehingga ujung – ujung yang runcing tetap terpelihara selama heat treatment pada temperatur tinggi.
27
Klasifikasi pahat HSS menurut komposisinya, yaitu: 1. HSS Konvesional a. Molybdenum HSS : standar AISI(American Iron and Stell Institute) M1;M2; M7;
M10. b. Tungsten HSS : standar AISI T1; T2 2. HSS Special 3. Cobalt Added HSS : standar AISI M33; M36; T4; T5 dan T6. 4. High Vanadium HSS : standar AISI M3-1; M3 – 2; M4 ;T15. 5. High Hardness Co. HSS:standar AISI M42; M43;M44 ;M45;M 46. a. Cast HSS. b. Powdered HSS c. Coated HSS. 3. Paduan Cor Non Fero (Cast Nonferrous Alloys ; Cast Carbides ) Paduan cor nonferro (Stellite) adalah campuran (paduan) yang memiliki sifat antara HSS dan Carbida,
digunakan dalam hal khusus diantara pilihan dimana karbida terlalu rapuh dan HSS mempunyai hot hardness dan wear resistance yang terlalu rendah. Material jenis ini dibentuk secara tuang menjadi bentuk yang tidak terlalu sulit misalnya tool bit (sisipan) yang kemudian diasah menurut dimensi yang dibutuhkan.
Paduan nonferro terdiri atas empat elemen utama : a. Cobalt, sebagai pelarut bagi elemen-elemen lain. b. Cr(10%- 35% berat ), yang membentuk karbida. c. W (10% - 25% berat ), sebagai pembentuk karbida menaikan kekerasan secara menyeluruh. d. Carbon(1% C membentuk jenis yang relatif lunak sedangkan 3% jenis yang keras serta tahan aus). 4. Karbida (Cemented Carbides ; Hard metals ) Merupakan jenis pahat yang “disemen” (cemented carbides) dengan bahan padat yang dibuat dengan
cara sintering serbuk karbida (nitrida, oksida) dengan bahan pengikat yang umumnya dari kobalt (Co). Cara carbuzing masing-masing bahan dasar (serbuk). Tungsten, Titanium, Tantalum yang dibuat menjadi karbida yang digiling dan disaring. Salah satu atau campuran serbuk karbida tersebut kemudian dicampur dengan bahan pengikat (Co) dan dicetak tekan dengan memakai bahan pelumas (Lilin). Setelah itu dilakukan Presintering (1000º C pemanasan mula untuk menguapkan bahan pelumas)dan kemudian sintering (1600º C). Hot hardness karbida yang disemen hanya akan menurun bila terjadi perlunakan elemen pengikat. Semakin besar persentase pengikat Co maka kekerasannya menurun dan sebaliknya keuletannya membaik. Modulus elastisitasnya sangat tinggi demikian pula berat jenisnya. Koefisien muainya 1/2 dari baja dan konduktivitas panasnya sekitar 2 atau 3 kali konduktivitas panas HSS. Ada tiga jenis utama pahat karbida sisipan antara lain :
a. Karbida Tungsten (WC+Co) yang merupakan jenis pahat karbida untuk memoyong besi tuang (Cast Iron Cutting Grade).
b. Karbida Tungsten Paduan (WC-TiC+Co; WC- TaC- TiC+ Co; WC- TaC +Co; WC-TiC – TiN + Co; TiC +Ni, Mo) merupakan jenis pahat karbida memotong baja (Steel cutting Grade).
c. Karbida Lapis (Coated Cemented Carbides): merupakan jenis karbida tungsten yang dilapis beberapa lapis karbida, nitrida oksida lain yang lebih rapuh tetapi hot hardness tinggi.
5. Keramik (Ceramics) Merupakan paduan metalik dan non-metalik menurut definisi yang sempit sedangkan menurut definisi
yang luas merupakan paduan semua material kecuali metal dan material organik. Keramik mempunyai sifat khas yaitu; relatif rapuh sehingga membatasi/mempersulit kegunaannya. Salah satu usaha memperkecil sifat kerapuhan adalah dengan memanfaatkan kemajuan teknologi dalam pembuatan serbuk yang halus, murni, dan homogen.
