PENERAPAN SISTEM MANAJEMEN MUTU ISO TS 16949 DALAM PERAKITAN BOLT HUB DI POROS PENGGERAK TOYOTA AVANZA PADA PT. XYZ SYARIFANTI ISABELLA Jalan Pulau Tambelan Blok D8/4 Komplek AL Jatimakmur Permai Pondok Gede - Bekasi Selatan 17413 E-Mail : [email protected] ABSTRAKSI Perusahaan yang memproduksi produk berkualitas adalah perusahaan yang mempunyai keunggulan di mata konsumen. Dalam peningkatan produk yang berkualitas perusahaan terus menerus mengadakan perbaikan yang berkesinambungan. PT. XYZ melakukan usaha pengendalian kualitas pada produknya dengan ketat. Pada tahun 2008 perusahaan penyedia spare part tersebut melakukan peningkatan kualitas yaitu mendapatkan sertifikasi ISO TS 16949 dalam hal ini standar untuk otomotif. Pada saat ini masih tahap untuk membuat produk dalam zero defect, yaitu program penghasilan produk yang tanpa cacat. Beberapa perusahaan produk otomotif sudah menghasilkan produk yang bermmutu baik. PT. XYZ menghasilkan propeller shaft dan rear axle, pada produksi rear axle, di dalam komponen tersebut terdapat poros penggerak. Poros penggerak tersebut akan dirakit dengan bolt hub, jenis toyota avanza paling banyak untuk diproduksi di perusahaan tersebut. Saat perakitan tersebut, terjadi banyak kecacatan. Kecacatan tersebut dianalisa dengan metode pareto, diagram sebab-akibat dan menggunakan metode perbaikannya yaitu 5W + 1H. PEDAHULUAN Dalam menghadapi era globalisasi yang penuh dengan persaingan ketat, sebuah perusahaan harus dapat menunjukan kemampuannya dalam memenuhi tuntutan pasar. Keberhasilan dalam memenangi persaingan tidak hanya oleh kemampuan dalam mengelola dan meningkatkan sumber daya yang kita miliki, tetapi juga mengelola dan meningkatkan sumber daya yang kita miliki, tetapi juga mutu produk menjadi kunci utama, dimana mutu memegang peranan yang sangat penting bagi perusahaan,karean mutu hal yang paling diandalkan oleh perusahaan untuk tetap memberikan yang terbaik bagi kepuasan konsumen. Upaya menerapkan manajemen mutu memerlukan pengorbanan yang tinggi dari pembiayaan dan kemauan untuk mengubah perilaku ke arah yang konsisten. Penerapan sistem manajemen mutu dapat memberikan nilai tambah bagi perusahaan antara lain, meminimalkan produk yang tidak memenuhi persyaratan, mengurangi pekerjaan ulang yang akhirnya mengoptimalkan marginal keuntungan, dan meningkatkan produktivitas kerja yang dapat meningkatkan efisiensi perusahaan. Penerapan sistem manajemen mutu berbasiskan ISO 9001-2008 dalam suatu perusahaan pembuatan spare parts di Indonesia pada saat ini merupakan momentum yang

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript
PENERAPAN SISTEM MANAJEMEN MUTU ISO TS 16949 DALAM PERAKITAN
BOLT HUB DI POROS PENGGERAK TOYOTA AVANZA PADA PT. XYZ
SYARIFANTI ISABELLA
Jalan Pulau Tambelan Blok D8/4 Komplek AL Jatimakmur Permai
Pondok Gede - Bekasi Selatan 17413
E-Mail : [email protected]
ABSTRAKSI Perusahaan yang memproduksi produk berkualitas adalah perusahaan yang mempunyai
keunggulan di mata konsumen. Dalam peningkatan produk yang berkualitas perusahaan terus menerus mengadakan perbaikan yang berkesinambungan. PT. XYZ melakukan usaha pengendalian kualitas pada produknya dengan ketat. Pada tahun 2008 perusahaan penyedia spare part tersebut melakukan peningkatan kualitas yaitu mendapatkan sertifikasi ISO TS 16949 dalam hal ini standar untuk otomotif. Pada saat ini masih tahap untuk membuat produk dalam zero defect, yaitu program penghasilan produk yang tanpa cacat. Beberapa perusahaan produk otomotif sudah menghasilkan produk yang bermmutu baik.
PT. XYZ menghasilkan propeller shaft dan rear axle, pada produksi rear axle, di dalam komponen tersebut terdapat poros penggerak. Poros penggerak tersebut akan dirakit dengan bolt hub, jenis toyota avanza paling banyak untuk diproduksi di perusahaan tersebut. Saat perakitan tersebut, terjadi banyak kecacatan. Kecacatan tersebut dianalisa dengan metode pareto, diagram sebab-akibat dan menggunakan metode perbaikannya yaitu 5W + 1H.
PEDAHULUAN Dalam menghadapi era globalisasi yang penuh dengan persaingan ketat, sebuah
perusahaan harus dapat menunjukan kemampuannya dalam memenuhi tuntutan pasar. Keberhasilan dalam memenangi persaingan tidak hanya oleh kemampuan dalam mengelola dan meningkatkan sumber daya yang kita miliki, tetapi juga mengelola dan meningkatkan sumber daya yang kita miliki, tetapi juga mutu produk menjadi kunci utama, dimana mutu memegang peranan yang sangat penting bagi perusahaan,karean mutu hal yang paling diandalkan oleh perusahaan untuk tetap memberikan yang terbaik bagi kepuasan konsumen.
Upaya menerapkan manajemen mutu memerlukan pengorbanan yang tinggi dari pembiayaan dan kemauan untuk mengubah perilaku ke arah yang konsisten. Penerapan sistem manajemen mutu dapat memberikan nilai tambah bagi perusahaan antara lain, meminimalkan produk yang tidak memenuhi persyaratan, mengurangi pekerjaan ulang yang akhirnya mengoptimalkan marginal keuntungan, dan meningkatkan produktivitas kerja yang dapat meningkatkan efisiensi perusahaan.
Penerapan sistem manajemen mutu berbasiskan ISO 9001-2008 dalam suatu perusahaan pembuatan spare parts di Indonesia pada saat ini merupakan momentum yang
sangat tepat. Tujuannya adalah mengupayakan terus-menerus dalam mewujudkan mutu produksi hasil pekerjaan produksi sesuai harapan dan kebutuhan konsumen. Disamping itu penerapan sistem manajemen mutu berbasiskan ISO dan sertifikasinya bagi para penyedia spare parts menjadi tuntutan dalam menghadapi pasar global yang semakin kompetitif belakang ini.
PT. XYZ sebagai perusahaan di bidang penyedian spare parts memiliki kepedulian yang tinggi terhadap pengembangan sistem manajemen mutu secara nasional. PT. XYZ mendidik, melatih, dan membentuk tenaga professional yang berwawasan, yang mampu melayani segala bentuk pekerjaan yang terkait dengan manajemen mutu.
Untuk mempersiapkan diri dalam keterlibatan langsung terhadap pengembangan mutu nasional, maka PT. XYZ telah membangun unit mandiri dan independen yang mampu melaksanakan sertifikasi ISO 16949. Komitmen tegas dan konsisten jajaran pimpinan serta kesadaran karyawan untuk menerapkan sistem manajemen mutu merupakan keberhasilan penerapan sistem manajemen mutu.
Penerapan ISO 16949 pada PT. XYZ baru dijalankan selama 3 tahun terakhir ini, acuan dari ISO 16949 yaitu ISO 9001 : 2008, part yang dihasilkan seperti propeller shaft dan rear axle. Pada saat perakitan rear axle, maka ada komponen yang dirakit yaitu poros penggerak. Poros penggerak tersebut dirakit dengan bolt hub, dan bulan januari menghasilkan kecacatan dalam proses perakitannya.
Permasalahan yang terjadi di perusahaan membuat penerapan ISO TS 16949 agak terhambat maka dari itu beberapa penyimpangan yang terjadi akan diperbaiki dan dicegah untuk perbaikan terus menerus untuk menghasilkan produk yang berkualitas. Sehingga pada penulisan akhir ini akan membahas secara lebih dalam dengan judul “PENERAPAN SISTEM MANAJEMEN MUTU ISO TS 16949 DALAM PERAKITAN BOLT HUB DI POROS PENGGERAK TOYOTA AVANZA PADA PT. XYZ”.
Penelitian ini dilakukan dengan maksud untuk memperoleh data dan informasi tentang penerapan ISO TS 16949. Sedangakan tujuan yang ingin dicapai dalam penelitian ini adalah untuk mengetahui penerapan ISO TS 16949 dalam perakitan bolt hub dengan poros penggerak untuk jenis Toyota avanza.
LANDASAN TEORI Istilah kualitas sering diucapkan dalam kehidupan sehari-hari. Namun dalam praktek, pengertian kualitas dapat beraneka ragam. Kualitas biasanya dinilai dari penampilan unjuk kerja, atau pemenuhan terhadap persyaratan. Suatu produk dikatakan berkualitas jika eksklusif, harganya mahal, memiliki ketelitian lebih tinggi, lebih tahan lama, lebih kuat, lebih menarik, atau lebih nyaman untuk digunakan.
Pengertian ini tidak dapat disalahkan namun sangat subyektif. Kualitas dari sudut pandang orang perorang tentu berbeda, demikian pula kualitas dari sudut pandang konsumen dan produsen juga berbeda. Konsumen lebih berorientasi terhadap kesesuaiannya dengan kebutuhan dan penggunaan, sementara produsen lebih melihat pada kesesuaiannya dengan standar.
“Kualitas adalah derajat yang dicapai oleh karakteristik yang inheren dalam memenuhi persyaratan” (SNI 19-9000:2000).
