PENGONTROLAN KUALITAS PROSES PRODUKSI ROKOK UNIT SIGARET KRETEK TANGAN DI PT. X MENGGUNAKAN DIAGRAM KONTROL MULTIVARIAT np (Mnp) Oleh: Wenny Rakhmania 1306 100 032 Jurusan Statistika Institut Teknologi Sepuluh Nopember Surabaya Dosen Pembimbing : Dr. Muhammad Mashuri, MT

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
PENGONTROLAN KUALITAS PROSES PRODUKSI ROKOKUNIT SIGARET KRETEK TANGAN DI PT. X
MENGGUNAKAN DIAGRAM KONTROL MULTIVARIAT np (Mnp)
Oleh:Wenny Rakhmania1306 100 032
Jurusan StatistikaInstitut Teknologi Sepuluh Nopember Surabaya
Dosen Pembimbing : Dr. Muhammad Mashuri, MT

LATAR BELAKANG
Globalisasi PersainganIndustri
Pengendaliankualitas
Standar kualitasdan konsumen
Industri rokok PT. X
SKM
SKT
Produk cacat
Proses produksiMulti-atribut
Multivariatnp (Mnp)
PERMASALAHAN
Bagaimanakah pengontrolan dan stabilitas dari proses produksi rokoktahap batangan di unit SKT?Variabel apa yang menjadi penyebab dalam mempengaruhi prosespengontrolan tidak terkendali?
TUJUAN
Menganalisis pengontrolan dan stabilitas dari proses produksi rokoktahap batangan di unit SKT.Menganalisis variabel yang menjadi penyebab utama dalammempengaruhi proses pengontrolan.
MANFAAT
Memberikan informasi kepada perusahaan mengenai gambaran daripengendalian kualitas pada proses produksi rokok tahap batangan diunit SKT dengan menggunakan diagram kontrol Multivariat np (MnpChart).Sebagai bahan evaluasi terhadap tingkat kualitas proses produksi dansebagai bahan masukan kepada perusahaan tentang penyebabterjadinya penyimpangan pada proses produksi sehingga dapatmeningkatkan kemampuan proses.
