5 BAB II TINJUAN PUSTAKA 2.1. Dasar Teori Secara sederhana dapat diartikan bahwa pengelasan merupakan proses penyambungan dua buah logam sampai titik rekristalisasi logam baik menggunakan bahan tambah maupun tidak dan menggunakan energi panas sebagai pencair bahan yang dilas. Sedangkan pengertian pengelasan menurut Widharto (2003) adalah salah satu cara untuk menyambung benda padat dengan jalan mencairkannya melalui pemanasan. Berdasarkan definisi dari Deutche Industrie Normen (DIN) las adalah ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam keadaan lumer atau cair. Wiryosumarto dan Okumura (2004) menyebutkan bahwa pengelasan adalah penyambungan setempat dari beberapa batang logam dengan menggunakan energi panas. Penyambungan dua buah logam menjadi satu dilakukan dengan jalan pemanasan atau pelumeran, dimana kedua ujung logam yang akan disambung di buat lumer atau dilelehkan dengan busur nyala atau panas yang didapat dari busur nyala listrik (gas pembakar) sehingga kedua ujung atau bidang logam merupakan bidang masa yang kuat dan tidak mudah dipisahkan (Arifin,1997). Saat ini terdapat sekitar 40 jenis pengelasan. Dari seluruh jenis pengelasan tersebut hanya dua jenis yang paling populer di Indonesia yaitu pengelasan dengan menggunakan busur nyala listrik (Shielded metal arc welding/ SMAW) dan las karbit (Oxy acetylene welding/OAW). Pengelasan dapat dilakukan dengan berbagai cara sebagai berikut: a. Pemanasan tanpa tekanan b. Pemanasan dengan tekanan c. Tekanan tanpa memberikan panas dari luar (panas diperoleh dari dalam material itu sendiri). d. Tanpa logam pengisi dan dengan logam pengisi

Welcome message from author
This document is posted to help you gain knowledge. Please leave a comment to let me know what you think about it! Share it to your friends and learn new things together.
Transcript

5
BAB II
TINJUAN PUSTAKA
2.1. Dasar Teori
Secara sederhana dapat diartikan bahwa pengelasan merupakan proses
penyambungan dua buah logam sampai titik rekristalisasi logam baik
menggunakan bahan tambah maupun tidak dan menggunakan energi panas
sebagai pencair bahan yang dilas. Sedangkan pengertian pengelasan menurut
Widharto (2003) adalah salah satu cara untuk menyambung benda padat dengan
jalan mencairkannya melalui pemanasan.
Berdasarkan definisi dari Deutche Industrie Normen (DIN) las adalah
ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan
dalam keadaan lumer atau cair. Wiryosumarto dan Okumura (2004) menyebutkan
bahwa pengelasan adalah penyambungan setempat dari beberapa batang logam
dengan menggunakan energi panas.
Penyambungan dua buah logam menjadi satu dilakukan dengan jalan
pemanasan atau pelumeran, dimana kedua ujung logam yang akan disambung di
buat lumer atau dilelehkan dengan busur nyala atau panas yang didapat dari busur
nyala listrik (gas pembakar) sehingga kedua ujung atau bidang logam merupakan
bidang masa yang kuat dan tidak mudah dipisahkan (Arifin,1997).
Saat ini terdapat sekitar 40 jenis pengelasan. Dari seluruh jenis
pengelasan tersebut hanya dua jenis yang paling populer di Indonesia yaitu
pengelasan dengan menggunakan busur nyala listrik (Shielded metal arc welding/
SMAW) dan las karbit (Oxy acetylene welding/OAW). Pengelasan dapat dilakukan
dengan berbagai cara sebagai berikut:
a. Pemanasan tanpa tekanan
b. Pemanasan dengan tekanan
c. Tekanan tanpa memberikan panas dari luar (panas diperoleh dari dalam
material itu sendiri).
d. Tanpa logam pengisi dan dengan logam pengisi

6
Pengelasan pada umumnya dilakukan dalam penyambungan logam,
tetapi juga sering digunakan untuk menyambung plastik tetapi pembahasan ini
akan difokuskan pada penyambungan logam. Pengelasan merupakan proses yang
penting baik ditinjau secara komersial maupun teknologi, karena :
a. Pengelasan merupakan penyambungan yang permanen.