Tidak ada suatu definisi tentang kualitas yang secara universal dapat diterapkan pada semua jenis organisasi atau perusahaan. Setiap perusahaan perlu mendefinisikan arti kualitas bagi dirinya dalam melayani pelanggan, karyawan pemilik saham, pasar, dan masyarakat. Pengertian kualitas sedapat mungkin mencerminkan visi organisasi, misi dan nilai-nilai yang dianut perusahaan. (Eddy Herjanto, manajemen operasi edisi ketiga, 2006)
Ukuran kualitas tidak hanya berupa suatu variabel atau suatu atribut saja, melainkan mengandung beberapa dimensi, baik kuantitatif maupun kualitatif. Dimensi kualitas juga tidak sama untuk semua jenis produk. Misalkan, kualitas ditentukan antara lain oleh kerapihan jahitan dan kenyamanan saat digunakan. sementara itu kualitas gelas minum lebih ditentukan oleh disain dan ketahanan terhadap benturan.
Barang memiliki karakteristik yang berbeda dengan jasa. Oleh karena itu, dimensi kualitas barang dibedakan dengan dimensi kualitas untuk jasa. Secara umum, kualitas barang dapat dilihat dari tiga dimensi utama berikut ini:
a. Kinerja (performance, operation) Dimensi utama yang banyak dipertimbangkan oleh konsumen adalah kinerja atau operasi produk. Misalkan, apakah tinta pulpen dapat keluar secara baik, lancar dan tidak luntur. Apakah kekuatan cahaya suatu lampu sesuai dengan spesifikasi yang dinyatakan dalam labelnya.
b. Keandalan (reliability, durability) Mencerminkan keandalan suatu produk, yaitu kepercayaan atas kemampuan atau ketahanannya. Apakah suatu disket komputer dapat menyimpan data dengan baik selama lima tahun, misalnya untuk penggunaan normal.
c. Kenampakan (appearance, features) Menunjukkan daya tarik suatu produk yang membedakannya dengan produk lain secara sepintas. Kenampakan sangat dipengaruhi oleh disain dan atribut lain dalam produk. Misalkan, radio mobil yang memiliki remote control, telepon genggam yang juga mempunyai fungsi kamera.
d. Kesesuaian (conformance) Kesesuaian berhubungan dengan pemenuhan terhadap spesifikasi atau standar ditentukan. Misalkan, apakah suatu pipa PVC memiliki diameter sesuai dengan Standar Nasional Indonesia (SNI) yang bersangkutan. Apakah suatu lampu swa ballast telah memenuhi aspek safety seperti yang dipersayaratkan.
Di samping keempat dimensi utama tersebut, dimensi lain yang dapat dipertimbangkan bagi kualitas suatu barang adalah :
a. Pelayanan (serviceability) Dimensi kualitas yang berkaitan dengan pelayanan pasca penjualan
b. Persepsi kualitas (perceived quality) Keyakinan terhadap kualitas oleh pelanggan yang didasarkan atas apa yang dilihat, pengalaman sebelumnya, atau reputasi perusahaan yang memproduksi barang.
Dalam ISO 9000 dijelaskan bahwa untuk berhasil dalam memimpin dan mengoperasikan sebuah organisasi, dibutuhkan pengarahan dan pengendalian yang sistematis dan transparan. Keberhasilan dapat tercapai dari implementasi dan pemeliharaan sistem
manajemen yang dirancang untuk selalu memperbaiki kinerja sambil menanggapi kebutuhan semua pihak berkepentingan.
Terdapat delapan prinsip manajemen kualitas yang merupakan dasar ISO 9000, yang dapat digunakan oleh pimpinan puncak untuk memimpin organisasi ke arah perbaikan kinerja, sebagai berikut :
a. Fokus pada pelanggan b. Kepemimpinan c. Pelibatan anggota d. Pendekatan proses e. Pendekatan sistem pada manajemen f. Perbaikan berkesinambungan g. Pendekatan fakta pada pengambilan keputusan h. Hubungan yang saling menguntungkan dengan pemasok
Berbagai alat dan teknik pengendalian kualitas telah dikembangkan oleh para ahli. Beberapa teknik yang secara umum telah banyak digunakan di kalangan industri dalam rangka pengendalian kualitas seperti tujuh alat untuk pengendalian mutu, tujuh alat baru untuk peningkatan kualitas, Six-Sigma, Lima S.
Tujuh alat pengendalian kualitas (seven tools for quality control, 7T) dikenal juga dengan nama Ishikawa’s Basic Tools of Quality karena dipopulerkan oleh Kaouru Ishikawa, terdiri atas :
a. Checksheet Tujuan utama dari checksheet (lembar pengecekan) ialah untuk menjamin bahwa data
dikumpulkan secara hati-hati dan akurat oleh personel operasi untuk mengontrol proses dan untuk pengambilan keputusan. Data dipresentasikan dalam suatu format yang dapat secara tepat dan mudah digunakan dan dianalisa. Pengisian data dalam checksheet biasanya menggunakan cara tally, seperti yang digunakan dalam pertandingan bulu tangkis atau volley.
Gambar 2.1 Lembar Pengecekkan
( Sumber : http://www.google.co.id/, april 2011)
Checksheet sering kali digunakan untuk mengetahui ketidaksesuaian, baik dari jumlah, lokasi, ataupun penyebabnya. Checksheet sebaiknya dapat memuat kapan pengecekan dilakukan, dimana, oleh siapa, dan terhadap produk/proses/bagian yang mana. (Eddy Herjanto, manajemen operasi edisi ketiga, 2006)
b. Histogram Histogram adalah gambaran grafik tentang nilai rata-rata dan penyebarannya dari
sekumpulan data suatu variabel. Rata-rata dari serangkaian nilai observasi tidak dapat diinterpretasikan secar terpisah dari hasil penyebaran ( dispresi, pencaran) nilai-nilai tersebut sekitar rata-ratanya.
Makin besar penyebaran nilai-nilai observasi makin kurang representative rata-rata distribusinya. Dalam histogram, data cenderung berada di tengah distribusi dan semakin sedikit menjauhi titik tengah ( central tendency). Informasi ini digambarkan dalam satu seri kolom (batang, balok) secara proporsional dengan tinggi yang menentukan frekuensi kelas atau kategori yang diwakilinya.
Histogram dibangun dalam beberapa tahap sebagai berikut:
1. Dari seluruh data observasi (n), tentukan rentang ( Range, R) antara data yaitu perbedaan antara nilai tertinggi ( LX ) dan nilai terendah ( sX ).
2. Tentukan jumlah kelas atau kategori (k) jumlah kelas dapat dihitung dengan menggunakan rumus Sturgess (Dayan, 1978 : 75):
k = 1 + 3.322 log n ………………………………...……………….. ( 2.1 )
Rumus bukan merupakan keharusan dalam penentuan penetuan jumlah kelas. Apabila berdasarkan pertimbangan praktis distribusi frekuensinya dianggap kurang baik maka dapat dilakukan penyesuaian.
3. Tentukan interval kelas (h), dan titik tengahnya (mid point). Interval kelas dapat dicari dengan rumus :
k
XXh SL )( −
= …………………………………………….…..…( 2.2 )
Titik tengah merupakan rata-rata hitung dari kedua batas kelasnya. Titik tengah dianggap sebagai nilai yang representative bagi semua nilai yang didistribusikan sepanjang interval kelas tertentu.
4. Peletakan setiap data observasi pada kelasnya. Setiap observasi harus berada hanya pada satu kelas. Untuk memudahkan langkah ini dapat menggunakan bantuan lembar pengecakan (checksheet).
5. Gambarkan dalam bentuk histogram.
Gambar 2.2 Histogram ( Sumber : http://www.google.co.id/, april 2011)
Karena histogram merupakan grafik berbentuk kolom, histogram dapat disebut juga
sebagai diagram kolom. Setiap kolom mewakili suatu kelas, sedangakan ketebalan kolom menunjukan interval kelas. Nilai numerik di pinggir kolom adalah batas kelas, sementara nilai tengah kelas merupakan rata-rata dan nilai di kelas tersebut.
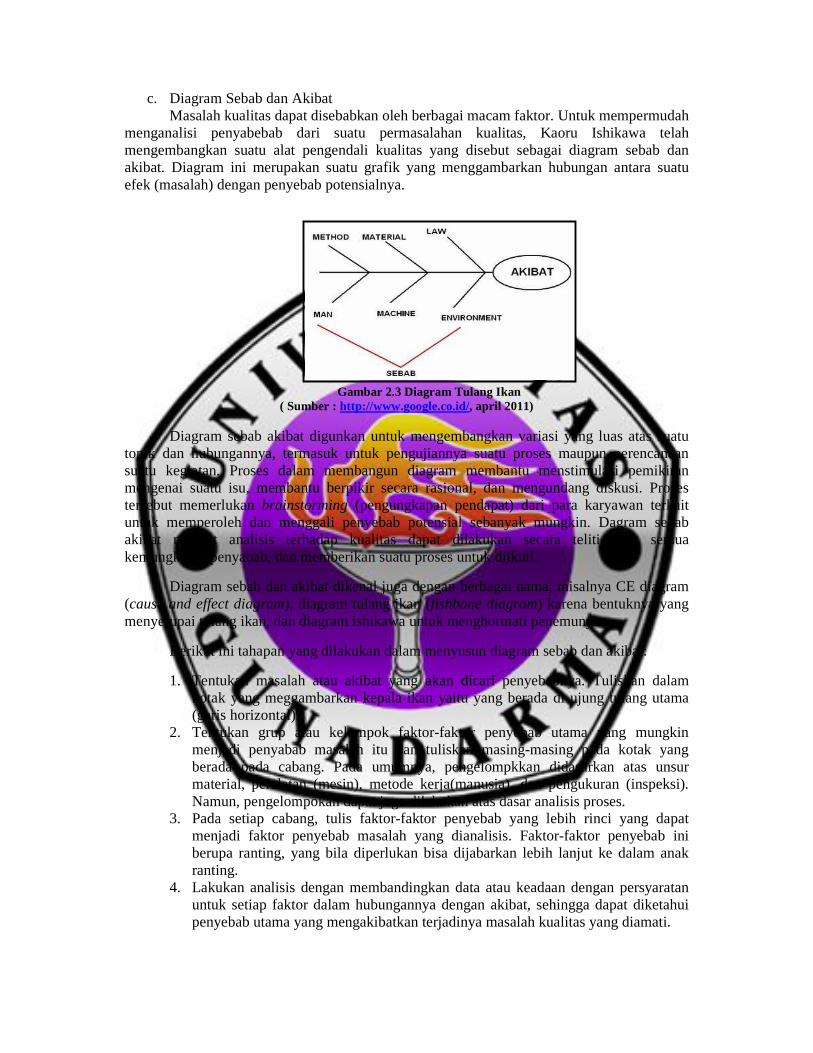
c. Diagram Sebab dan Akibat Masalah kualitas dapat disebabkan oleh berbagai macam faktor. Untuk mempermudah
menganalisi penyabebab dari suatu permasalahan kualitas, Kaoru Ishikawa telah mengembangkan suatu alat pengendali kualitas yang disebut sebagai diagram sebab dan akibat. Diagram ini merupakan suatu grafik yang menggambarkan hubungan antara suatu efek (masalah) dengan penyebab potensialnya.