BATASAN MASALAH
Penelitian hanya dilakukan pada jenis rokok slim yang dihasilkan olehbagian SKT ( Sigaret Kretek Tangan ) dan hanya sampai padapengecekan kondisi mutu fisik (atribut) batang rokok (tahap batangan).
PENGENDALIAN KUALITAS
Aktivitas keteknikan dan manajemen, yang dengan aktivitas itu diukur ciri-cirikualitas produk, membandingkannya dengan spesifikasi dan mengambiltindakan penyehatan yang sesuai apabila ada perbedaan antara penampilanyang sebenarnya dan yang standar.
Karakteristik Kualitas
Variabel
Atribut
(Montgomery, 2005)
DIAGRAM KONTROL
Diagam kontrol merupakan salah satu alat untuk memonitor proses produksibaik pada industri jasa maupun manufaktur
Diagram kontrolunivariat
variabel
atribut p, np, c, dan u
Montgomery, 1998
MULTIVARIAT np CHART
Mnp chartDiagram Kontrol np
Mnp Chart dapatmemberikan prosespengendalian yang lebih sensitif daripadapengendalian denganunivariat np padaproses produksi yang multi-atribut (Lu, 1998)
Pada proses yang diamati, diasumsikan terdapat mkarakteristik kualitas. Di antara karakteristikkualitas tersebut mungkintidak independen sehinggadinyatakan koefisienkorelasi antarakarakteristik i dankarakteristik j yaitu ij
MULTIVARIAT np CHART
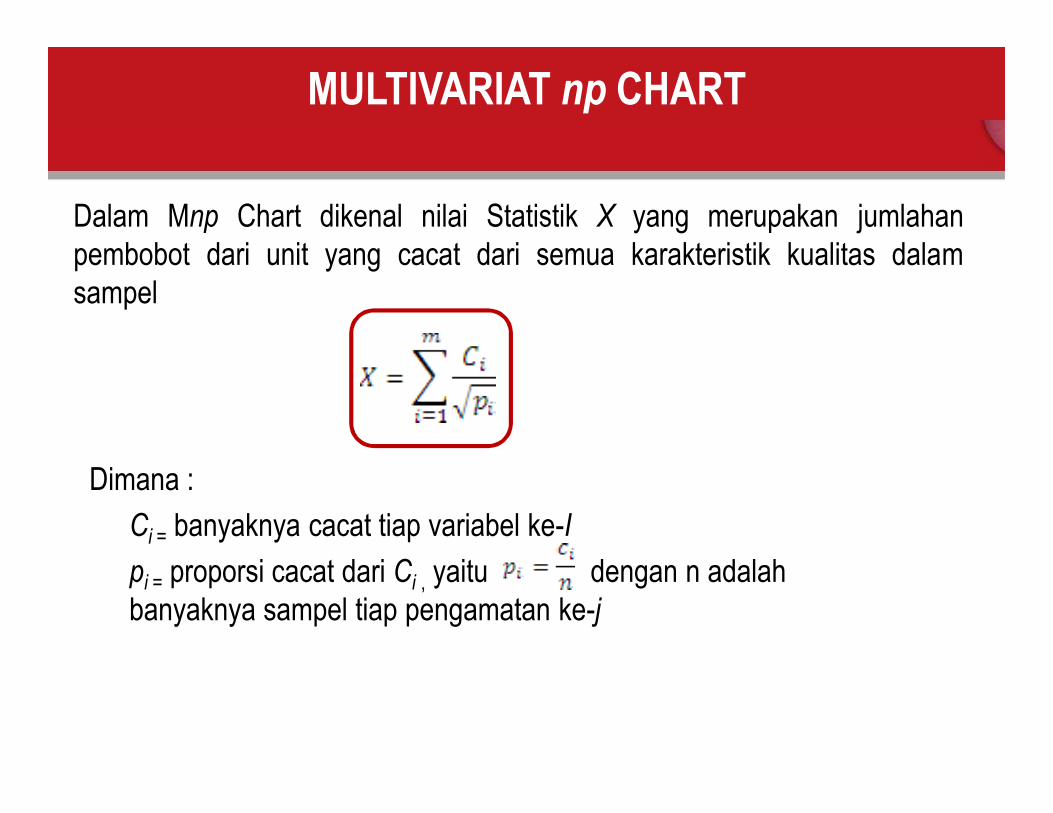