28
Perambatan retak pada struktur keramik dihambat dengan cara sebagai berikut : a. Menyerap energi perambatan retak dengan menambahkan partikel yang semi stabil. b. Mengarahkan dan menghambat perambatan retak dengan menambahkan serat halus. c. Menumbuhkan retak-retak mikro yang tak beraturan sehingga menghambat pertumbuhan retak
besar, dengan cara menambahkan partikel yang mempunyai koefisien muai yang berbeda. Yang akan menimbulkan retak mikro sewaktu proses pendinginan berlangsung.
6. CBN (Cubic Boron Nitrides) CBN termasuk jenis keramik, dibuat dengan penekanan panas sehingga serbuk grafit putih nitrida
boron dengan struktur atom heksagonal berubah menjadi struktur kubik. CBN dapat digunakan untuk proses pemesinan berbagai jenis baja dalam keadaan dikeraskan (hardenned steel), HSS, besi tuang, maupun karbida semen.Afinitas terhadap baja sangat kecil dan tahan terhadap baja sangat kecil dan tahan terhadap perubahan reaksi kimia sampai dengan temperatur pemotongan 13000C (kecepatan potong tinggi). Dibuat dalam bentuk sisipan dan mempunyai harga yang mahal.
7. Intan (Sinterred Diamonds dan Natural Diamonds ) Sintered Diamond merupakan hasil proses sintering serbuk intan tiruan dengan bahan pengikat Co
(5% - 10%). Hot Hardness sangat tinggi dan tahan terhadap deformasi plastik. Sifat ini ditentukan oleh besar butir intan serta persentase dan komposisi material pengikat. Karena intan pada temperatur tinggi akan berubah menjadi grafit dan mudah terdifusi menjadi atom besi, mata pahat intan tidak digunakan untuk memotong bahan yang mengandung besi (ferrous). Cocok bagi Ultra highprecision dan mirror finishing bagi benda kerja non fero ( Al alloys, Cu alloys, Plastics, rubber).
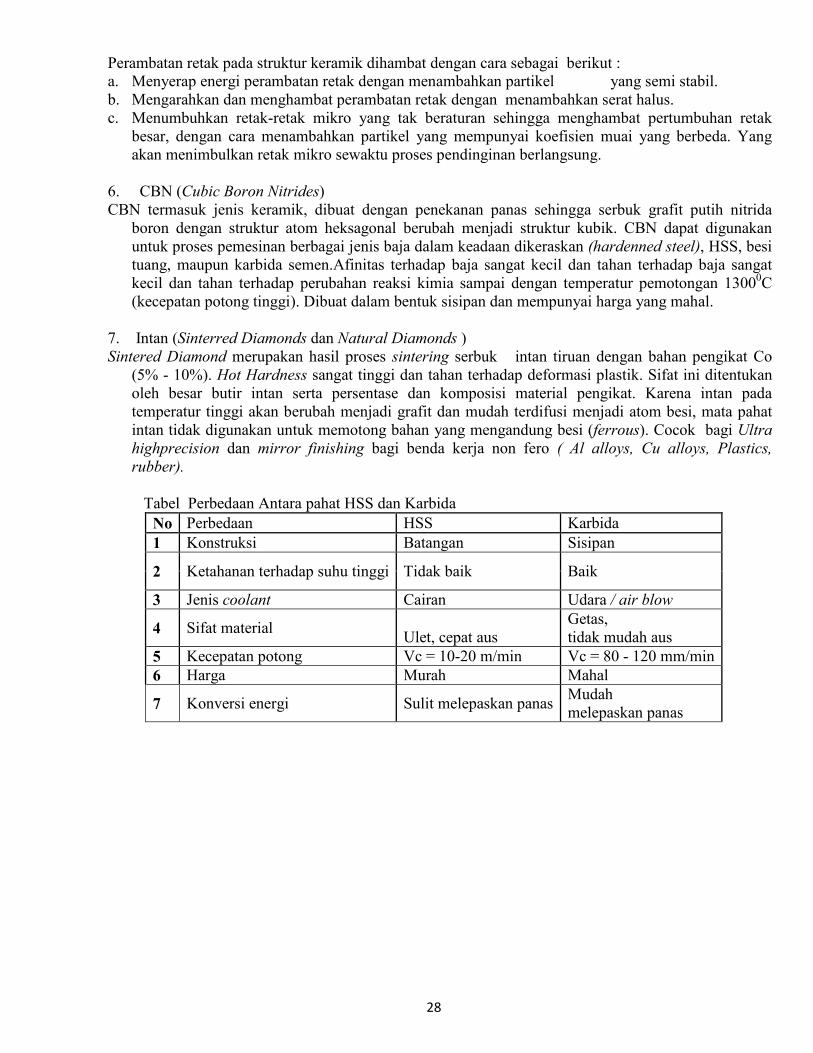
Tabel Perbedaan Antara pahat HSS dan Karbida
No Perbedaan HSS Karbida 1 Konstruksi Batangan Sisipan
2 Ketahanan terhadap suhu tinggi Tidak baik Baik
3 Jenis coolant Cairan Udara / air blow
4 Sifat material Ulet, cepat aus
Getas, tidak mudah aus
5 Kecepatan potong Vc = 10-20 m/min Vc = 80 - 120 mm/min 6 Harga Murah Mahal
7 Konversi energi Sulit melepaskan panas Mudah melepaskan panas
29
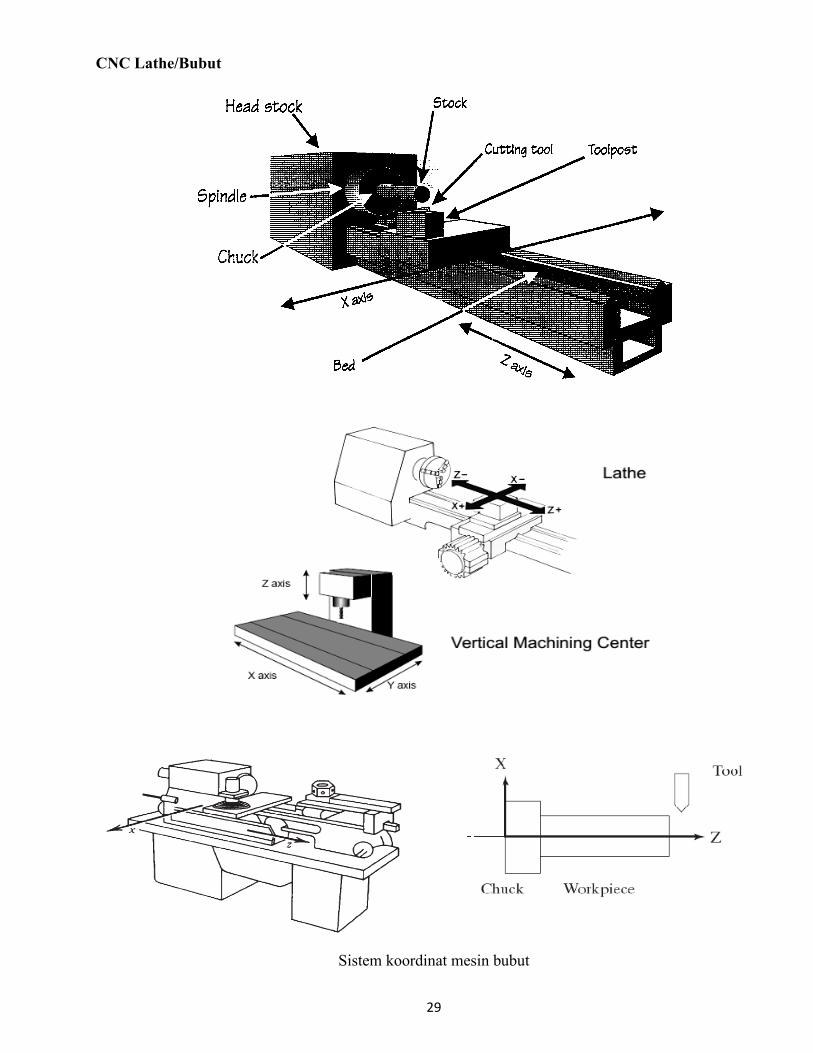
CNC Lathe/Bubut
Sistem koordinat mesin bubut
30
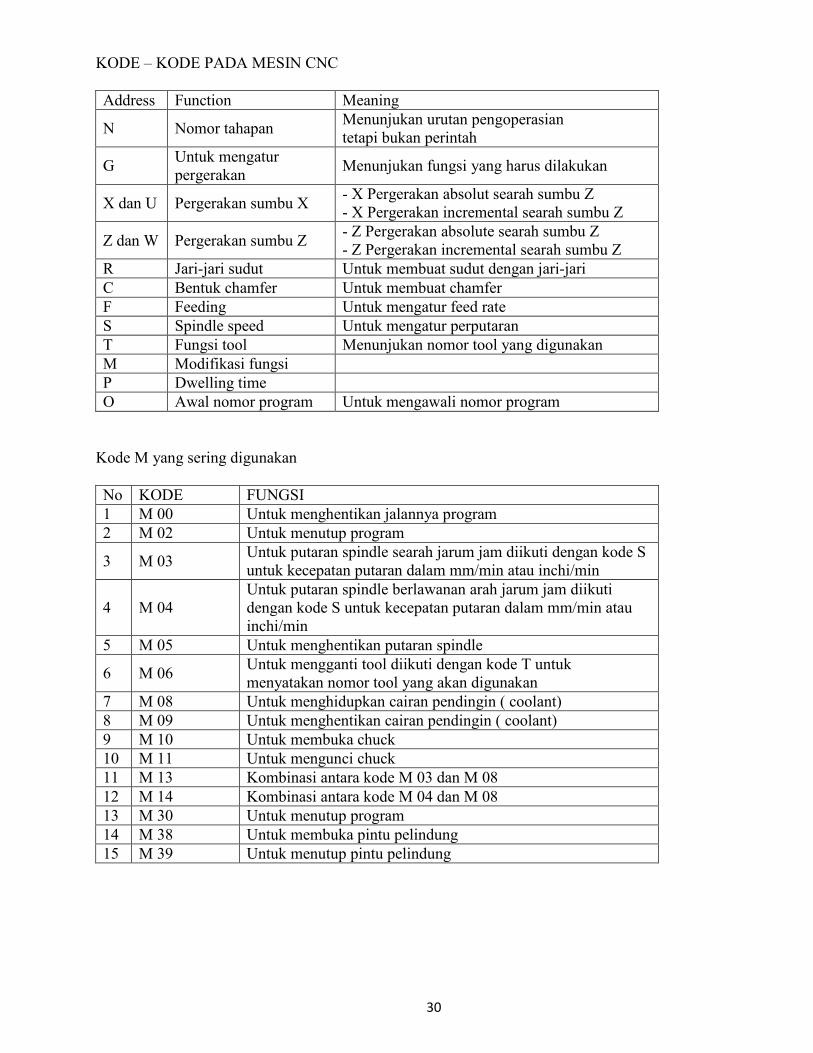