Gambar 2.3 Diagram Tulang Ikan ( Sumber : http://www.google.co.id/, april 2011)
Diagram sebab akibat digunkan untuk mengembangkan variasi yang luas atas suatu
topik dan hubungannya, termasuk untuk pengujiannya suatu proses maupun perencanaan suatu kegiatan. Proses dalam membangun diagram membantu menstimulasi pemikiran mengenai suatu isu, membantu berpikir secara rasional, dan mengundang diskusi. Proses tersebut memerlukan brainstorming (pengungkapan pendapat) dari para karyawan terkait untuk memperoleh dan menggali penyebab potensial sebanyak mungkin. Dagram sebab akibat mebuat analisis terhadap kualitas dapat dilakukan secara teliti untk semua kemungkinan penyabab, dan memberikan suatu proses untuk diikuti.
Diagram sebab dan akibat dikenal juga dengan berbagai nama, misalnya CE diagram (cause and effect diagram), diagram tulang ikan (fishbone diagram) karena bentuknya yang menyerupai tulang ikan, dan diagram ishikawa untuk menghormati penemunya.
Berikut ini tahapan yang dilakukan dalam menyusun diagram sebab dan akibat:
1. Tentukan masalah atau akibat yang akan dicari penyebabnya. Tuliskan dalam kotak yang meggambarkan kepala ikan yaitu yang berada di ujung tulang utama (garis horizontal).
2. Tentukan grup atau kelompok faktor-faktor penyebab utama yang mungkin menjadi penyabab masalah itu dan tuliskan masing-masing pada kotak yang berada pada cabang. Pada umumnya, pengelompkkan didasarkan atas unsur material, peralatan (mesin), metode kerja(manusia), dan pengukuran (inspeksi). Namun, pengelompokan dapat juga dilakukan atas dasar analisis proses.
3. Pada setiap cabang, tulis faktor-faktor penyebab yang lebih rinci yang dapat menjadi faktor penyebab masalah yang dianalisis. Faktor-faktor penyebab ini berupa ranting, yang bila diperlukan bisa dijabarkan lebih lanjut ke dalam anak ranting.
4. Lakukan analisis dengan membandingkan data atau keadaan dengan persyaratan untuk setiap faktor dalam hubungannya dengan akibat, sehingga dapat diketahui penyebab utama yang mengakibatkan terjadinya masalah kualitas yang diamati.
d. Diagram Pareto Diagram pareto dikenalkan oleh Joseph M. Juran, yang menggunakan prinsip pareto
“The Critical few The Trivial Many”. Pareto adalah nama seorang ekonom italia yang menentukan bukti empiris bahwa secara kritikal 80% data kemakmuran suatu daerah hanya dikuasai oleh 20% dari popoulasi. Jika diaplikasikan dalam pengendalian kualitas, prinsip ini dapat berarti hanya sedikit faktor (20%) sebagai penyebab timbulnya mayoritas (80%) masalah. Misalkan,hanya 20% dari peralatan yang menyebabkan 80% terjadinya downtime (waktu menganggur karena kerusakan mesin). Proses pembuatan diagram pareto dapat diuraikan sebagai berikut :
1. Pilih beberapa faktor penyebab dari suatu masalah (bisa diketahui dari hasil analisis sebab akibat)
2. Kumpulkan data dari masing-masing faktor dan hitung presentase kontribusi dari masing-masing faktor.
3. Susun faktor-faktor dalam urutan baru dimulai dari yang memiliki presentase kontribusi terbesar an hitung nilai akumulasinya.
4. Bentuk kerangka diagram dengna axis vertikal sebelah kiri menunjukan frekuensi, sedangakan axis vertical sebelah kanan dalam bentuk kumulatif. Tinggi axis sebelah kiri dan kanan sama.
Gambar 2.4 Diagram Pareto ( Sumber : http://www.google.co.id/, april 2011)
5. Berpedoman pada axis vertikal sebelah kiri, buat kolom secara berurutan pada
axis horizontal yang menggambarkan kontribusi masing-masing faktor. 6. Berpedoman pada axis vertikal sebelah kanan, buat garis yang menggambarkan
persen kumulatif, dimulai dari 0% pada ujung bawah axis sebelah kiri sampai 100% ujung atas axis sebelah kanan.
e. Peta Kendali Kualitas Peta kendali kualitas atau disebut peta kendali saja (control chart) adalah grafik yang
digunakan untuk membedakan atau memisahlan hasil dari suatu proses yang berada dalam kendali dan yang tidak. Peta kendali memiliki garis tengah yang menunjukan rata-rata proses, sebuah garis di atasnya disebut sebagai batas kendali atas, dan sebuah garis di bawah disebut sebagai batas kendali bawah. Tujuan peta kendali ialah untuk memantau suatu proses dalam rangka menunjukan kehadiran penyebab khusus yang mempengaruhi proses operasi.
Macam-macam peta kendali adalah sebagai berikut :
1. Peta kendali untuk variabel Suatu peta x dan R adalah gabungan dari peta x (x-chart)dan peta R (R-chart)
yang menunjukan baik nilai rata-rata (mean, x ) dan rentang ( range, R). Keduanya merupakan jenis peta kendali yang menggunakan nilai kontinyu. Bagian x terutama menunjukan apakah telah terjadi perubahan dari nilai rata-rata suatu proses, yang dapat disebabkan oleh berbagai faktor, misalnya perubahan suhu , material, yang berbeda.
Sementara, bagian R menunjukan setiap perubahan dalam dispersi dari proses yaitu adanya pertambahan atau pengurangan keseragaman (uniformity). Peta ini sangat berguna karena menunjukan perubahan nilai rata-rata dan dispersi yang sama, membuatnya menjadi suatu metide yang efektif untuk mengontrol abnormalitas dalam proses.
Tahapan dalam pembuatan bagan x dan R dapat diuraikan sebagai berikut :
- Kumpulkan data. Jumlah sampel (m) yang dibutuhkan biasanya di atas 20 diambil dari data terbaru dari proses yang sejenis. Data diambil berdasarkan subgroup, dengan ukuran subgroup (n) sekurang-kurangnya dua unit.
- Hitung nilai rata-rata (x , dibaca eks garis) setiap sampel (subgroup) dan rentang (R) antara nilai tertinggi dan terkecil.
- Hitung nilai rata-rata dari rata-rata (x , dibaca eks garis ganda) dan rata-rata rentang (R ).
- Tentukan garis tengah (central line, CL), batas kendali atas (upper control limit, UCL), dan batas kendali bawah (lower control limit, LCL) dengan menggunakan rumus sebagai berikut : Peta x :
CL = x ……………………………………………….( 2.3 )
UCL = RAx 2+ ……………………………………………….( 2.4 )
LCL = RAx 2− ……………………………………………….( 2.5 )
Dengan : A = Konstanta, ; R = Rentang
(Eddy Herjanto, manajemen operasi edisi ketiga, 2006)
Peta R :
CL = R ………………………………………………….….( 2.6 )
UCL = RD4 …………………………………………………….( 2.7 )
LCL = RD3 …………………………………….……………….( 2.8 )
Dengan : D = Konstanta, ; R = Rentang
- Buat peta kendali dan plot nilai x dan R setiap sampel pada peta kendali yang sesuai. Hubungan nilai setiap sampel sehingga membentuk kurva.
- Pelajari kinerja hasil proses produksi. Identifikasi titik di luar batas control dan tentukan penyebab terjadinya serta cara mengeliminasi penyebab khusus dan mengurangi variasi normal.
2. Peta kendali untuk atribut Suatu produk dapat diklsifikasikan berdasarkan atributnya, yaitu baik atau buruk, cacat atau tidak cacat. Cacat (defect) ialah suatu ketidaksesuaian individual dalam suatu proses atau produk yang disebabkan kegagalan dalam memenuhi satu atau lebih spesifikasi yang ditetapkan. Suatu produk dikatakan cacat (defective) ialah jika tidak memenuhi spesifikasi. Dengan demikian, suatu produk yang cacat akan mengandung paling tidak satu cacat individual.
Dalam pendekatan manaejemen kualitas, pemenuhan terhadap suatu persyaratan atau ketentuan disebut kesesuaian (conformance), sehingga produk yang cacat disebut sebagai produk yang tidak sesuai persyaratan (nonconforming product). Dengan kata lain, setiap kejadian dari kurangnya kesesuaian barang terhadap spesifikasi disebut ketidaksesuaian (kecacatan dalam pengertian teknis). (Eddy Herjanto, manajemen operasi edisi ketiga, 2006).
Terdapat empat jenis peta kendali untuk atribut, salah satunya yaitu :
a. Peta p dan peta np Pengujian suatu produk sering dilakukan untuk memantau bagian yang ditolak atau proporsi produk yang cacat ( fraction defective), yaitu rasio antara produk yang cacat terhadap populasinya. Proporsi cacat bisa dinyatakan dalam decimal maupun persen. Dalam peta kendali kualitas, proporsi dinyatakn dalam persen. Prinsip statistik yang mendasari peta kendali untuk proporsi ketidaksesuaian didasarkan atas distribusi binomial.