b. Sambungan las dapat lebih kuat dari pada logam induknya, bila digunakan
logam pengisi yang memiliki kekuatan lebih besar dari pada logam
induknya.
c. Pengelasan merupakan cara yang paling ekonomis dilihat dari segi
penggunaan material dan biaya fabrikasi.
d. Metode perakitan mekanik yang lain memerlukan pekerjaan tambahan
(penggurdian lubang) dan pengencang sambungan (rivet dan baut)
e. Pengelasan dapat dilakukan dalam pabrik atau dilapangan.
Walupun demikian pengelasan juga memiliki keterbatasan dan kekurangan :
a. Kebanyakan operasi pengelasan dilakukan secara manual dengan upah
tenaga kerja yang mahal.
b. Kebanyakan proses pengelasan berbahaya karena menggunakan energi
yang besar.
c. Pengelasan merupakan sambungan permanen sehingga rakitannya tidak
dapat dilepas. Jadi metode pengelasan tidak cocok digunakan untuk
produk yang memerlukan pelepasan rakitan (misalnya untuk perbaikan
atau perawatan).
d. Sambungan las dapat menimbulkan bahaya akibat adanya cacat yang sulit
dideteksi. Cacat ini dapat mengurangi kekuatan sambungannya.
2.2. Pengelasan
Pengelasan yang paling popular di Indonesia yaitu pengelasan dengan
busur nyala listrik (SMAW), dibeberapa Industri yang mempergunakan teknologi
canggih, telah menggunakan jenis las TIG, MIG dan las tahan listrik (ERW). serta
las busur terendam (SMAW).

7
Jenis-jenis pengelasan yang umumnya dilakukan adalah:
2.2.1 Proses pengelasan busur logam terbungkus
Pengelasan ini menggunakan batang elektrode yang dibungkus
dengan fluks atau disebut dengan shielded metal arc welding (SMAW)
seperti ditunjukan dalam Gambar 2.1. Untuk panjang batang elektrode
biasanya sekitar 230 sampai 460 mm dan diameter 2,5 sampai 9,5 mm.
Logam pengisi yang digunakan sebagai batang elektrode harus sesuai
dengan logam yang akan dilas, komposisinya biasanya sangat dekat
dengan komposisi yang dimiliki logam dasar.
Lapisan pembungkus terdiri dari serbuk selulosa yang dicampur
dengan oksida, karbonat, dan unsur-unsur yang lain kemudian disatukan
dengan pengikat silikat. Serbuk logam kadang-kadang juga digunakan
sebagai bahan campuran untuk menambah logam pengisi dan menambah
unsur-unsur paduan (alloy).
Gambar 2.1 Proses pengelasan busur logam terbungkus (Aljufri, 2008)
Selama proses pengelasan bahan fluks yang digunakan untuk
membungkus elektrode, akibat panas busur listrik, mencair membentuk
terak yang kemudian menutupi logam cair yang menggenang di tempat
sambungan dan bekerja sebagai penghalang oksidasi.
Pemindahan logam elektrode terjadi pada saat ujung elektrode
mencair membentuk butir-butir yang terbawa oleh arus busur listrik yang
terjadi. Arus listrik yang digunakan sekitar 30 sampai 300 A pada
tegangan 15 sampai 45 V. Pemilihan daya yang digunakan tergantung

8
pada logam yang akan dilas, jenis dan panjang kawat elektroda, serta
dalam penetrasi las-an yang diinginkan.
2.2.2. Proses pengelasan busur terendam (submerged arc welding/SAW)
Ini adalah salah satu pengelasan dimana logam cair ditutup dengan
fluks yang diatur melalui suatu penampang fluks dan elektroda yang
merupakan kawat pejal diumpankan secara terus menerus, dalam
pengelasan ini busur listriknya terendam dalam fluks dapat dilihat pada
Gambar 2.2. Prinsip las busur terendam ini material yang dilas adalah
baja karbon rendah, dengan kadar karbon tidak lebih dari 0, 05 %.