Dalam Mnp Chart dikenal nilai Statistik X yang merupakan jumlahanpembobot dari unit yang cacat dari semua karakteristik kualitas dalamsampel
Dimana :Ci = banyaknya cacat tiap variabel ke-Ipi = proporsi cacat dari Ci , yaitu dengan n adalahbanyaknya sampel tiap pengamatan ke-j
ESTIMASI PARAMETER
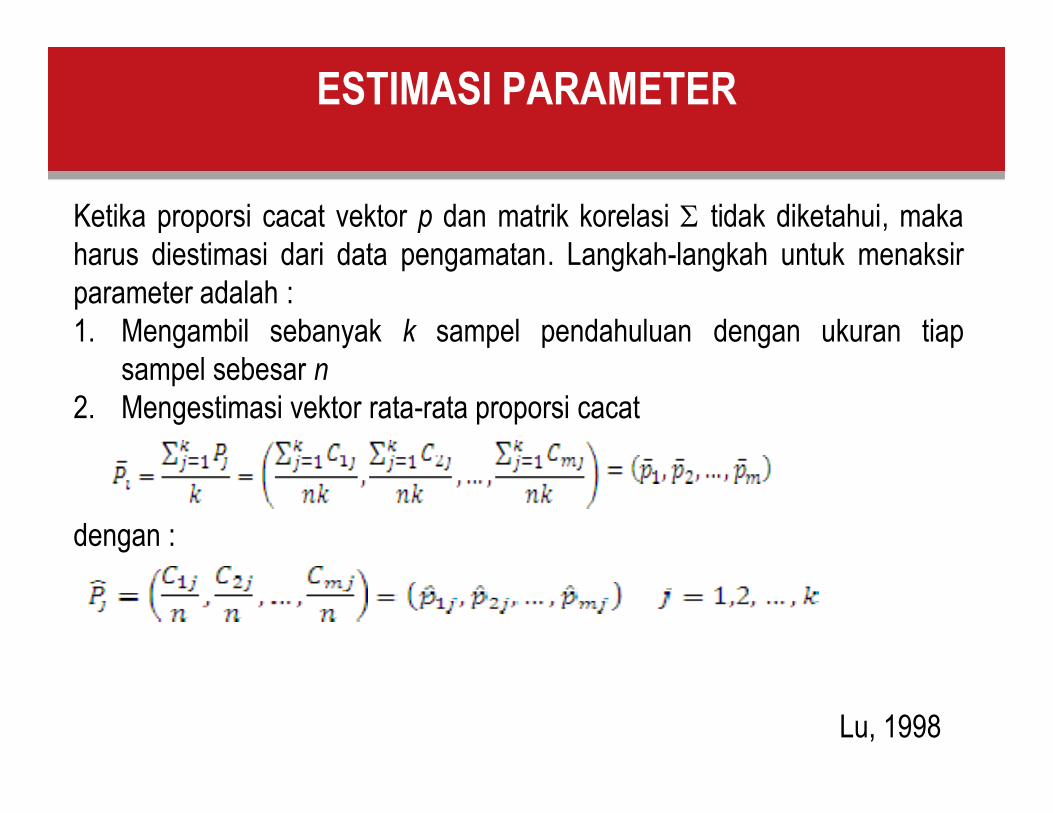
Ketika proporsi cacat vektor p dan matrik korelasi tidak diketahui, makaharus diestimasi dari data pengamatan. Langkah-langkah untuk menaksirparameter adalah :1. Mengambil sebanyak k sampel pendahuluan dengan ukuran tiap
sampel sebesar n2. Mengestimasi vektor rata-rata proporsi cacat
Lu, 1998
dengan :
ESTIMASI PARAMETER
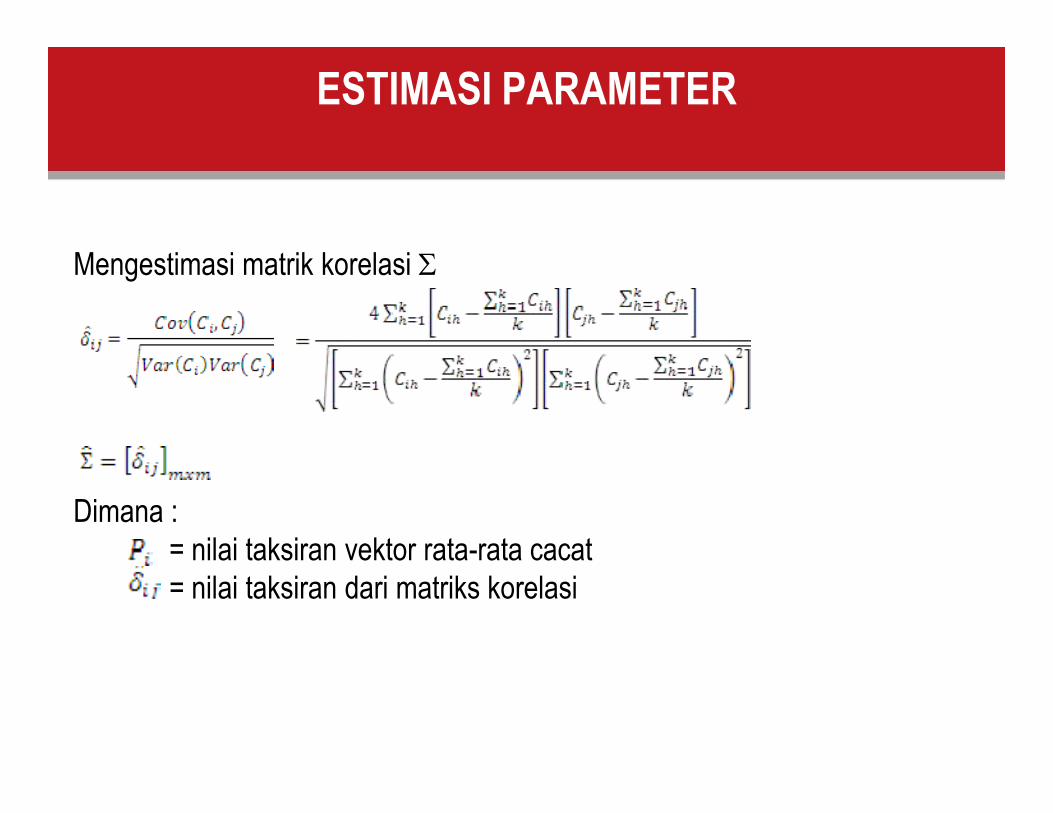
Mengestimasi matrik korelasi
Dimana := nilai taksiran vektor rata-rata cacat= nilai taksiran dari matriks korelasi
ESTIMASI PARAMETER
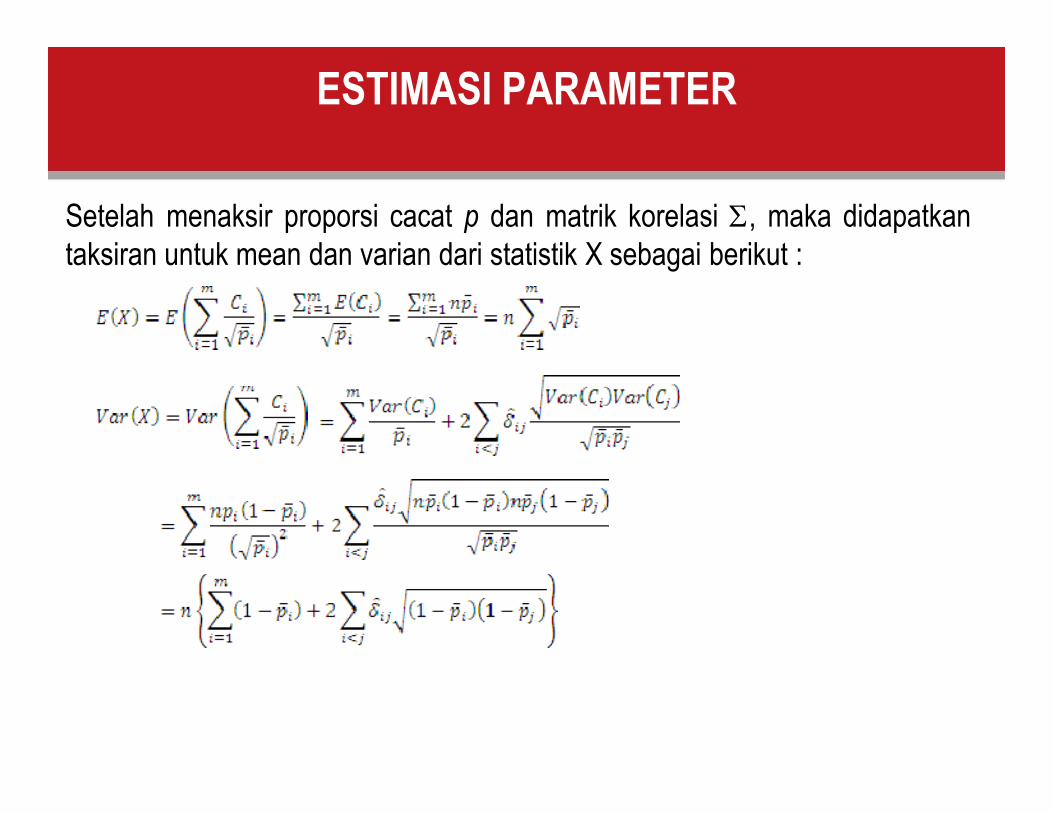
Setelah menaksir proporsi cacat p dan matrik korelasi , maka didapatkantaksiran untuk mean dan varian dari statistik X sebagai berikut :
MENENTUKAN BATAS KONTROL
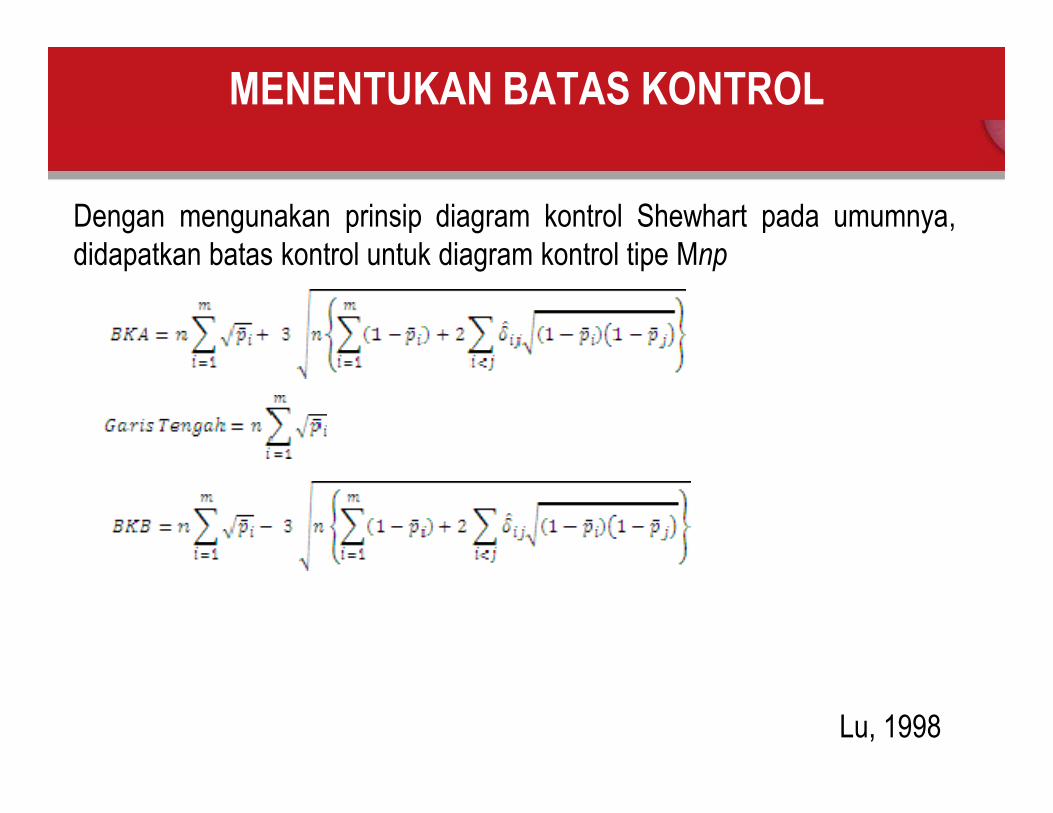
Dengan mengunakan prinsip diagram kontrol Shewhart pada umumnya,didapatkan batas kontrol untuk diagram kontrol tipe Mnp
Lu, 1998
IDENTIFIKASI SINYAL OUT-OF-CONTROL
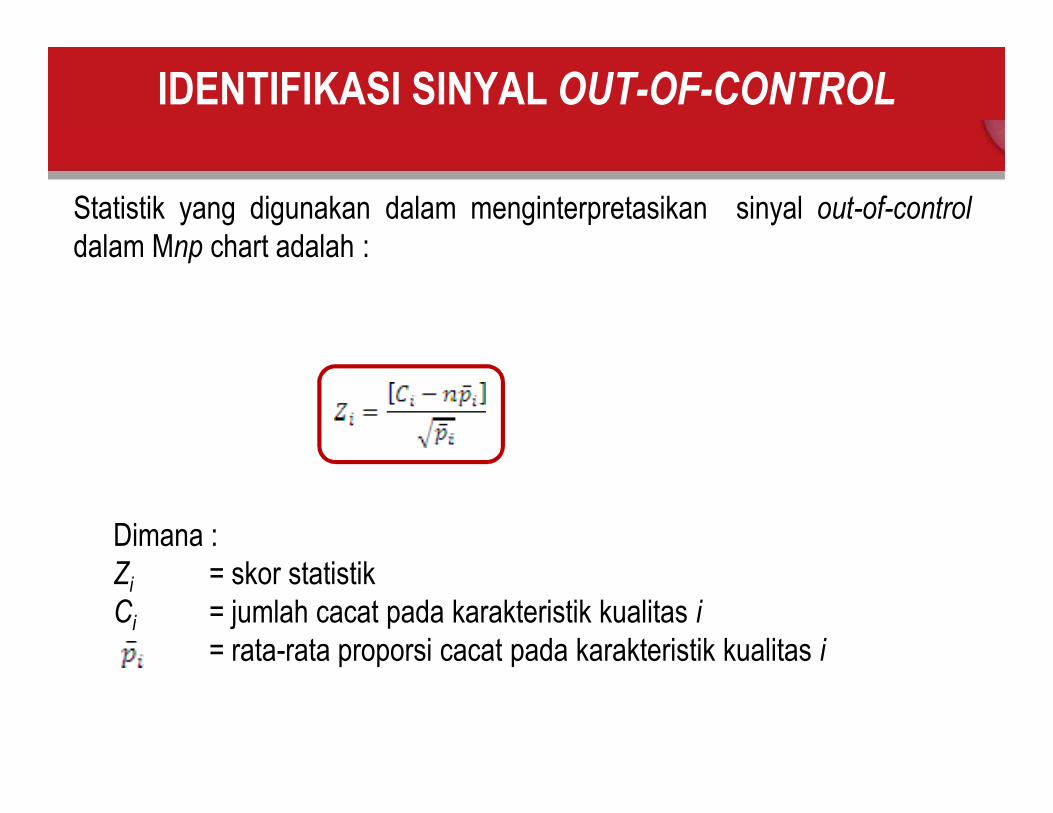
Statistik yang digunakan dalam menginterpretasikan sinyal out-of-controldalam Mnp chart adalah :
Dimana :Zi = skor statistikCi = jumlah cacat pada karakteristik kualitas i