Peta kendali yang digunakan untuk memantau proporsi ketidaksesuaian yang dihasilkan dari suatu proses ialah peta p. Jika dikehendaki pengamatan berdasarakan jumlah ketidaksesuaian atau jumlah bagian yang ditolak, maka digunakan peta np. Selain untuk pengukuran dalam bentuk proporsi, peta p juga digunakan bila ukuran subgrup tidak sama.
Peta p dan peta np tidak digunakan bersama-sama seperti layaknya peta x-R, karena keduanya menunjukan sekaligus rata-rata maupun dispersi dari proses produksi.
Prosedur umum dalam menyusun peta kendaili ketidaksesuaian sebagau berikut :
- Memilih karakteristik kualitas. Jika dikehendaki pengukuran dan proporsi ketidak sesuaian, gunakan peta p, namun jika dikehendaki pengukuran dalam bentuk jumlah ketidaksesuaian, gunakan peta np. Jika menggunakan peta p, ukuran subgrup dapat konstan atau bervariasi, namun jika menggunakan peta np, ukuran subgrup harus sama atau konstan.
- Kumpulan data.
Sampel diambil berdasarkan subgrup, dengan ukuran subgrup (n) sebaiknya lebih dari 50.
- Hitung persen ketidaksesuaian dari setiap subgrup (pi) dan masukkan ke dalam lebar data.
%100)(
)(x
nupdalamsubgrjumlahunit
npndaksesuaiajumlahketiP
i
ii = ……..………………….( 2.9 )
- Tentukan garis tengah (central line, CL), batas kendali atas (upper control limit, UCL), dan batas kendali bawah (lower control limit, LCL) dengan menggunakan rumus berikut :
Peta p :
CL = p = mn
np
m
pi ∑∑ = ……………………………………...……….( 2.10 )
UCL = pzp σ.+ ……………………...……………………………….( 2.11 )
LCL = pzp σ.− ……………………………………...……………….( 2.12 )
(Eddy Herjanto, manajemen operasi edisi ketiga, 2006)
Peta np :
CL = pn = m
pn∑ ……..…………………………………………….( 2.13 )
UCL = )1( ppnzpn −+ …………………………………………….….( 2.14 )
LCL = )1( ppnzpn −− …………………………………………….….( 2.15 )
- Buat peta p atau peta np dengan memasukkan data observasi ke dalamnya. Pada peta p (jika n bervariasi), UCL dan LCL tidak berbentuk garis lurus.
Standar adalah kesepakatan-kesepakatan yang telah didokumentasikan yang di dalamnya terdiri antara lain mengenai spesifikasi-spesifikasi teknis atau kriteria-kriteria yang akurat yang digunakan sebagai peraturan, petunjuk, atau definisi-definisi tertentu untuk menjamin suatu barang, produk, proses, atau jasa sesuai dengan yang telah dinyatakan (Hadiwiardjo, 1977).
Organisasi Standar Internasional (ISO) adalah suatu asosiasi global yang terdiri dari badan-badan standardisasi nasional yang beranggotakan tidak kurang dari 140 negara. ISO merupakan suatu organisasi di luar pemerintahan yang berdiri sejak tahun 1947 dan bermarkas di Swiss. Misi dari ISO adalah untuk mendukung pengembangan standardisasi dan kegiatan-kegiatan terkait lainnya dengan harapan untuk membantu perdagangan internasional, dan juga untuk membantu pengembangan kerjasama secara global di bidang ilmu pengetahuan, teknologi dan kegiatan ekonomi. Kegiatan pokok ISO adalah
menghasilkan kesepakatan-kesepakatan internasional yang kemudian dipublikasikan sebagai standar internasional (www.iso.org).
Banyak pihak melihat adanya suatu ketidakcocokan antara nama lengkap International Organization for Standardization dengan kependekannya ISO dimana IOS dianggap lebih tepat. Anggapan itu benar bila penetapan nama didasarkan pada kependekannya. Yang sebenarnya, istilah ISO bukan merupakan kependekan, tapi merupakan nama dari organisasi internasional tersebut. ISO berasal dari bahasa latin Greek yang mempunyai arti sama. Awalan kata iso- juga banyak dijumpai misalnya pada kata isometric, isomer, isonomy, dan sebagainya. Dari kata sama menjadi standar inilah ISO dipilih sebagai nama organisasi yang mudah untuk dipahami (Pramudya, 2001).
Pada prinsipnya ISO/TS-16949 sama dengan ISO-9001: sama sama berisi persyaratan-persyaratan untuk membangun sistem manajemen mutu. Persyaratannya-pun mengambil persyaratan ISO-9001 dengan tambahan tambahan yang disisipkan didalamnya. Perbedaanya ada pada 'bentuk', lingkup organisasi yang menjadi sasaran dan tingkat rincian persyaratan. Dalam 'bentuk', ISO-9001 adalah 'standard' sedang ISO-TS/16949 adalah 'Technical Specification'. Perbedaan bentuk ini tidak berpengaruh pada organisasi yang menerapkan tetapi berpengaruh pada proses penerbitan dan peninjauan kedua dokumen tersebut yang menjadi urusan komite terkait dalam 'International Organization for Standardization'.
Pada lingkup organisasi yang menjadi sasaran, ISO-9001 bersifat umum, semua jenis organisasi, apapun produknya, siapapun pelanggannya dapat menerapkan ISO-9001 sedang sasaran ISO/TS-16949 adalah hanya bagi organisasi yang memberikan pasokan ke industri automotive. Organisasi yang tidak memasok industri automotive tidak dapat disertifikasi ISO/TS-16949.
Pada tingkat rincian persyaratan, ISO/TS-16949 memberikan persyaratan tambahan yang spesifik yang sesuai untuk diterapkan pada organisasi yang memasok produknya ke industri automotif. Lebih dari 60% penambahan tersebut terkait dengan aktifitas perencanaan (produk dan proses produksi), pengendalian proses produksi dan peningkatan berkelanjutan. Tambahan persyaratan lainnya tersebar di hampir semua persyaratan asli ISO-9001. ( http://elqorni.wordpress.com/, april 2011)
Disamping manfaat yang sama dengan penerapan standar sistem manajemen mutu ISO-9001, penerapan persyaratan tambahan dalam ISO/TS-16949 juga memungkinkan organisasi untuk mendapatkan manfaat tambahan:
a. Menurunkan Pemborosan ISO/TS-16949 berisi tambahan persyaratan tentang penggunaan konsep lean
manufacturing yang dapat menurunkan pemborosan bukan saja yang berasal dari produk yang gagal, tetapi juga dari proses yang tidak lancar, pengaturan lay-out produksi dan tingkat stock berlebihan.
b. Menurunkan variasi produk ISO/TS-16949 berisi tambahan persyaratan tentang penerapan statistical
process control sebagai alat untuk mengendalikan variasi produk yang dihasilkan oleh sistem produksi Penerapan sistem manajemen mutu ISO/TS-16949 juga dapat membuat organisasi manufaktur mengambil manfaat yang sama dengan penerapan ISO-9001 dalam tingkat yang lebih besar. Hal ini dimungkinkan dengan adanya
persyaratan yang lebih kuat dalam perencanaan produk dan proses (FMEA, pengaturan proses perencanaan yang lebih komprehensif), penggunaan metoda 'problem solving' dalam tindakan koreksi dan panduan yang lebih jelas terkait peningkatan berkelanjutan.
Penerapan standar sistem manajemen mutu ISO/TS-16949 membutuhkan waktu yang lebih ketimbang penerapan ISO-9001 untuk jenis dan ukuran organisasi yang sama. Organisasi dapat menerapkan ISO/TS-16949 dalam waktu sekitar 9 bulan (dengan catatan bahwa pada saat sertifikasi, data kinerja mutu telah tersedia paling tidak dalam rentang 1 tahun terakhir) . Variasi waktu tergantung dari ketersediaan sumber daya dalam organisasi, komitmen pihak manajemen, praktek manajemen mutu yang sudah diterapkan dan pengaturan program. Untuk organisasi yang sudah menerapkan ISO-9001, waktu yang diperlukan untuk menerapkan ISO/TS-16949 jelas akan berkurang banyak. ( http://elqorni.wordpress.com/, april 2011)
Sama dengan ISO-9001, Keberhasilan dalam penerapan sistem manajemen mutu ISO/TS-16949 diukur dari 2 parameter dasar: Kesesuaian sistem manajemen mutu dengan persyaratan ISO-9001 (yang berarti keberhasilan memperoleh sertifikat ISO-/TS-16949) dan tingkat manfaat perbaikan yang diperoleh. Dalam ISO/TS-16949, manfaat perbaikan yang seharusnya dirasakan oleh organisasi dinyatakan secara spesifik: Penurunan tingkat kegagalan produk, penurunan variasi, penurunan pemborosan dan kemampuan untuk peningkatan berkelanjuta ISO 9000 Series sekarang merupakan salah satu sistem manajemen mutu yang formal serta diterapkan di hampir semua jenis organisasi, termasuk industri otomotif. Sejak peluncuran pertamanya pada tahun 1987, ISO 9000 Series mendominasi di semua bidang yang terkait dengan sistem manajemen mutu bahkan mengecualikan beberapa issue di bidang kualitas lainnya. Seperti contoh : birokrasi prosedur, paper work , tidak ada nilai tambah. Hal ini terjadi karena standar ISO 9000 Series menjelaskan mengenai “What”, sehingga sangat bergantung kepada penerimaan suatu organisasi mengenai pemahaman persyaratan minimum yang dapat diterapkan organisasi untuk mencapai kualitas produk atau service.