Baja karbon menengah dan baja konstruksi paduan rendah dapat
juga dilas dengan proses SAW, namun harus dengan perlakuan panas
khusus dan elektroda khusus.
Gambar 2.2. Proses pengelasan busur terendam (Widharto, 2003)
2.2.3. Proses pengelasan busur logam gas (Gas metal arc welding)
Pengelasan ini merupakan proses pengelasan busur yang
menggunakan elektrode terumpan dalam bentuk kawat (Gambar 2.3).
Busur api listrik sebagai sumber panas untuk peleburan logam,
perlindungan terhadap logam cair menggunakan gas mulia (inert gas) atau
CO2. Proses Gas metal arc welding (GMAW) dimodifikasikan juga
dengan proses menggunakan fluks yaitu dengan penambahan fluks yang
magnetig (magnetizen - fluks) atau fluks yang diberikan sebagai inti (fluks
cored wire).

9
Pengelasan busur logam gas banyak digunakan dalam pabrik untuk
mengelas berbagai jenis logam ferrous dan nonferrous. Keuntungan
pengelasan busur logam gas dibandingkan pengelasan manual adalah :
− Waktu busur lebih besar
− Pengelasan biasanya dilakukan secara automatis.
− Sampah sisa logam pengisi jauh lebih sedikit.
− Terak yang ditimbulkan lebih sedikit karena tidak memakai fluks.
− Laju pengelasan lebih tinggi.
− Kualitas daerah las-an sangat baik.
Gambar.2.3 Proses pengelasan busur logam gas (Aljufri, 2008)
2.2.4. Proses pengelasan busur berinti fluks (Flux-cored arc
welding/FCAW)
Pengelasan dengan memakai busur nyala api yang menghasilkan
elektroda tetap yang terbuat dari tungsten (wolfram), sedangkan bahan
penambah terbuat dari bahan yang sama atau sejenis dengan bahan yang
dilas dan terpisah dari torch, untuk mencegah oksidasi dipakai gas
pelindung yang keluar dari torch biasanya berupa gas argon 99 %.
Pada proses pengelasan ini peleburan logam terjadi karena panas
yang dihasilkan oleh busur listrik antara elektroda dan logam induk. Proses
pengelasan busur tungsten gas dapat dilihat pada Gambar 2.4

10
Gambar 2.4 Proses Pengelasan Busur Tungsten Gas (Wiryosumarto, 2000)
Terdapat dua jenis pengelasan busur inti-fluks, yaitu :
− Pelindung sendiri (self shielded), dan
− Pelindung gas (gas shielded).
Pengelasan busur inti-fluks dengan pelindung sendiri di dalam inti
kawat terdapat fluks dan unsur lain, yang dapat menghasilkan gas untuk
melindungi busur dari pengaruh atmosfir. Pengelasan busur inti fluks
dengan pelindung gas, di dalam inti kawat tidak ditambahkan unsur
penghasil gas. Gas pelindung ditambahkan secara terpisah, sama seperti
pada pengelasan busur logam gas. Keuntungan pengelasan inti fluks antara
lain :
− Elektrode dapat diumpankan secara kontinue
− Kualitas las-an sangat baik, sambungan las-an halus dan seragam.
2.2.5. Proses pengelasan busur tungsten gas (Gas Tungsten Arc Welding)
Pengelasan dengan memakai busur nyala api yang menghasilkan
elektroda tetap yang terbuat dari tungsten (wolfram) sering disebut dengan
Gas Tungsten Arc Welding (GTAW), sedangkan bahan penambah terbuat
dari bahan yang sama atau sejenis dengan bahan yang dilas dan terpisah dari
torch, untuk mencegah oksidasi dipakai gas pelindung yang keluar dari
torch biasanya berupa gas argon 99%. Pada proses pengelasan ini peleburan

11
logam terjadi karena panas yang dihasilkan oleh busur listrik antara
elektroda dan logam induk. Proses pengelasan busur tungsten gas dapat
dilihat pada Gambar 2.5.