KODE – KODE PADA MESIN CNC Address Function Meaning
N Nomor tahapan Menunjukan urutan pengoperasian tetapi bukan perintah
G Untuk mengatur pergerakan
Menunjukan fungsi yang harus dilakukan
X dan U Pergerakan sumbu X - X Pergerakan absolut searah sumbu Z - X Pergerakan incremental searah sumbu Z
Z dan W Pergerakan sumbu Z - Z Pergerakan absolute searah sumbu Z - Z Pergerakan incremental searah sumbu Z
R Jari-jari sudut Untuk membuat sudut dengan jari-jari C Bentuk chamfer Untuk membuat chamfer F Feeding Untuk mengatur feed rate S Spindle speed Untuk mengatur perputaran T Fungsi tool Menunjukan nomor tool yang digunakan M Modifikasi fungsi P Dwelling time O Awal nomor program Untuk mengawali nomor program
Kode M yang sering digunakan No KODE FUNGSI 1 M 00 Untuk menghentikan jalannya program 2 M 02 Untuk menutup program
3 M 03 Untuk putaran spindle searah jarum jam diikuti dengan kode S untuk kecepatan putaran dalam mm/min atau inchi/min
4 M 04 Untuk putaran spindle berlawanan arah jarum jam diikuti dengan kode S untuk kecepatan putaran dalam mm/min atau inchi/min
5 M 05 Untuk menghentikan putaran spindle