Salah satu persyaratan utama dari ISO 9000 Series adalah proses yang terkait dengan supplier, dimana persyaratannya adalah bahwa organisasi harus menyediakan produk /jasa yang sesuai dengan persyaratan tersebut. Persyaratan ISO 9000 di dalam konteks bisnis merepresentasikan spesifikasi yang telah dipersyaratkan/ditetapkan. Artinya apabila organisasi tidak menyediakan produk/service yang sesuai dengan persyaratan/spesifikasi maka sistemnya sebenarnya fail, tetapi tidak berarti standardnya salah, hal ini bisa saja disebabkan karena interprestasi yang tidak sesuai dari organisasi. Atau jika spesifikasi/persyaratanya sudah ditetapkan tetapi kualitasnya lebih rendah maka dampaknya bisa saja produk tersebut menjadi tidak cukup untuk memenuhi kepuasan pelanggan.
Dari penjelasan di atas, ada dua masalah penting yang terkait khususnya di industri otomotif :
• Kebutuhan untuk memberikan dasar yang sama kepada supplier mengenai sistem mutu dan menghilangkan interprestasi yang terlalu banyak.
• Kebutuhan untuk mengembangkan model sertifikasi yang dapat digunakan untuk memastikan integritas dari proses sertifikasi yang bersifat ” world wide”.
Dengan direvisinya ISO 9001:2000, maka IS0/TS 16949 pun di revisi untuk disesuaikandengan persyaratan ISO 9001 :2000. Beberapa persyaratan tambahan yang berarti jika dibandingkan dengan QS-9000 adalah :
a. Penetapan sasaran dan target b. Penetapan kepuasan pelanggan c. Perbaikan terus-menerus d. Analisis Data e. Memastikan kesesuaian dengan persyaratan dan peraturan perundangan f. Tinjauan manajemen dilakukan untuk memonitor sasaran mutu yang stategis dan
kinerja sistem. g. Verifikasi proses h. Penetapan dan pemeliharaan Plant, Peralatan, dan Fasilitas i. Review efektivitas dari pelatihan
Dengan mengadopsi ISO/TS 16949 ini, maka pemasok utnuk industri otomotif akan semakin sesuai penerapannya dengan ISO 9001:2000 karena sistemnya menjadi semakin generic. Beberapa keuntungan yang dapat diharapkan antara lain :
a. Meningkatkan kualitas produk dan proses ; hal ini dapat tercapai karena di dalam persyaratan baru mengcover diantaranya, mengenai : penetapan target, pengukuran dan reviewnya, pengukuran kepuasan pelanggan, keselamatan produk, ke- sesuaian dengan persyaratan dan perundangan, manajemen desain proses, penerapan teknik dan alat-alat kualitas
b. Meningkatkan keyakinan di Global Procurement ; dengan skema standard yang jelas, maka mengeliminasi perbedaan pemahaman standar, proses sertifikasi benar-benar diseleksi berdasarkan kriteria ISO/TS 16949 dengan ruang lingkup
c. Pendekatan sistem mutu yang seragam/sama untuk pengembangan subkontraktor; dengan standar ini akan mengurangi variasi proses oleh subkontraktor sehingga hasil proses dapat lebih baik.
d. Mengurangi variasi dan meningkatkan efisiensi; dengan penerapan beberapa persyaratan yang relevan akan mengurangi hal tersebut.
e. Mengurangi audit pihak kedua ; dengan diterimanya standar ini oleh banyak negara, hal ini berdampak berkurangnya audit pihak kedua.
Dengan pemberlakuan ISO/TS 16949 ini maka industri otomotif dan turunannya memiliki kesempatan yang lebih luas untuk mengembangkan sistem manajemen mutunya sehingga meningkatkan kepercayaan pelangan lebih baik lagi.
TS 16949 adalah Technical Specification nomor 16949 yang dikeluarkan oleh badan ISO sebagai sistem manajemen mutu untuk industri otomotif. TS 16949 dibuat oleh International Automotive Task Force (IATF) dan Japan Automobile Manufacture Association Inc (JAMA) dengan dukungan suatu komite dari ISO, yaitu komite ISO/TC 176.
1. IATF terdiri dari BMW, Daimler Chrysler, Fiat, Ford, GM, PSA Peugeot Citroen, Renault SA, Volkswagen, dan asosiasi-asosiasinya, seperti AIAG (Amerika), ANFIA (Italia), FIEV (Prancis), SMMT (Inggris), dan VDA (Jerman)
2. Anggota JAMA terdiri dari Toyota, Daihatsu, Mazda dan industri otomotif Jepang lainnya.
3. TS 16949 memuat semua persyaratan ISO 9001 ditambah dengan persyaratan khusus untuk industri otomotif.
4. ISO/TS 16949 menggantikan QS9000 dan quality system lainnya yang disyaratkan oleh masing-masing industri otomotif, misalnya VDA, AVSQ, Malcom Baldrige.
5. Dengan adanya penggabungan quality management system dari berbagai industri otomotif ini, suatu industri otomotif cukup menerapkan satu quality system meskipun memproduksi produk untuk berbagai customer. Misalnya suatu pabrik A mempunyai customer Ford, BMW dan VW. Semula dia harus menerapkan QS9000, AVSQ dan VDA 6.1. Sekarang cukup menerapkan ISO/TS 16949. Pengembangan sistem manajemen mutu yang memungkinkan untuk :
a. perbaikan terus menerus, b. penekanan pada pencegahan produk tidak OK dan, c. pengurangan variasi dan proses yang tidak bernilai tambah pada rantai suplai.
Keuntungan dari TS 16949 :
a. Perbaiki kualitas produk dan proses b. Dapat menerapkan teknik terbaik dari industri otomotif secara keseluruhan. c. Menambah keyakinan untuk mengembangkan sampai ke dunia internasional. d. Menyediakan pendekatan sistem mutu global untuk mengembangkan vendor dan
memastikan konsistensinya e. Mengurangi variasi dan meningkatkan efisiensi
Eight Quality Management Principles
a. TS 16949 disusun berdasarkan 8 prinsip manajemen ISO 9001:2000 atau ISO 9004:2000.
b. 8 Prinsip manajemen ini harus dijabarkan dan digunakan pada penerapan ISO/TS 16949 ke seluruh organisasi oleh top management.
Berikut adalah 8 Prinsip dari ISO TS 16949 :
a. Prinsip 1 Kepuasan Pelanggan b. Prinsip 2 Kepemimpinan c. Prinsip 3 Melibatkan Orang-orang d. Prinsip 4 Proses Pendekatan e. Prinsip 5 Pendekatan Peningkatan System Manajemen terus menerus f. Prinsip 7 Berdasarkan Fakta untuk Pengambilan Keputusan g. Prinsip 8 Saling Menguntungkan Hubungan Penyalur
Studi Pendahuluan
Identifikasi Masalah
Tujuan Penelitian
Pengumpulan Data
Hasil dan Analisa
Kesimpulan
DataTercukupi
Ya
Tidak
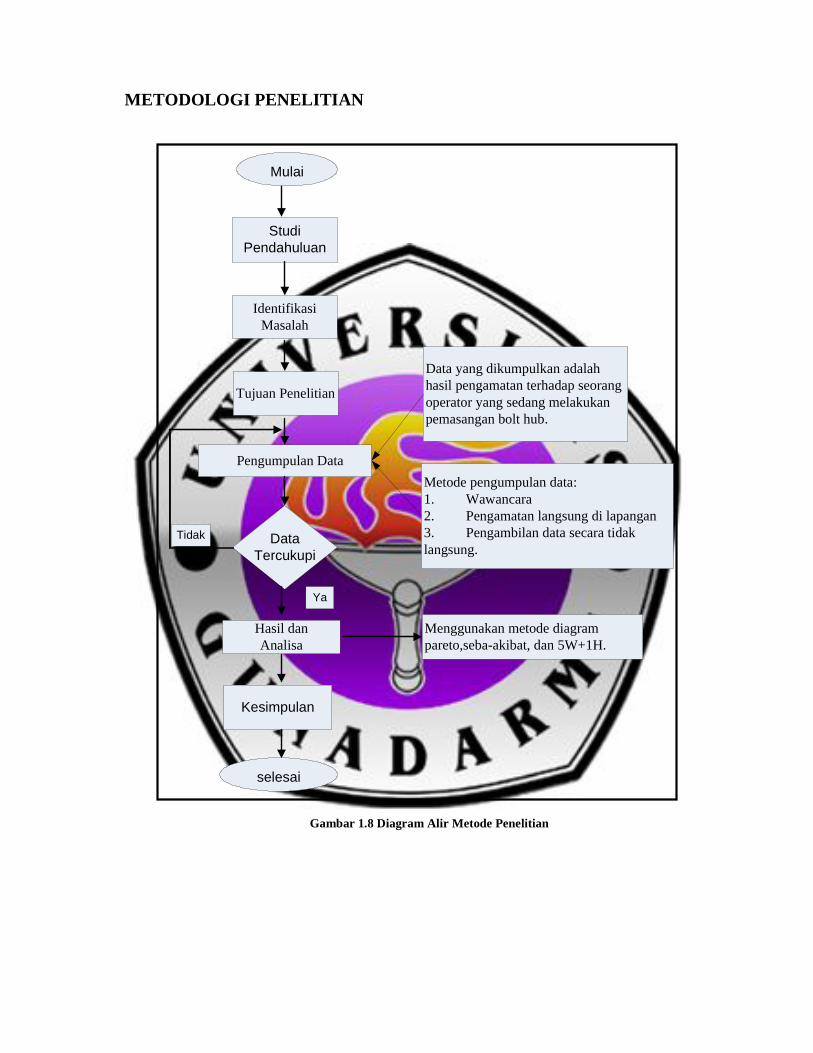
Data yang dikumpulkan adalah hasil pengamatan terhadap seorang operator yang sedang melakukan pemasangan bolt hub.
Metode pengumpulan data:1. Wawancara2. Pengamatan langsung di lapangan3. Pengambilan data secara tidak langsung.
Menggunakan metode diagram pareto,seba-akibat, dan 5W+1H.