Gambar 2.5 Proses pengelasan busur tungsten gas (Wiryosumarto, 2000)
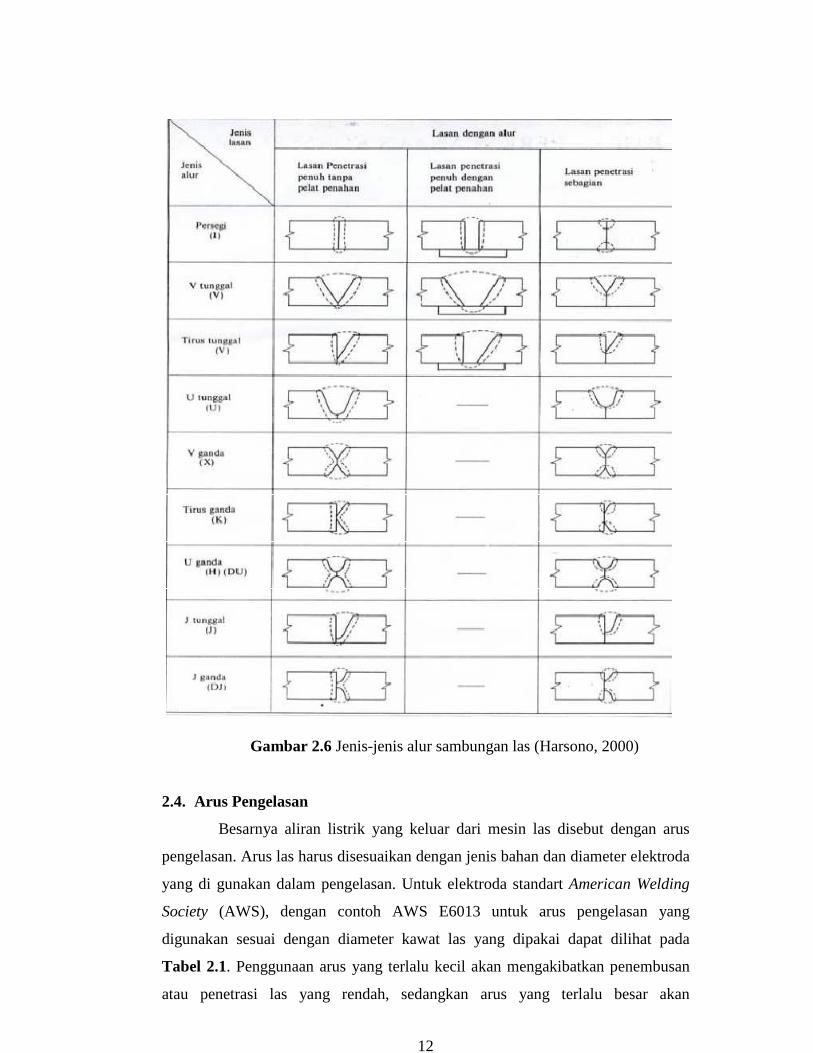
2.3. Desain Sambungan Las
Desain sambungan las dan bentuk sambungan (welding joint), serta bentuk
dan ukuran alur las dalam konstruksi untuk merancang sambungan las adalah:
a. Persyaratan umum atau spesifikasi mutu (kekuatan) yang di inginkan.