= rata-rata proporsi cacat pada karakteristik kualitas i
PROSES PRODUKSI ROKOK DI PT. X
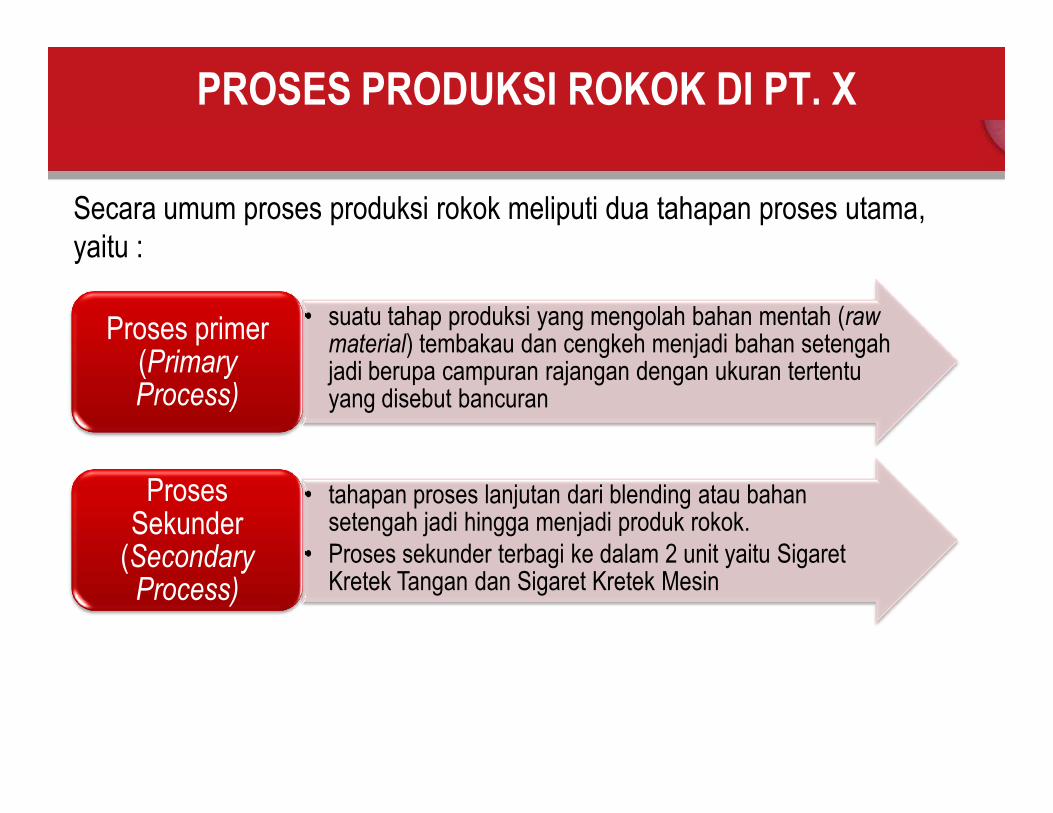
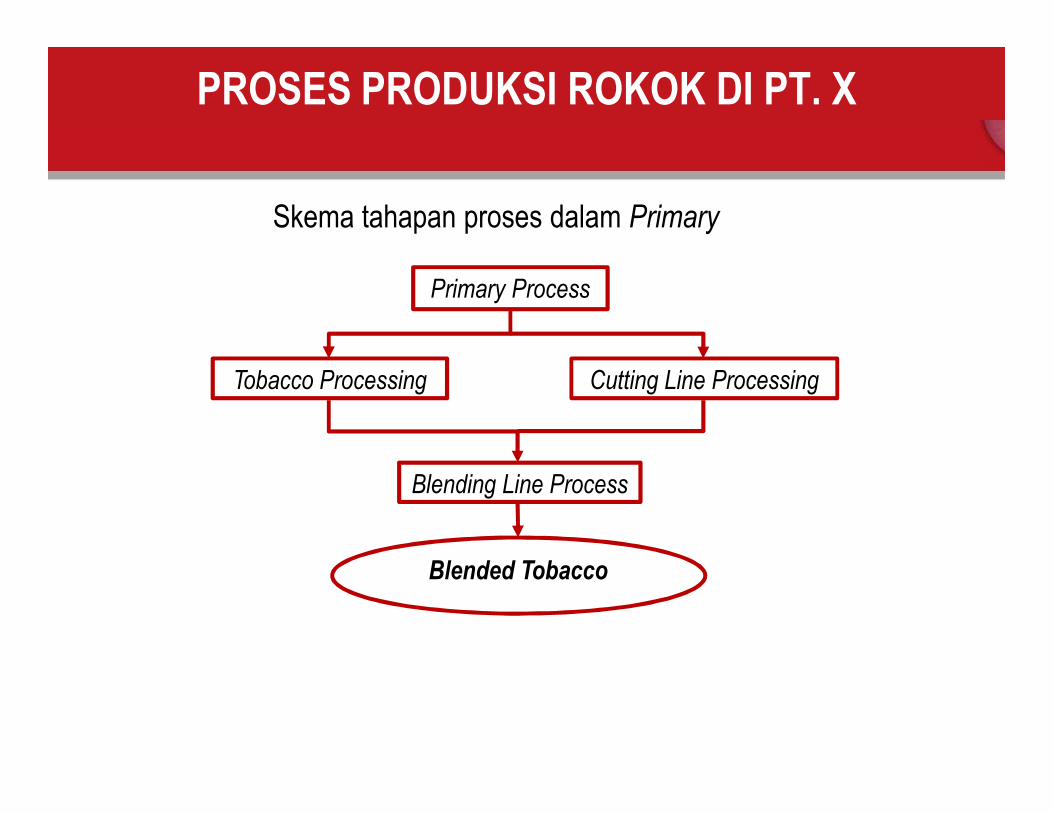
Secara umum proses produksi rokok meliputi dua tahapan proses utama, yaitu :
• suatu tahap produksi yang mengolah bahan mentah (raw material) tembakau dan cengkeh menjadi bahan setengahjadi berupa campuran rajangan dengan ukuran tertentuyang disebut bancuran
Proses primer (Primary Process)
• tahapan proses lanjutan dari blending atau bahansetengah jadi hingga menjadi produk rokok.
• Proses sekunder terbagi ke dalam 2 unit yaitu SigaretKretek Tangan dan Sigaret Kretek Mesin
ProsesSekunder
(Secondary Process)
PROSES PRODUKSI ROKOK DI PT. X
Primary Process
Tobacco Processing Cutting Line Processing
Blending Line Process
Blended Tobacco
Skema tahapan proses dalam Primary
PROSES PRODUKSI ROKOK DI PT. X
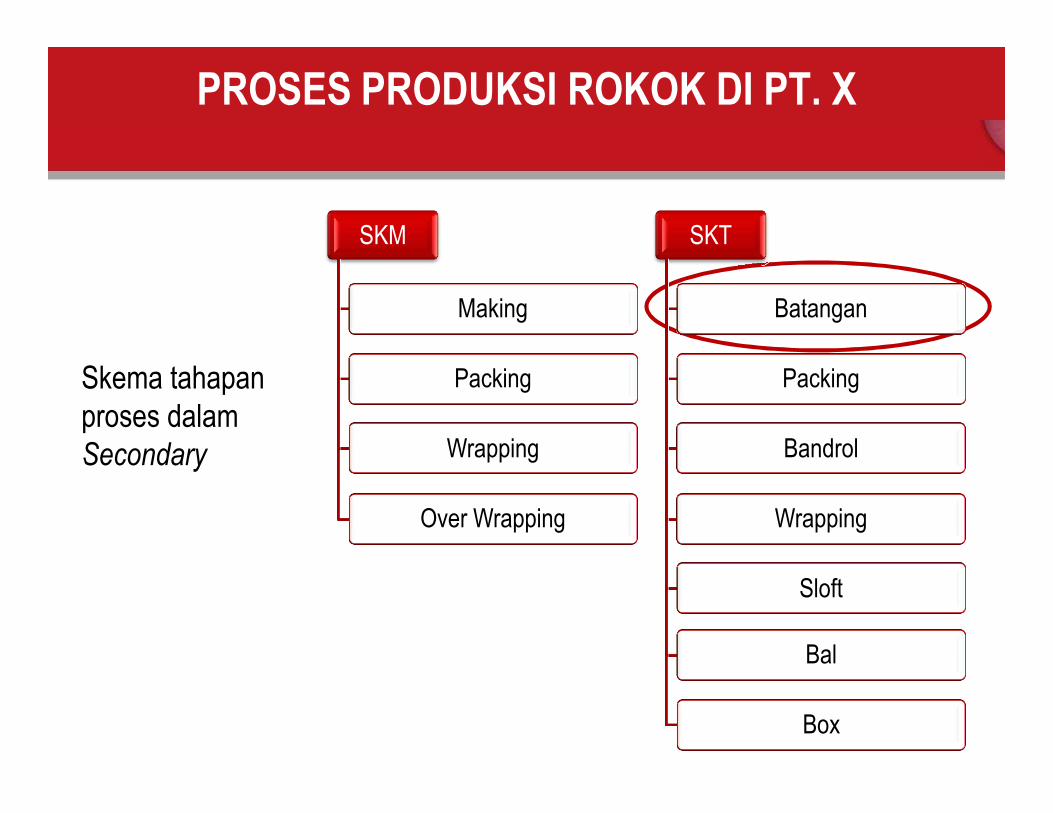
SKM
Making
Packing
Wrapping
Over Wrapping
SKT
Batangan
Packing
Bandrol
Wrapping
Sloft
Bal
Box
Skema tahapanproses dalamSecondary
SUMBER DATA
Data yang digunakan dalam penelitian ini adalah data sekunder daridepartemen Quality Control PT. X berupa data hasil produksi rokok batanganoleh bagian SKT dan dibatasi pada kualitas mutu fisik (atribut) pada saatrokok berupa batangan (tahap batangan). Pengambilan data dilakukanselama bulan Februari – Maret 2010 selama terjadi proses produksi rokok.