Mulai
selesai
METODOLOGI PENELITIAN
Gambar 1.8 Diagram Alir Metode Penelitian
W a s h i n g i n
W a s h i n g o u t
S t a m p i n g d a t e
O i l S e a l I n s t a l l
D C I n s t a l l
N u t D C T i g h t e n i n g
B r e a k I n s t a l l
N u t B r e a k T i g h t e n i n g
T o r s i N u t B r e a k
O i l F i l l
U n l o a d i n g
P a i n t i n g
M u l a i
S e l e s a i
PEMBAHASAN
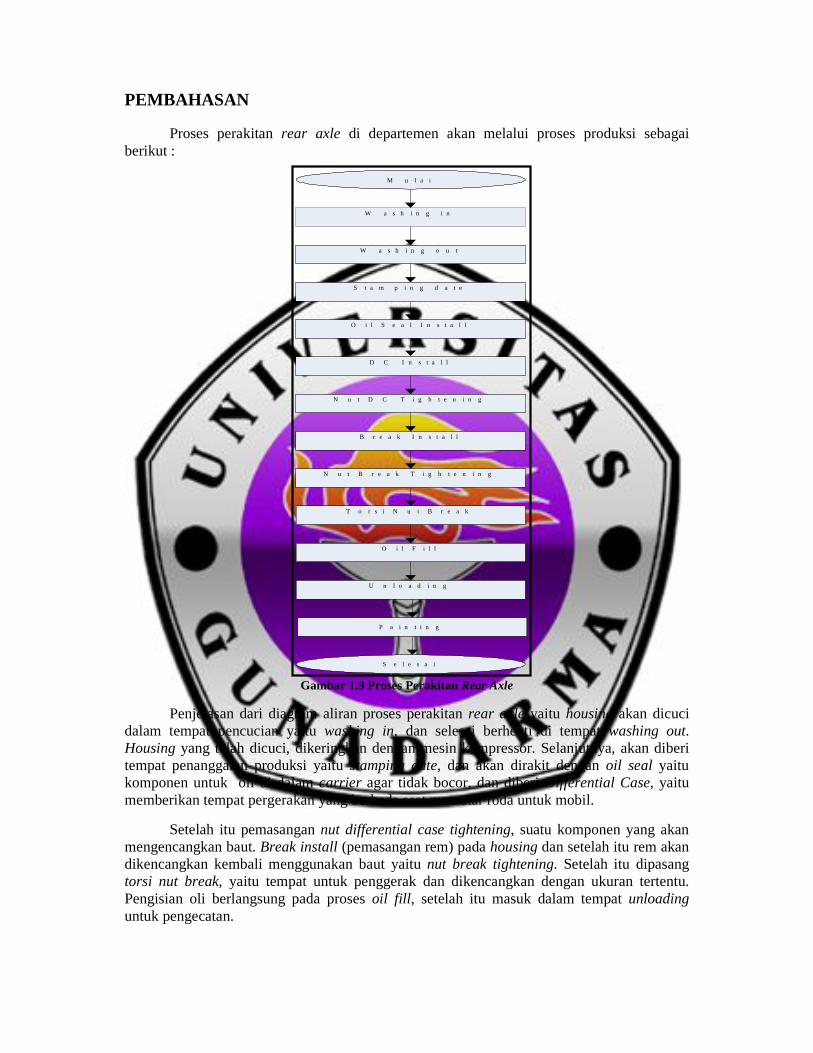
Proses perakitan rear axle di departemen akan melalui proses produksi sebagai berikut :
Gambar 1.9 Proses Perakitan Rear Axle
Penjelasan dari diagram aliran proses perakitan rear axle yaitu housing akan dicuci dalam tempat pencucian yaitu washing in, dan selesai berhenti di tempat washing out. Housing yang telah dicuci, dikeringkan dengan mesin kompressor. Selanjutnya, akan diberi tempat penanggalan produksi yaitu stamping date, dan akan dirakit dengan oil seal yaitu komponen untuk oli di dalam carrier agar tidak bocor, dan diberi Differential Case, yaitu memberikan tempat pergerakan yang berbeda saat memutar roda untuk mobil.
Setelah itu pemasangan nut differential case tightening, suatu komponen yang akan mengencangkan baut. Break install (pemasangan rem) pada housing dan setelah itu rem akan dikencangkan kembali menggunakan baut yaitu nut break tightening. Setelah itu dipasang torsi nut break, yaitu tempat untuk penggerak dan dikencangkan dengan ukuran tertentu. Pengisian oli berlangsung pada proses oil fill , setelah itu masuk dalam tempat unloading untuk pengecatan.
Pemasangan bolt hub press ke bearing mempunyai work instruction yang telah dibuat bagian produksi sesuai dengan penerapan ISO 16949 di PT.Inti Ganda Perdana. Instruksi kerja adalah sebagai berikut :
a. Melihat lampu indikator, hal yang harus diperhatikan adalah perhatikan lampu indikator yang menyala sesuai dengan tipe untuk mencegah terjadinya kesalahan dalam pengambilan part.
Gambar 4.2 Lampu Indikator
b. Mengambil poros penggerak sesuai lampu indicator, hal yang harus diperhatikan adalah memastikan poros penggerak yang diambil sesuai dengan lampu indicator untuk mencegah terjadinya ketidaksesuaian dengan housing yang akan dirakit.
Gambar 4.3 Poros Penggerak
c. Mematikan lampu indicator, hal yang harus diperhatikan adalah pada saat mematikan lampu pastikan poros penggerak telah diambil untuk mencegah kesalahan dalam proses selanjutnya.
Gambar 4.4 Lampu Indicator
d. Mengambil bolt hub (10 buah untuk IMV dan L300, 12 buah untuk TBR 54 100) kemudian dipasang sesuai dengan tipe. Hal yang harus diperhatikan adalah memastikan bolt hub yang diambil sesuai dengan tipe untuk mencegah kesalahan dalam pengambilan dengan tipe lain.
Gambar 4.5 Mesin Press
e. Memasang poros penggerak pada lower jig kemudian press bolt hub.
Gambar 4.6 Pemasangan Bolt Hub
f. Mengangkat poros penggerak ke meja station kemudian ambil 2 pieces outer bearing dan pasang pada poros penggerak RH dan LH. Hal yang harus diperhatikan yaitu memastikan outer bearing dengan tipe dan dipasang dengan benar untuk mencegah kecacatan saat dirakit.
g. Ambil 2 pieces bearing dan pasang pada axle. Hal yang harus diperhatikan adalah memastikan bearing sesuai dengan tipe untuk mencegah terjadinya kecacatan saat dirakit pada housing.
h. Memasang IRB pada kedua poros penggerak khususnya model CJM dan CJ. L300. TBR (yang tidak dioven).
Pengambilan data dilakukan di bagian line perakitan rear axle pada pabrik XYZ 3, data kecacatan yang diambil adalah sebagai berikut dalam bulan Januari 2011. Data-data tersebut akan diolah menggunakan metode diagram pareto, diagram ishikawa (tulang ikan) dan memberikan usulan perbaikan pada pengerjaan axle shaft di line A. Usulan perbaikan tersebut menggunakan metode 5W+1H.
Pengambilan data kecacatan poros penggerak saat dipasang bolt hub, dilakukan selama 30 hari di PT. XYZ di pabrik 3 bagian perakitan rear axle, yaitu sebagai berikut :
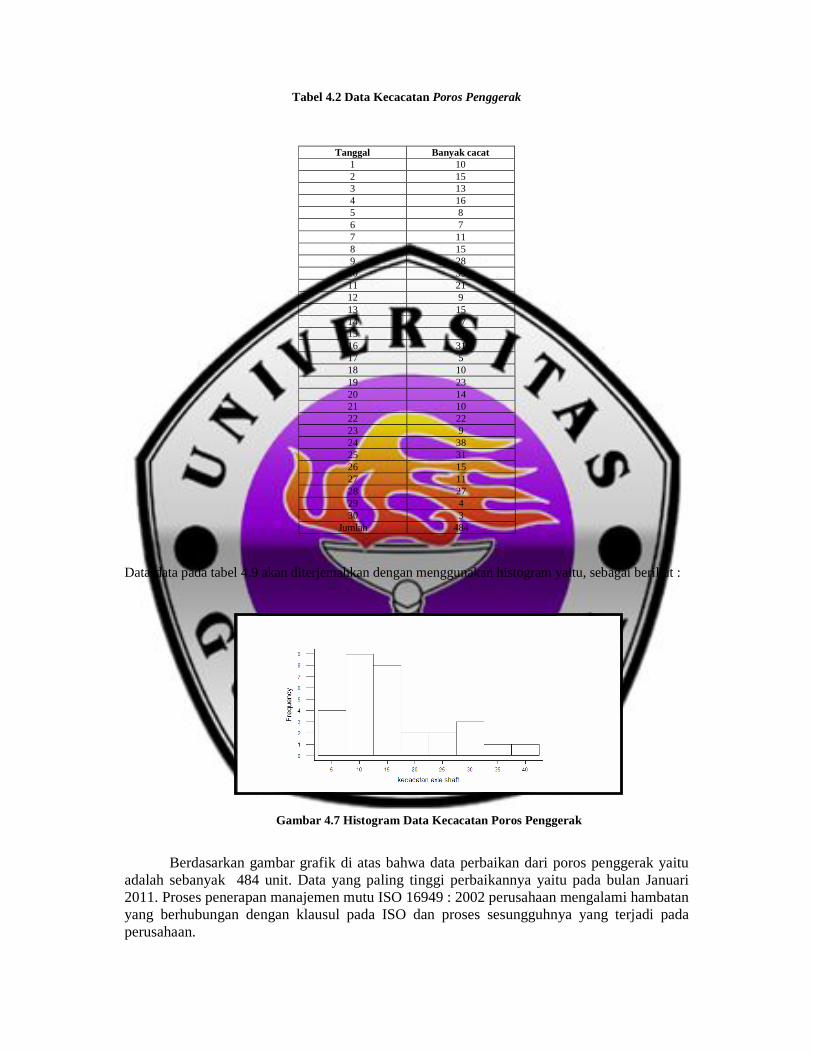
Tabel 4.2 Data Kecacatan Poros Penggerak
Data-data pada tabel 4.9 akan diterjemahkan dengan menggunakan histogram yaitu, sebagai berikut :
Gambar 4.7 Histogram Data Kecacatan Poros Penggerak
Berdasarkan gambar grafik di atas bahwa data perbaikan dari poros penggerak yaitu adalah sebanyak 484 unit. Data yang paling tinggi perbaikannya yaitu pada bulan Januari 2011. Proses penerapan manajemen mutu ISO 16949 : 2002 perusahaan mengalami hambatan yang berhubungan dengan klausul pada ISO dan proses sesungguhnya yang terjadi pada perusahaan.