b. Bentuk dan ukuran konstruksi las
c. Tegangan timbul akibat pengelasan (residual stress), maupun tegangan
yang diperhitungkan akan timbul akibat pemakaian (pembebanan)
d. Jenis proses las yang boleh dipakai
Beberapa Standar telah mengatur jenis – jenis sambungan, ada Sembilan
jenis alur sambungan (kampuh) las yang utama seperti pada Gambar 2.6
12
Gambar 2.6 Jenis-jenis alur sambungan las (Harsono, 2000)
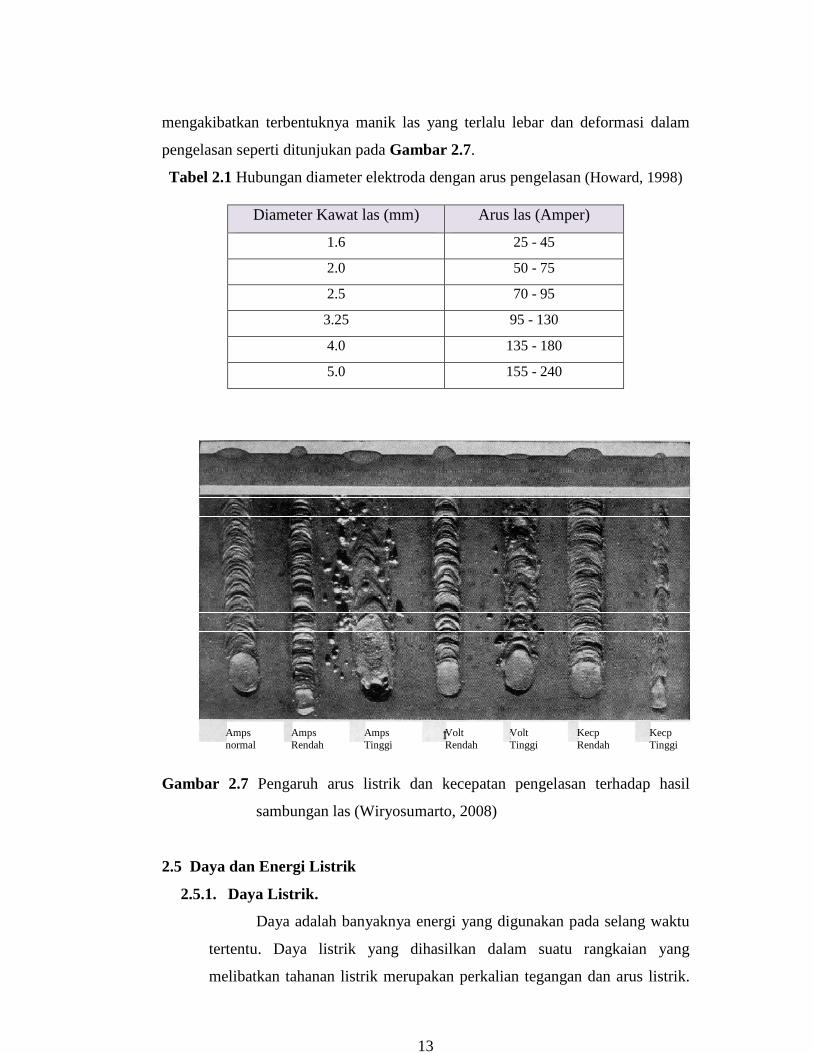
2.4. Arus Pengelasan
Besarnya aliran listrik yang keluar dari mesin las disebut dengan arus
pengelasan. Arus las harus disesuaikan dengan jenis bahan dan diameter elektroda
yang di gunakan dalam pengelasan. Untuk elektroda standart American Welding
Society (AWS), dengan contoh AWS E6013 untuk arus pengelasan yang
digunakan sesuai dengan diameter kawat las yang dipakai dapat dilihat pada
Tabel 2.1. Penggunaan arus yang terlalu kecil akan mengakibatkan penembusan
atau penetrasi las yang rendah, sedangkan arus yang terlalu besar akan
13
mengakibatkan terbentuknya manik las yang terlalu lebar dan deformasi dalam
pengelasan seperti ditunjukan pada Gambar 2.7.
Tabel 2.1 Hubungan diameter elektroda dengan arus pengelasan (Howard, 1998)
Diameter Kawat las (mm) Arus las (Amper)
1.6 25 - 45
2.0 50 - 75
2.5 70 - 95
3.25 95 - 130
4.0 135 - 180
5.0 155 - 240
Gambar 2.7 Pengaruh arus listrik dan kecepatan pengelasan terhadap hasil
sambungan las (Wiryosumarto, 2008)
2.5 Daya dan Energi Listrik
2.5.1. Daya Listrik.
Daya adalah banyaknya energi yang digunakan pada selang waktu
tertentu. Daya listrik yang dihasilkan dalam suatu rangkaian yang
melibatkan tahanan listrik merupakan perkalian tegangan dan arus listrik.