SUMBER DATA
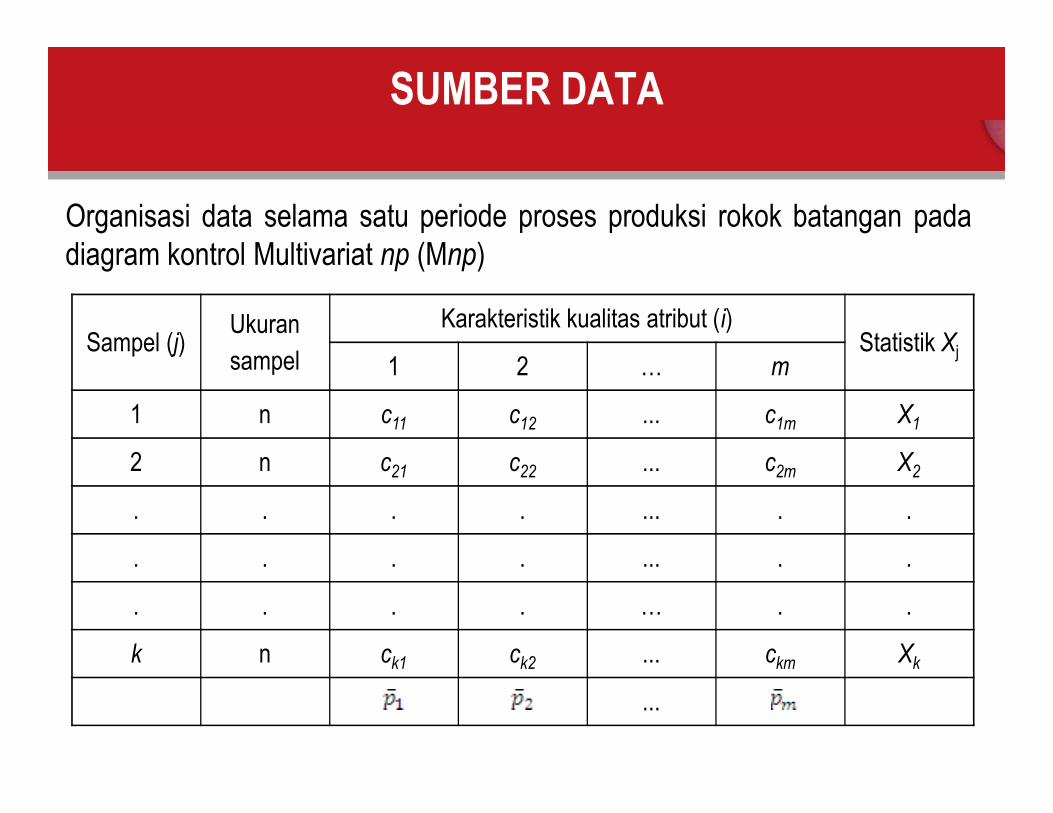
Organisasi data selama satu periode proses produksi rokok batangan padadiagram kontrol Multivariat np (Mnp)
Sampel (j) Ukuransampel
Karakteristik kualitas atribut (i)Statistik Xj1 2 … m
1 n c11 c12 ... c1m X1
2 n c21 c22 ... c2m X2
. . . . ... . .
. . . . ... . .
. . . . … . .
k n ck1 ck2 ... ckm Xk
...
IDENTIFIKASI VARIABEL
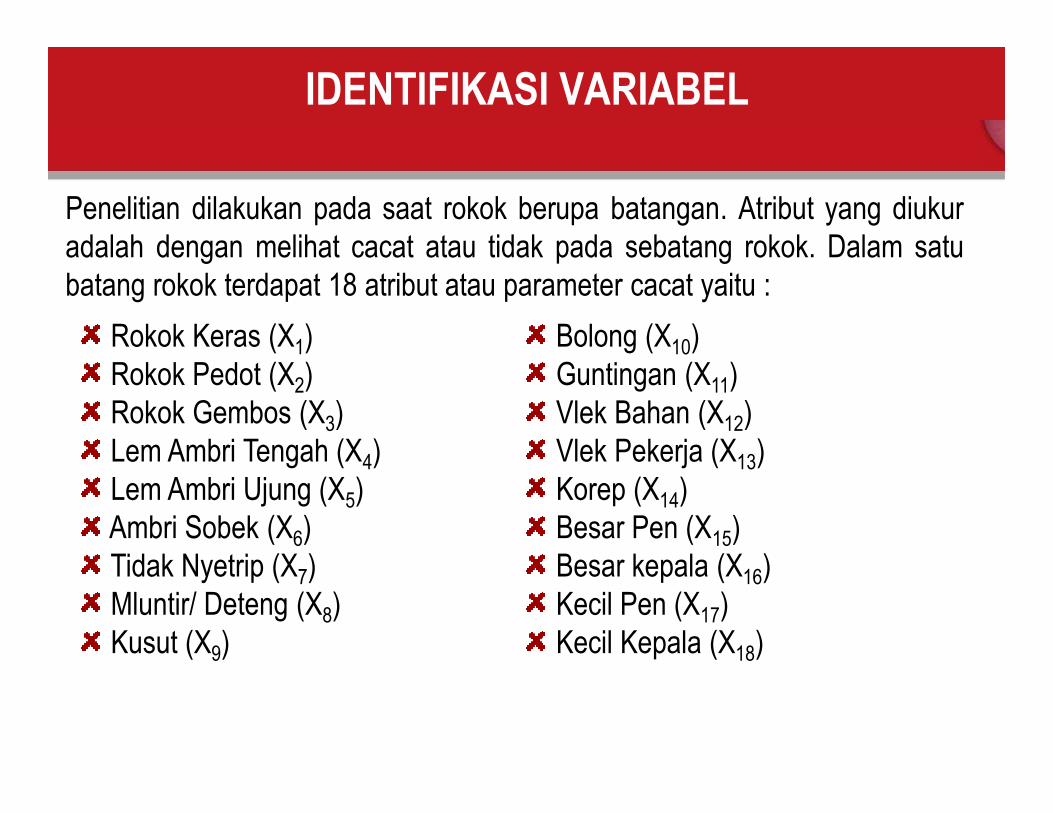
Penelitian dilakukan pada saat rokok berupa batangan. Atribut yang diukuradalah dengan melihat cacat atau tidak pada sebatang rokok. Dalam satubatang rokok terdapat 18 atribut atau parameter cacat yaitu :
Rokok Keras (X1)Rokok Pedot (X2)Rokok Gembos (X3)Lem Ambri Tengah (X4)Lem Ambri Ujung (X5)Ambri Sobek (X6)Tidak Nyetrip (X7)Mluntir/ Deteng (X8)Kusut (X9)
Bolong (X10)Guntingan (X11)Vlek Bahan (X12)Vlek Pekerja (X13)Korep (X14)Besar Pen (X15)Besar kepala (X16)Kecil Pen (X17)Kecil Kepala (X18)
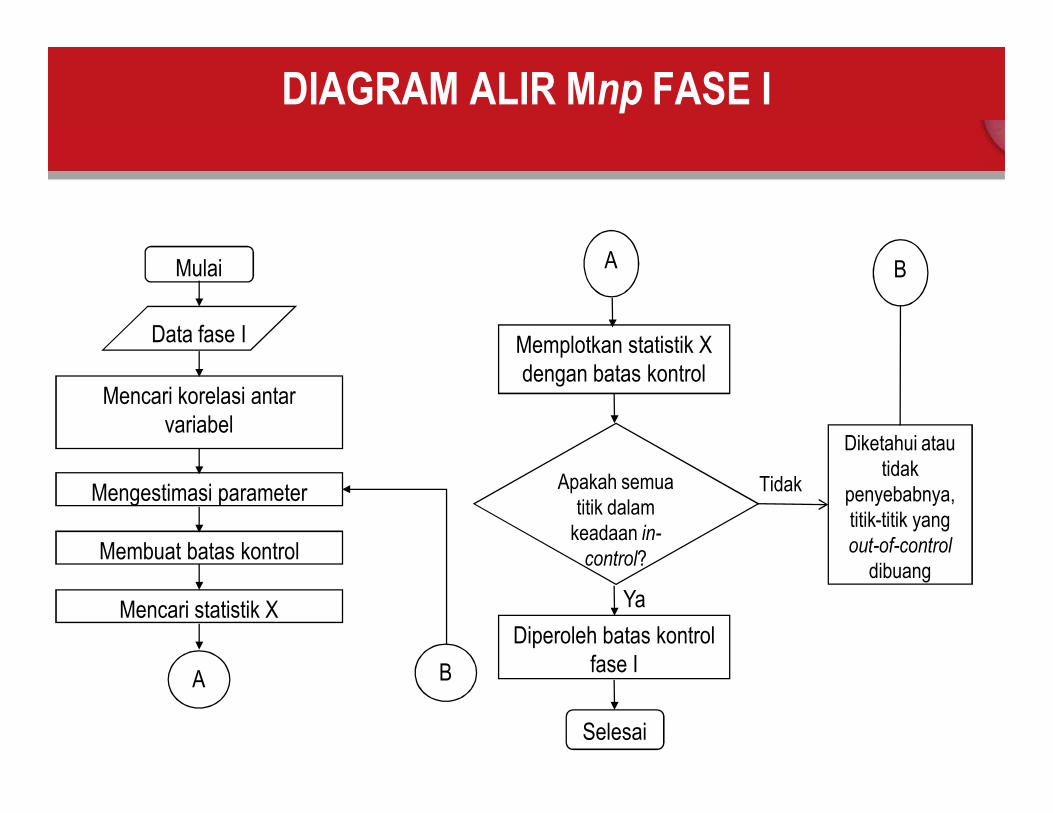
DIAGRAM ALIR Mnp FASE I
Mulai
Data fase I
Mencari korelasi antarvariabel
Mengestimasi parameter
Membuat batas kontrol
Mencari statistik X
A B
Ya
Tidak
A B
Memplotkan statistik X dengan batas kontrol
Apakah semuatitik dalam
keadaan in-control?