6 M 06 Untuk mengganti tool diikuti dengan kode T untuk menyatakan nomor tool yang akan digunakan
7 M 08 Untuk menghidupkan cairan pendingin ( coolant) 8 M 09 Untuk menghentikan cairan pendingin ( coolant) 9 M 10 Untuk membuka chuck 10 M 11 Untuk mengunci chuck 11 M 13 Kombinasi antara kode M 03 dan M 08 12 M 14 Kombinasi antara kode M 04 dan M 08 13 M 30 Untuk menutup program 14 M 38 Untuk membuka pintu pelindung 15 M 39 Untuk menutup pintu pelindung
31
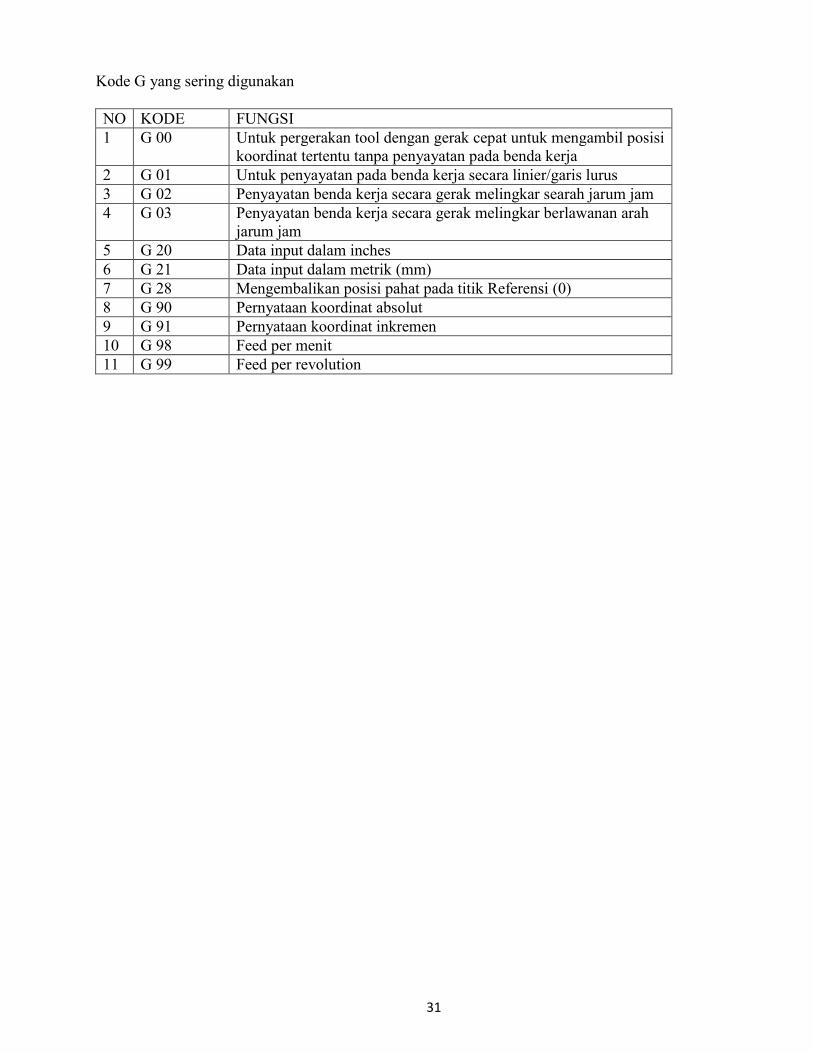
Kode G yang sering digunakan NO KODE FUNGSI 1 G 00 Untuk pergerakan tool dengan gerak cepat untuk mengambil posisi
koordinat tertentu tanpa penyayatan pada benda kerja 2 G 01 Untuk penyayatan pada benda kerja secara linier/garis lurus 3 G 02 Penyayatan benda kerja secara gerak melingkar searah jarum jam 4 G 03 Penyayatan benda kerja secara gerak melingkar berlawanan arah
jarum jam 5 G 20 Data input dalam inches 6 G 21 Data input dalam metrik (mm) 7 G 28 Mengembalikan posisi pahat pada titik Referensi (0) 8 G 90 Pernyataan koordinat absolut 9 G 91 Pernyataan koordinat inkremen 10 G 98 Feed per menit 11 G 99 Feed per revolution
Related Documents