Amps normal
Amps Rendah
Amps Tinggi
Volt Rendah
Volt Tinggi
Kecp Tinggi
Kecp Rendah

14
(Gatot, 1999). Untuk mencari daya (P) dapat dihitung dengan persamaan
berikut :
t
WP = (2.1)
Dimana :
W = Besarnya energi (Joule)
t = Jumlah satuan waktu detik (s)
P = Besarnya daya listrik watt (w)
Daya juga bisa dihitung dengan persamaan lain yaitu dengan
diketahui tegangan dan arus, dengan persamaan dibawah ini.
P = V x I (2.2)
Dimana :
V = Besarnya tegangan (Volt)
I = Besarnya arus listrik (Amper)
P = Besarnya daya listrik (Watt)
2.5.2. Energi Listrik
Proses pengelasan menggunakan energi listrik yang diubah menjadi
energi panas untuk melelehkan atau mencairkan logam (Gatot, 1999).
Apabila penggunaan energi ini selama selang waktu t detik, maka energi
dapat dihitung dengan persamaan berikut :
txIxVW ab= (2.3)
txRxIW 2= (2.4)
Dimana :
Vab = Perbedaan potensial (Volt)
I = Besarnya arus (Amper)
t = Satuan waktu (detik)
W = Besarnya energi (Joule)
15
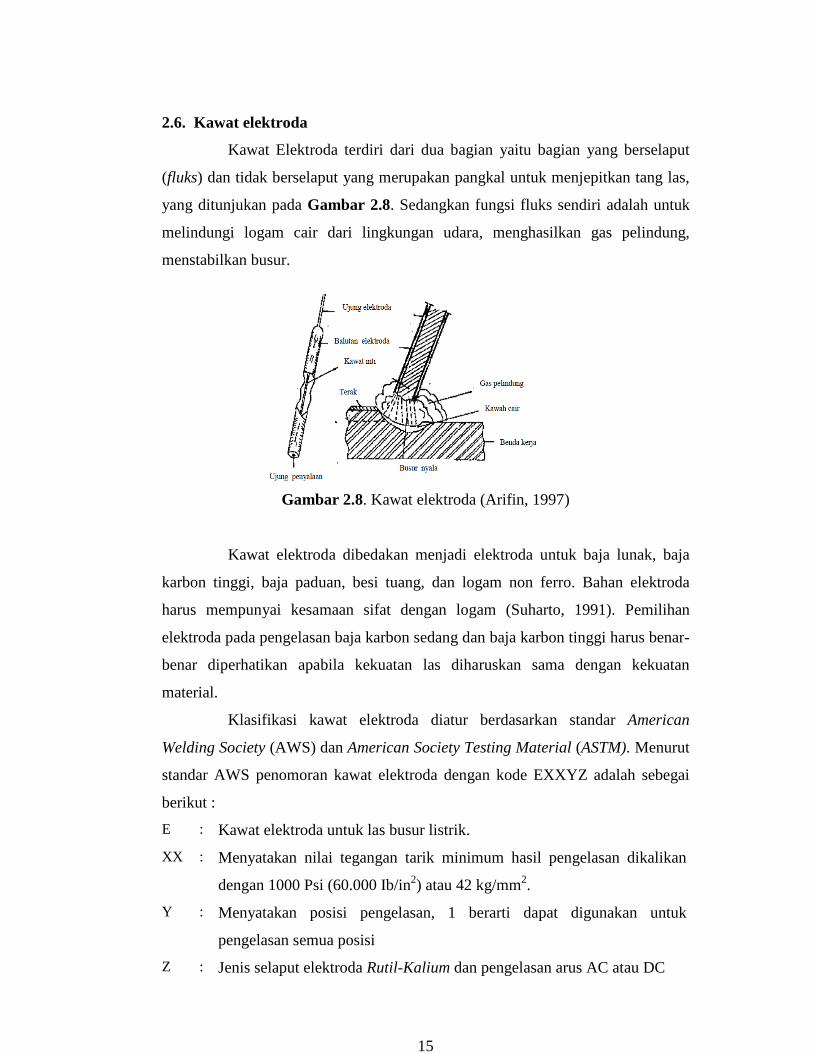
2.6. Kawat elektroda
Kawat Elektroda terdiri dari dua bagian yaitu bagian yang berselaput
(fluks) dan tidak berselaput yang merupakan pangkal untuk menjepitkan tang las,
yang ditunjukan pada Gambar 2.8. Sedangkan fungsi fluks sendiri adalah untuk
melindungi logam cair dari lingkungan udara, menghasilkan gas pelindung,
menstabilkan busur.