Diperoleh batas kontrolfase I
Selesai
Diketahui atautidak
penyebabnya, titik-titik yang out-of-control
dibuang
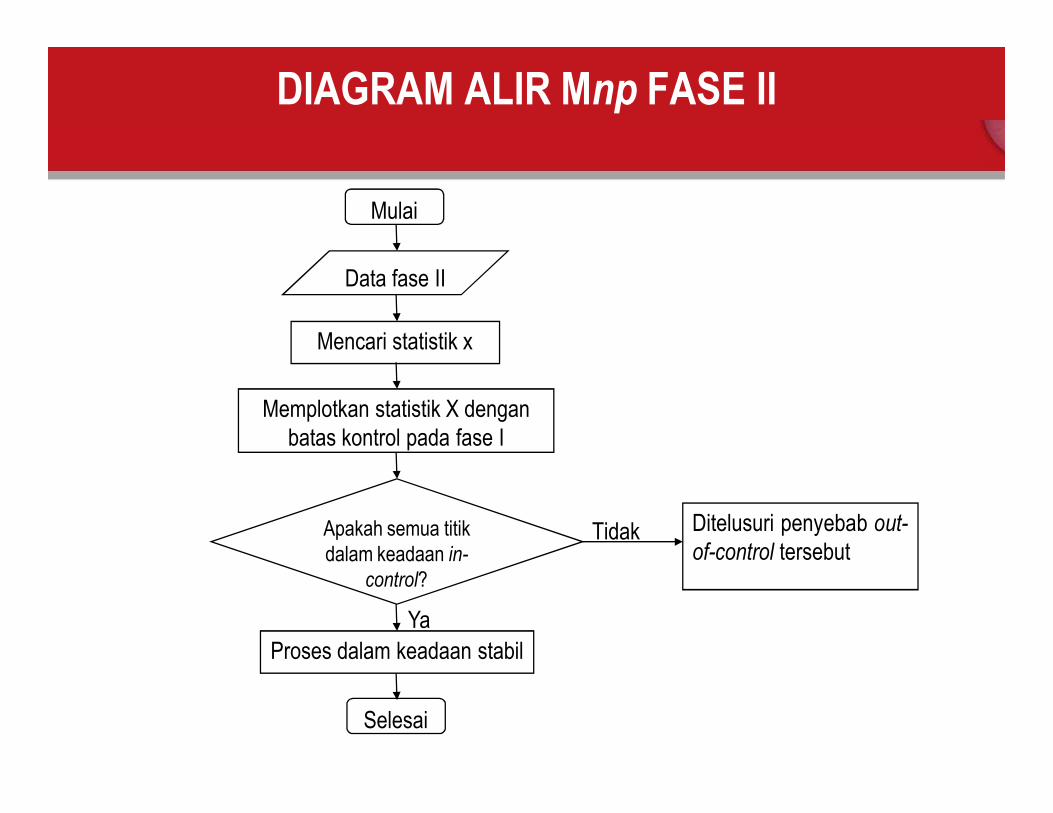
DIAGRAM ALIR Mnp FASE II
Tidak
Ya
Mulai
Data fase II
Mencari statistik x
Memplotkan statistik X dengan batas kontrol pada fase I
Apakah semua titikdalam keadaan in-
control?
Selesai
Proses dalam keadaan stabil
Ditelusuri penyebab out-of-control tersebut
KARAKTERISTIK DATA ROKOK BATANGAN
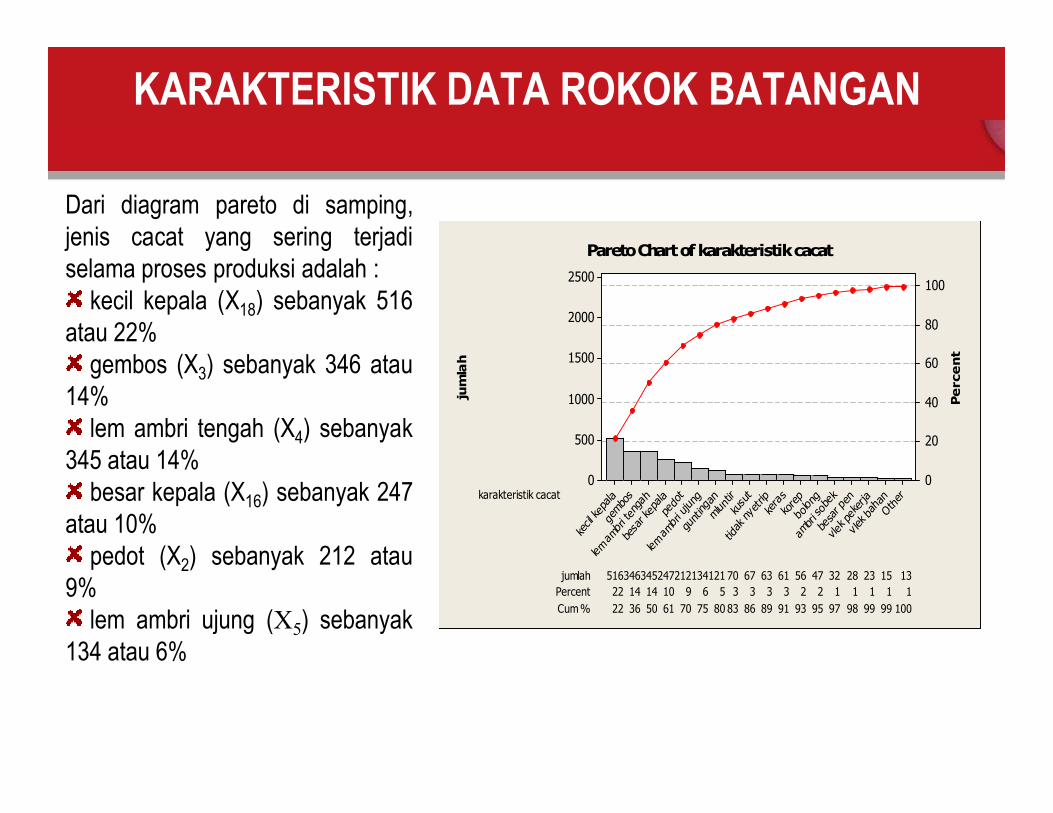
jumlah 67 63 61 56 47 32 28 23 15 13516346345247212134121 70Percent 3 3 3 2 2 1 1 1 1 122 14 14 10 9 6 5 3Cum % 86 89 91 93 95 97 98 99 99 10022 36 50 61 70 75 80 83
karakteristik cacatOth
er
v lek b
ahan
vlek p
ekerja
besar p
en
ambri sob
ek
bolon
gko
rep
kera
s
tidak
nye
trip
kusu
t
mluntir
gunting
an
lem am
bri u
jung
pedo
t
besa
r kep
ala
lem am
bri te
ngah
gembo
s
kecil ke
pala
2500
2000
1500
1000
500
0
100
80
60
40
20
0ju
mla
h
Pe
rce
nt
Pareto Chart of karakteristik cacat
Dari diagram pareto di samping,jenis cacat yang sering terjadiselama proses produksi adalah :
kecil kepala (X18) sebanyak 516atau 22%
gembos (X3) sebanyak 346 atau14%
lem ambri tengah (X4) sebanyak345 atau 14%
besar kepala (X16) sebanyak 247atau 10%
pedot (X2) sebanyak 212 atau9%
lem ambri ujung (X5) sebanyak134 atau 6%
PENGONTROLAN PROSES PRODUKSI ROKOK FASE I