Tanggal Banyak cacat 1 10 2 15 3 13 4 16 5 8 6 7 7 11 8 15 9 28 10 35 11 21 12 9 13 15 14 17 15 11 16 31 17 5 18 10 19 23 20 14 21 10 22 22 23 9 24 38 25 31 26 15 27 11 28 27 29 4 30 3
Jumlah 484
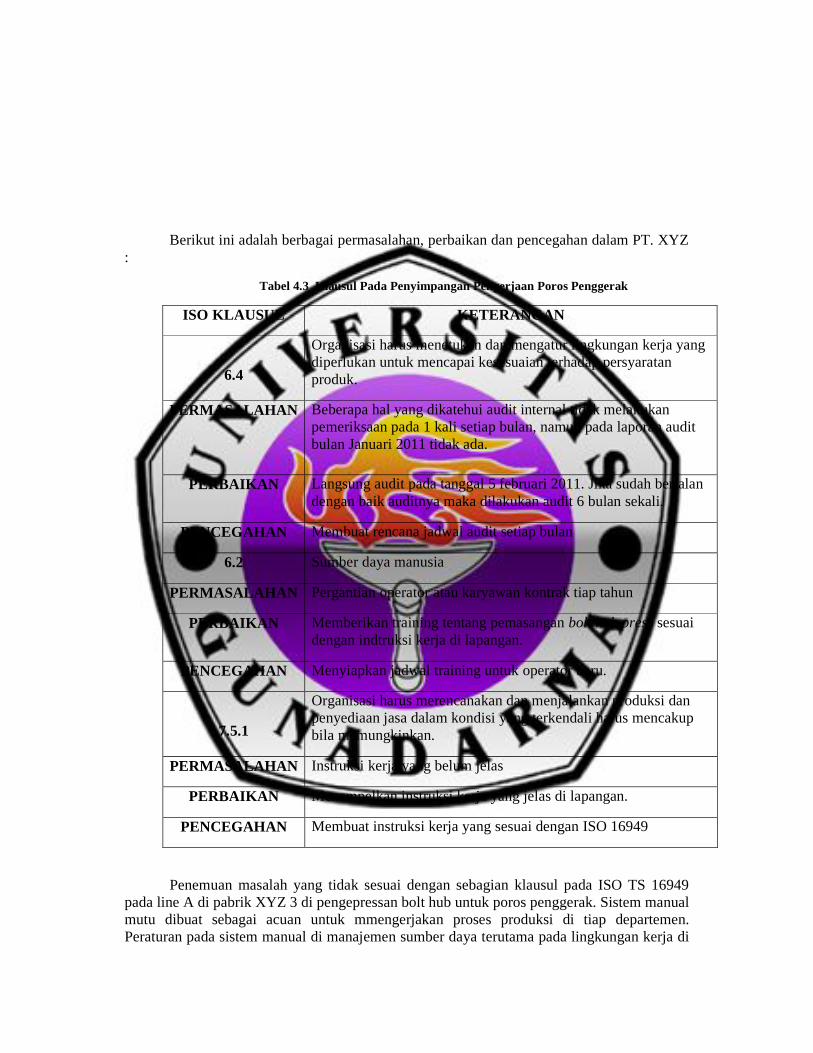
Berikut ini adalah berbagai permasalahan, perbaikan dan pencegahan dalam PT. XYZ :
Tabel 4.3 Klausul Pada Penyimpangan Pengerjaan Poros Penggerak
ISO KLAUSUL KETERANGAN
6.4
Organisasi harus menetukan dan mengatur lingkungan kerja yang diperlukan untuk mencapai kesesuaian terhadap persyaratan produk.
PERMASALAHAN Beberapa hal yang dikatehui audit internal tidak melakukan pemeriksaan pada 1 kali setiap bulan, namun pada laporan audit bulan Januari 2011 tidak ada.
PERBAIKAN Langsung audit pada tanggal 5 februari 2011. Jika sudah berjalan dengan baik auditnya maka dilakukan audit 6 bulan sekali.
PENCEGAHAN Membuat rencana jadwal audit setiap bulan
6.2 Sumber daya manusia
PERMASALAHAN Pergantian operator atau karyawan kontrak tiap tahun
PERBAIKAN Memberikan training tentang pemasangan bolt hub press sesuai dengan indtruksi kerja di lapangan.
PENCEGAHAN Menyiapkan jadwal training untuk operator baru.
7.5.1
Organisasi harus merencanakan dan menjalankan produksi dan penyediaan jasa dalam kondisi yang terkendali harus mencakup bila memungkinkan.
PERMASALAHAN Instruksi kerja yang belum jelas
PERBAIKAN Menempelkan instruksi kerja yang jelas di lapangan.
PENCEGAHAN Membuat instruksi kerja yang sesuai dengan ISO 16949
Penemuan masalah yang tidak sesuai dengan sebagian klausul pada ISO TS 16949 pada line A di pabrik XYZ 3 di pengepressan bolt hub untuk poros penggerak. Sistem manual mutu dibuat sebagai acuan untuk mmengerjakan proses produksi di tiap departemen. Peraturan pada sistem manual di manajemen sumber daya terutama pada lingkungan kerja di
lingkungan pabrik harus cukup mendukung proses produksi serta menemukan permasalahan dengan inspeksi yang dilakukan oleh tim internal audit. Audit internal PT. XYZ melakukan audit selama 3 bulan sekali. Penemuan masalah perakitan yang menyimpang belum diketahui oleh tim audit internal, setelah ada masalah yang terjadi tim audit langsung mengadakan audit selama sebulan sekali untuk perbaikan dan pencegahan.
Sumber daya manusia seperti operator yang diganti setiap setahun sekali, pada system manual mutu di perusahaan bahwa harus melakukan fungsi sebagai tim rekrut untuk menemukan karyawan yang berpotensi dan terampil sesuai dengan kemampuan yang diinginkan perusahaan. Operator yang baru belum terlalu terampil sehingga perusahaan wajib memberikan pelatihan secara berkala untuk perbaikan serta pencegahan pada kecacatan produk.
Proses produksi yang berlangsung tidak terlepas dari instrusksi kerja yang tertera di lapangan. Perusahaan wajib membuat instruksi kerja sesuai standar untuk mencegah kecacatan serta mengurangi waktu dan biaya untuk perbaikan barang yang telah cacat. Instruksi kerja secara kontinyu diadakan pembaharuan setiap ada pembaharuan metode agar operator jelas dalam pengerjaannya.
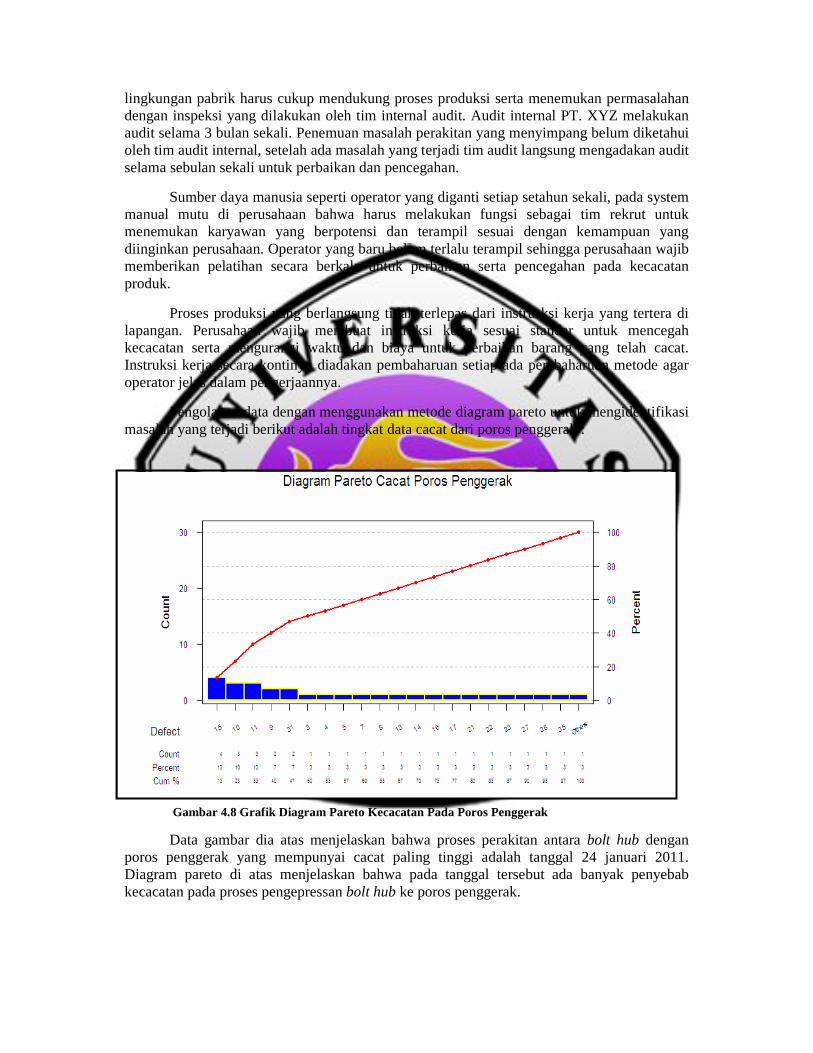
Pengolahan data dengan menggunakan metode diagram pareto untuk mengidentifikasi masalah yang terjadi berikut adalah tingkat data cacat dari poros penggerak :
Gambar 4.8 Grafik Diagram Pareto Kecacatan Pada Poros Penggerak
Data gambar dia atas menjelaskan bahwa proses perakitan antara bolt hub dengan poros penggerak yang mempunyai cacat paling tinggi adalah tanggal 24 januari 2011. Diagram pareto di atas menjelaskan bahwa pada tanggal tersebut ada banyak penyebab kecacatan pada proses pengepressan bolt hub ke poros penggerak.