Gambar 2.8. Kawat elektroda (Arifin, 1997)
Kawat elektroda dibedakan menjadi elektroda untuk baja lunak, baja
karbon tinggi, baja paduan, besi tuang, dan logam non ferro. Bahan elektroda
harus mempunyai kesamaan sifat dengan logam (Suharto, 1991). Pemilihan
elektroda pada pengelasan baja karbon sedang dan baja karbon tinggi harus benar-
benar diperhatikan apabila kekuatan las diharuskan sama dengan kekuatan
material.
Klasifikasi kawat elektroda diatur berdasarkan standar American
Welding Society (AWS) dan American Society Testing Material (ASTM). Menurut
standar AWS penomoran kawat elektroda dengan kode EXXYZ adalah sebegai
berikut :
E : Kawat elektroda untuk las busur listrik.
XX : Menyatakan nilai tegangan tarik minimum hasil pengelasan dikalikan
dengan 1000 Psi (60.000 Ib/in2) atau 42 kg/mm2.
Y : Menyatakan posisi pengelasan, 1 berarti dapat digunakan untuk
pengelasan semua posisi
Z : Jenis selaput elektroda Rutil-Kalium dan pengelasan arus AC atau DC

16
Untuk spesifikasi kawat elektroda untuk baja karbon berdasarkan jenis
dari lapisan elektroda yang digunakan pada posisi pengelasan dan polaritas
pengelasan yang terdapat Tabel 2.2.
Tabel 2.2 Spesifikasi Elektroda Terbungkus dari Baja Lunak (Wiryosumarto,
2000).
Klasifi
kasi JIS
Jenis
fluks
Posisi
pengelasan Jenis listrik
Sifat mekanik logam las
Kekuatan
tarik
(Kg/mm2)
Kekuatan
luluh
(Kg/mm2)
Perpanj
angan
(%)
Kekuatan
tumbuk
(Kg/mm2)
D4301 imenit F.V.OH.H AC atau DC ≥ 43 ≥ 35 ≥ 22 ≥ 48 (oC)
D4303 Titania
kapur
F.V.OH.H AC atau DC ≥ 43 ≥ 35 ≥ 22 ≥ 28 (oC)
D4311 selulosa
tinggi
F.V.OH.H AC atau DC ≥ 43 ≥ 35 ≥ 22 ≥ 28 (oC)
D4313 Oksida
titan
F.V.OH.H AC atau DC ≥ 43 ≥ 35 ≥ 17
D4316 Hidrogen
rendah
F.V.OH.H AC atau DC ≥ 43 ≥ 35 ≥ 25 ≥ 48 (oC)
D4324 Serbuk besi
titania
F..H.S AC atau DC ≥ 43 ≥ 35 ≥ 17
D430126 Serbuk besi
hidrogen
rendah
F..H.S AC atau DC ≥ 43 ≥ 35 ≥ 25 ≥48 (oC)
D430127 Serbuk besi
oksida
F..H.S AC atau DC ≥ 43 ≥ 35 ≥ 25 ≥ 28 (oC)
D4340 Khusus Semua posisi AC atau DC ≥ 43 ≥ 35 ≥ 22 ≥ 28 (oC)
2.7. Baja Karbon Rendah
Baja karbon rendah adalah baja paduan yang mempunyai kadar karbon
sama dengan baja lunak, tetapi ditambah dengan sedikit unsur-unsur paduan.