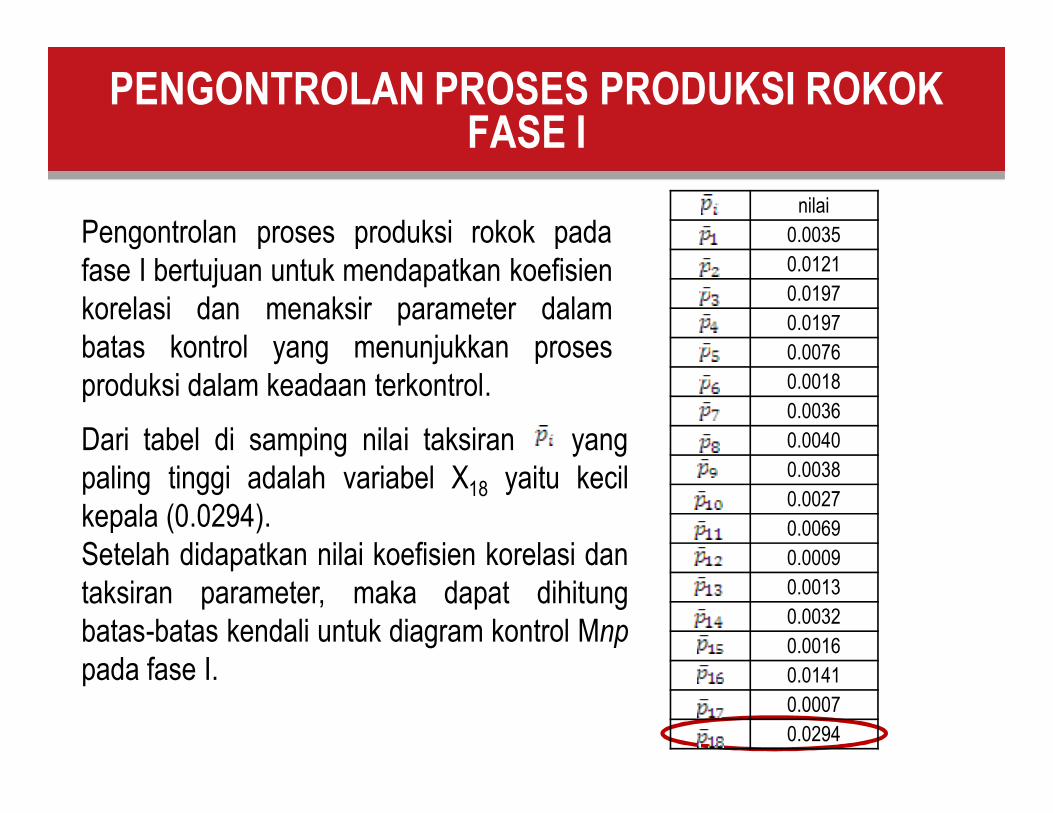
nilai0.00350.01210.01970.01970.00760.00180.00360.00400.00380.00270.00690.00090.00130.00320.00160.01410.00070.0294
Dari tabel di samping nilai taksiran yangpaling tinggi adalah variabel X18 yaitu kecilkepala (0.0294).Setelah didapatkan nilai koefisien korelasi dantaksiran parameter, maka dapat dihitungbatas-batas kendali untuk diagram kontrol Mnppada fase I.
Pengontrolan proses produksi rokok padafase I bertujuan untuk mendapatkan koefisienkorelasi dan menaksir parameter dalambatas kontrol yang menunjukkan prosesproduksi dalam keadaan terkontrol.
PENGONTROLAN PROSES PRODUKSI ROKOK FASE I
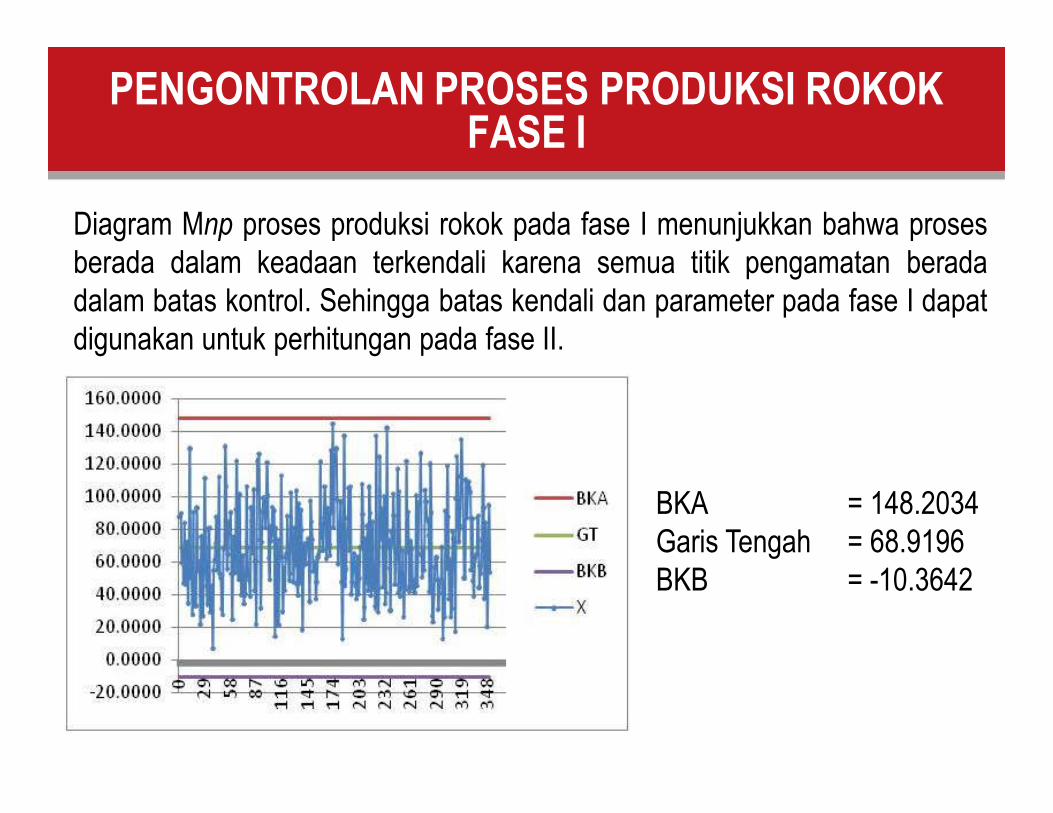
BKA = 148.2034Garis Tengah = 68.9196BKB = -10.3642
Diagram Mnp proses produksi rokok pada fase I menunjukkan bahwa prosesberada dalam keadaan terkendali karena semua titik pengamatan beradadalam batas kontrol. Sehingga batas kendali dan parameter pada fase I dapatdigunakan untuk perhitungan pada fase II.
PENGONTROLAN PROSES PRODUKSI ROKOK FASE II
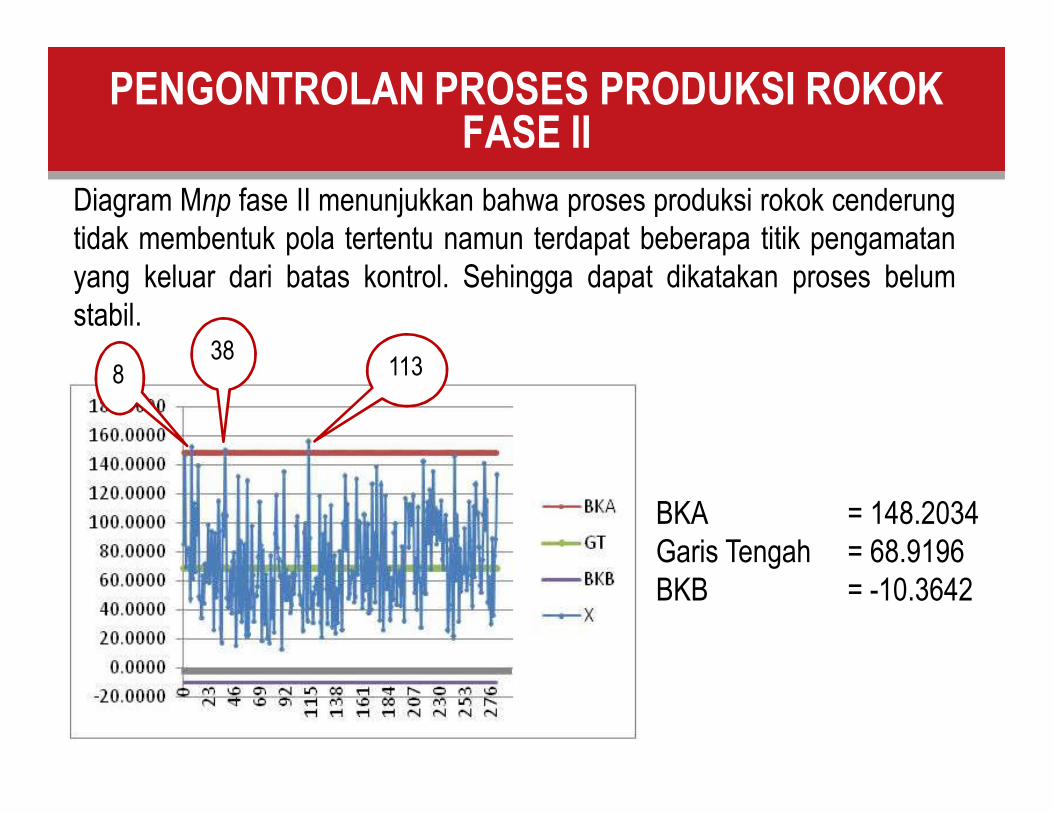
BKA = 148.2034Garis Tengah = 68.9196BKB = -10.3642
Diagram Mnp fase II menunjukkan bahwa proses produksi rokok cenderungtidak membentuk pola tertentu namun terdapat beberapa titik pengamatanyang keluar dari batas kontrol. Sehingga dapat dikatakan proses belumstabil.