Kecacatan pada pemasangan bolt hub ke poros penggerak
Kurang terampil
Kurang disiplin
MANUSIA
Kondisi tempat
Terburu-buru
Kurang pengawasan
Karyawan baru
Kurang pelatihan
Mesin press
Suhu panas mesin todak tetap
Tombol rusak
MESIN
Posisi pemasangan salahMeletakkan bolt hub miring
METODE
LINGKUNGAN
Tidak cocok
Lolos dari pengecekan
MATERIAL
Kotor dan belum rapi
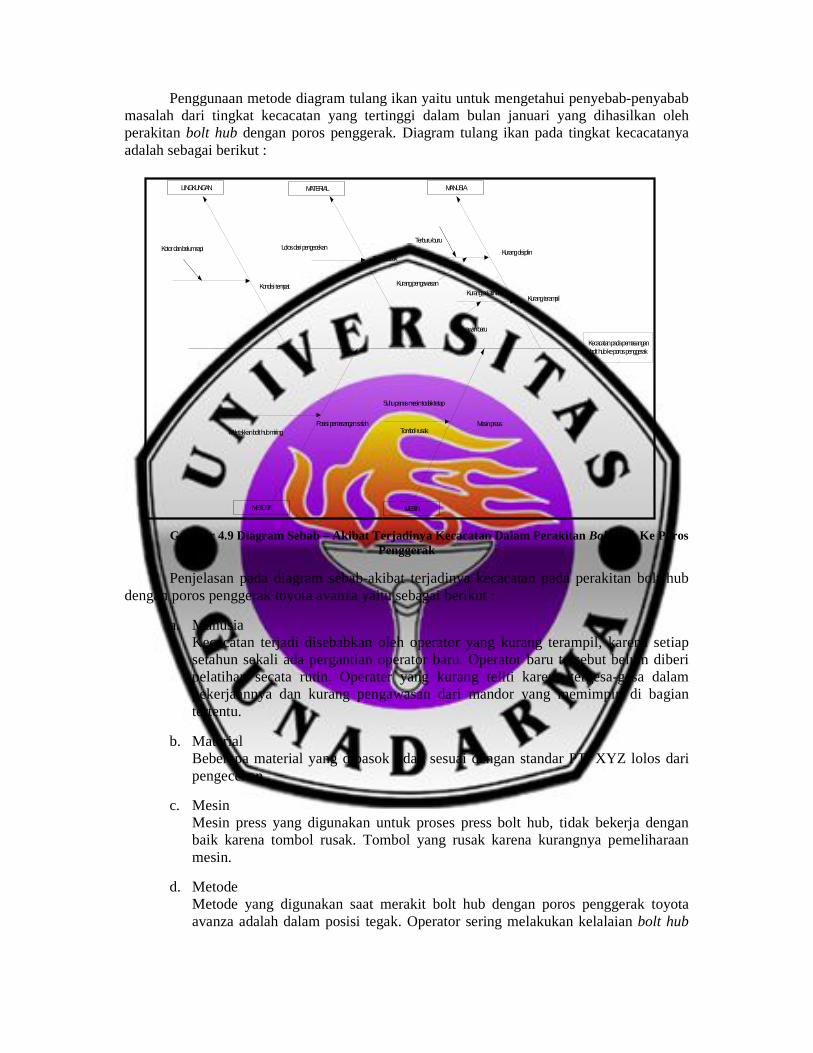
Penggunaan metode diagram tulang ikan yaitu untuk mengetahui penyebab-penyabab masalah dari tingkat kecacatan yang tertinggi dalam bulan januari yang dihasilkan oleh perakitan bolt hub dengan poros penggerak. Diagram tulang ikan pada tingkat kecacatanya adalah sebagai berikut :
Gambar 4.9 Diagram Sebab – Akibat Terjadinya Kecacatan Dalam Perakitan Bolt Hub Ke Poros Penggerak
Penjelasan pada diagram sebab-akibat terjadinya kecacatan pada perakitan bolt hub dengan poros penggerak toyota avanza yaitu sebagai berikut :
a. Manusia Kecacatan terjadi disebabkan oleh operator yang kurang terampil, karena setiap setahun sekali ada pergantian operator baru. Operator baru tersebut belum diberi pelatihan secata rutin. Operater yang kurang teliti karena tergesa-gesa dalam pekerjaannya dan kurang pengawasan dari mandor yang memimpin di bagian tertentu.
b. Material Beberapa material yang dipasok tidak sesuai dengan standar PT. XYZ lolos dari pengecekan.
c. Mesin Mesin press yang digunakan untuk proses press bolt hub, tidak bekerja dengan baik karena tombol rusak. Tombol yang rusak karena kurangnya pemeliharaan mesin.
d. Metode Metode yang digunakan saat merakit bolt hub dengan poros penggerak toyota avanza adalah dalam posisi tegak. Operator sering melakukan kelalaian bolt hub
diletakkan dalam posisi miring sehingga tidak masuk dalam lubang poros penggerak dan hanya masuk setengah.
e. Lingkungan Lingkungan yang kotor dan kurang rapi membuat pekerjaan terhambat dikarenakan belum memiliki penempatan untuk material bolt hub yang cacat.
Penyebab masalah telah diketahui dengan kemudian dibuat rencana usulan perbaikan dengan menggunakan metode 5W + 1H, Why ( mengapa masalah tersebut perlu perbaikan), What ( apa rencana perbaikan yang diusulkan), Where ( menunjukkan dimana lokasi yang tepat untuk melaksanakan perbaikan ), When ( menunjukkan alokasi waktu yang diperkirakan dapat menghasilkan perbaikan tersebut), dan How ( bagaimana metode atau cara untuk memperbaiki faktor penyebab utama tersebut ).
Permasalahan yang terjadi akan dianalisis menggunakan metode 5W + 1H, usulan yang diajukan untuk perbaikan terus-menerus. Perbaikannya untuk semua aspek adalah sebagai berikut :
a. Proses perakitan bolt hub perlu perbaikan pada sumber daya manusia, karena terjadi pergantian setiap satu tahun sekali. Perbaikannya adalah menambah jadwal pelatihan tentang perakitan. Pengawasan dari mandor dan operator tetap atau senior dapat meningkatkan kinerja dari operator baru tersebut.
b. Metode yang digunakan harus diperbaiki kembali, sebaiknya diberikan instruksi tentang metode dalam pengerjaan bolt hub yang dirakit pada poros penggerak.
c. Pada mesin perlu dilakukan pengecekan berkala dalam waktu seminggu sekali. Mesin yang sudah tua atau berumur akan dipertimbangkan untuk diganti.
d. Penempatan part yang cacat masih belum jelas. Material seperti bolt hub yang cacat tidak terletak sengan rapi. Lingkungan yang masih kurang rapi membuat para pekerja tidak nyaman, serta tingkat kebisingan dan panas yang dirasakan oleh pekerja.
e. Faktor material yang tidak sesuai dengan standar perusahaan, lolos dari pengecekan operator. Ketelitian operator untuk mengecek barang sangat dibutuhkan.
KESIMPULAN DAN SARAN Kesimpulan yang didapatkan dari analisa pengolahan data sebelumnya adalah sebagai
berikut : 1. Hasil analisa diketahui bahwa kecacatan yang sering terjadi dalam jumlah belasan, namun pada tingkat kecacatan yang paling tinggi ada beberapa faktor, penerapan ISO 16949 ini lebih fokus terhadap proses produksi otomotif. Pada perakitan bolt hub tersebut, mempunyai standar dalam pengerjaan sesuai dengan ISO 16949, instruksi pekerjaan masih belum diperbaharui. ISO 16949 telah diterapkan sejak tahun 2009, namun proses aktual di lapangan belum sesuai dengan ISO 16949. Tindakan perbaikan dan pencegahan yang ada dibuat untuk menurunkan tingkat kecacatan yang terjadi, sehinga proses perakitan akan lebih cepat dan menghasilkan produk sesuai dengan target yang direncanakan. Perbaikan terus menerus dilakukan dengan cara memantau sumber daya manusia, material, mesin, metode dan lingkungan. 2. Tingkat kecacatan yang terjadi sebagian besar terjadi karena faktor manusia, perusahaan jarang memberi motivasi bagi karyawan yang baik dalam pekerjaannya. Setiap tahun diganti operator baru, dan mengadakan pelatihan kembali. Metode yang digunakan

belum diperbaharui instruksi kerja, serta operator belum paham dalam memasukan data ke computer. Mesin-mesin yang belum dirawat sehingga tombol untuk menjalankan mesin rusak saat perakitan berlangsung. Pemberian tempat yang rapi serta lingkungan panas dan bising dirasakan oleh pekerja. Material yang dipasok dari Perusahaan pemasok belum ada instruksi kerja yang dibuat untuk pengecekan barang yang dipasok.
Saran Saran yang dapat diajukan untuk perakitan bolt hub pada poros penggerak adalah sebagai berikut :
1. Operator yang diganti setiap tahun oleh perusahaan sebaiknya diadakan pergantian 2 tahun sekali karena akan megeluarkan biaya pelatihan yang sangat besar.
2. Membuat wadah untuk part-part kecil yang cacat seperti bolt hub agar rapi dan lebih baik.
3. Membuat instruksi kerja untuk memasukan data ke dalam computer agar operator lebih mengerti.
4. Mandor sebaiknya mengawasi lebih teliti kembali. 5. Beberapa operator yang lalai diberikan sanksi ringan jika sedang bekerja bermain
dengan telepon genggamnya.
Related Documents