838 113
IDENTIFIKASI SINYAL OUT-OF-CONTROL
Variabelke-
Zi(8)
Zi(38)
Zi(113)
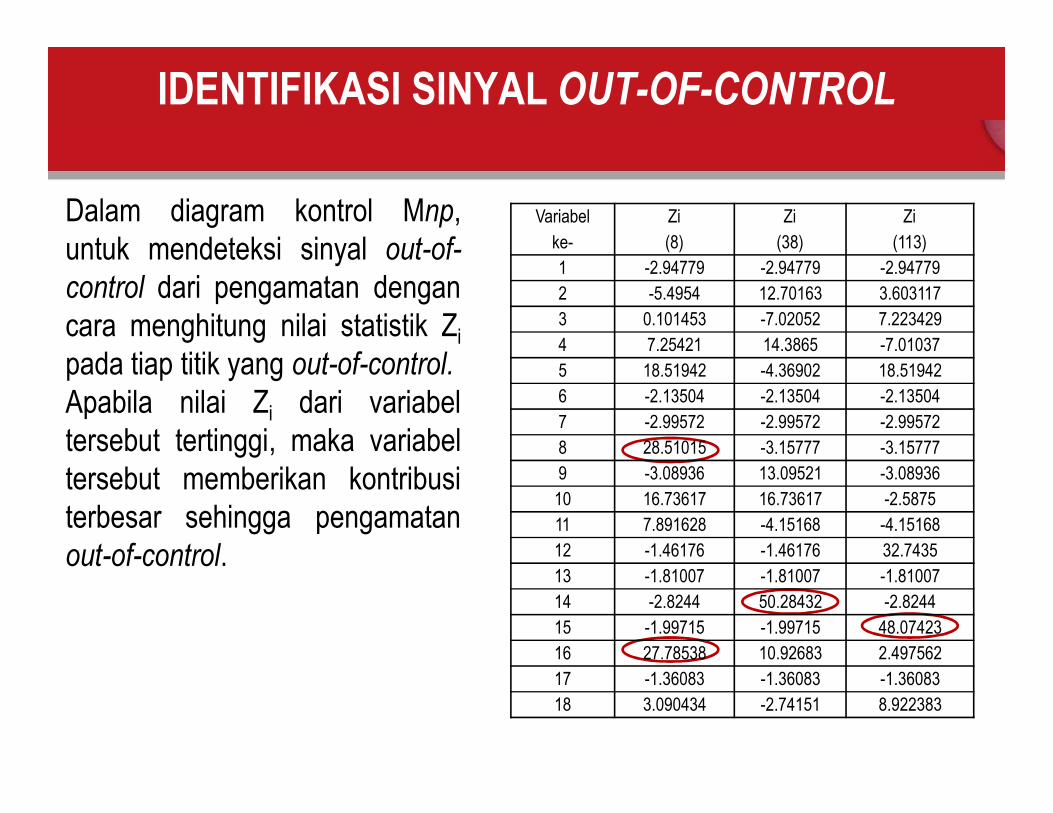
1 -2.94779 -2.94779 -2.947792 -5.4954 12.70163 3.6031173 0.101453 -7.02052 7.2234294 7.25421 14.3865 -7.010375 18.51942 -4.36902 18.519426 -2.13504 -2.13504 -2.135047 -2.99572 -2.99572 -2.995728 28.51015 -3.15777 -3.157779 -3.08936 13.09521 -3.0893610 16.73617 16.73617 -2.587511 7.891628 -4.15168 -4.1516812 -1.46176 -1.46176 32.743513 -1.81007 -1.81007 -1.8100714 -2.8244 50.28432 -2.824415 -1.99715 -1.99715 48.0742316 27.78538 10.92683 2.49756217 -1.36083 -1.36083 -1.3608318 3.090434 -2.74151 8.922383
Dalam diagram kontrol Mnp,untuk mendeteksi sinyal out-of-control dari pengamatan dengancara menghitung nilai statistik Zipada tiap titik yang out-of-control.Apabila nilai Zi dari variabeltersebut tertinggi, maka variabeltersebut memberikan kontribusiterbesar sehingga pengamatanout-of-control.
KESIMPULAN
Pengontrolan proses produksi rokok unit SKT di PT. X pada fase I sudah terkendalikarena semua titik berada dalam batas kontrol. Batas-batas kontrol yang didapat dariproses yang sudah terkendali adalah BKA = 148.2034, garis tengah = 68.9196, danBKB = -10.3642. Untuk selanjutnya batas kontrol dan parameter dari proses yangsudah terkendali ini digunakan pada pengontrolan proses produksi fase II untukmelihat stabilitas produksi rokok. Berdasarkan diagram kontrol Mnp, proses produksibelum stabil karena ada beberapa titik pengamatan yang out-of-control. Sehinggadapat disimpulkan bahwa secara keseluruhan proses produksi rokok unit SKT di PT.X belum stabil.
Pada identifikasi penyebab sinyal out-of-control terhadap pengamatan yang keluardari batas antara lain pengamatan ke-8, ke-38, dan ke-113, maka didapatkanbeberapa variabel yang menyebabkan proses belum dalam keadaan stabil antaralain variabel mluntir atau deteng (X8), besar kepala (X16), korep (X14), dan besar pen(X15).
SARAN
Melalui penelitian ini diharapkan perusahaan dapat menggunakan metodeyang lebih cocok dalam pengendalian kualitas agar informasi yang didapatmengenai proses produksi rokok lebih sensitive terhadap data danperusahaan lebih fokus terhadap variabel-variabel yang telah menyebabkanproses tidak terkendali ataupun belum stabil sehingga dapat meminimalisirjumlah cacat yang terjadi agar untuk ke depannya proses dapat lebihterkendali. Selain itu untuk terus melakukan perbaikan proses agar kualitasproduk dapat terjaga.
DAFTAR PUSTAKA
Johnson, A.R. and Wichern, D.W. 1998. Applied Multivariate Statistical Analysis. New Jersey. Prentice Hall, Upper Saddle River.
Lu, X.S., et al. 1998. Control Chart for Multivariate Attribute Processes. International Journal of Production Research, Vol.36, No.12, 3477-3489.
Montgomery, D.C. 1998. Pengantar Pengendalian Kualitas Statistik. Yogyakarta: Gajah Mada University Press.
Montgomery, D.C. 2005. Introduction to Statistikal Quality Control Fifth Edition. New York: John Wiley & Sons, inc.
Niaki, S.T.A. and Abbasi, B. 2007. Bootstrap Method Approach in Designing Multi-attribute Control Charts. International Journal of Advantages Manufacturing Technology, Vol.35, 434-442.
-------------------------------------- . 2007. On the Monitoring of Multi-attributes High-quality production Processes. Metrika, Vol.66, 373-388.
Wibowo, Tri. 2003. Protet Industri Rokok di Indonesia. Kajian Ekonomi dan Keuangan, Vol.7, No.2.
Related Documents