Penambahan unsur ini dapat meningkatkan kekuatan baja tanpa mengurangi
keuletannya, untuk spefikasi jenis baja karbon rendah sesuai dengan kadar karbon
ditunjukan pada Tabel 2.3. material ini digunakan untuk kapal, jembatan, roda
kereta api, ketel uap, tangki-tangki dan dalam permesinan.
Baja karbon adalah baja yang mengandung karbon antara 0,1% - 1,7%.
Berdasarkan tingkatan banyaknya kadar karbon, baja digolongkan menjadi tiga
tingkatan :

17
a. Baja karbon rendah yaitu baja yang mengandung karbon kurang dari
0,30%. Baja karbon rendah dalam perdagangan dibuat dalam bentuk pelat,
profil, batangan untuk keperluan tempa, pekerjaan mesin, dan lain-lain.
b. Baja karbon sedang adalah baja yang mengandung karbon antara 0,30% –
0,60 %. Didalam perdagangan biasanya dipakai sebagai alat-alat perkakas,
baut, poros engkol, roda gigi, ragum dan pegas.
c. Baja karbon tinggi ialah baja yang mengandung karbon antara 0,6% –
1,5%. Baja ini biasanya digunakan untuk keperluan alat-alat konstruksi
yang berhubungan dengan panas yang tinggi atau mengalami panas,
misalnya landasan, palu, gergaji, pahat, kikir, bor, bantalan peluru, dan
sebagainya (Amanto,1999).
Pengelasan yang banyak digunakan untuk baja paduan rendah adalah las busur
elektroda terbungkus, las busur rendam dan las MIG (las logam gas mulia).
Tabel 2.3 Spesifikasi baja karbon rendah (Callister, 2007)
2.8. Daerah Pengaruh Panas
Logam akan mengalami pengaruh pemanasan akibat pengelasan dan
mengalami perubahan struktur mikro disekitar daerah lasan. Bentuk struktur
mikro bergantung pada temperatur tertinggi yang dicapai pada pengelasan,
kecepatan pengelasan dan laju pendinginan daerah lasan. Daerah logam yang
mengalami perubahan struktur mikro akibat mengalami pemanasan karena

18
pengelasan disebut daerah pengaruh panas (DPP), atau Heat Affected Zone (HAZ)
yang ditunjukan pada Gambar 2.9.
Gambar 2.9 Daerah pengaruh panas pada sambungan las (Ahmad, 1994)
Keterangan :
1. Logam Las (Weld Metal) adalah daerah dimana terjadi pencairan logam
dan dengan cepat kemudian membeku.
2. Fusion Line Merupakan daerah perbatasan antara daerah yang mengalami
peleburan dan yang tidak melebur. Daerah ini sangat tipis sekali sehingga
dinamakan garis gabungan antara weld metal dan H A Z.
3. H A Z merupakan daerah yang dipengaruhi panas dan juga logam dasar
yang bersebelahan dengan logam las yang selama proses pengelasan
mengalami siklus termal pemanasan dan pendinginan cepat, sehingga
terjadi perubahan struktur akibat pemanasan.
4. Logam Induk (Parent Metal) merupakan logam dasar dimana panas dan
suhu pengelasan tidak menyebabkan terjadinya perubahan struktur dan
sifat.
Daerah HAZ merupakan daerah paling kritis dari sambungan las, karena
selain mengalami perubahan struktur mikro juga mengalami perubahan sifat
mekanik pada daerah itu karena dipengaruhi lamanya pendinginan dan komposisi
kimia logam induk itu sendiri.

19
Pada proses pengelasan terjadi suatu siklus termal las yaitu proses
pemanasan dan pendinginan yang terjadi pada daerah lasan atau dapat dikatakan
proses perubahan panas yang bersifat lokal, tidak seperti proses perubahan panas
pada umumnya. Untuk melihat fenomena proses tersebut dapat dilihat pada grafik
siklus termal las pada Gambar 2.10 sebagai berikut.
Gambar 2.10 Siklus termal las (Wiryosumarto, 2004)
2.9. Diagram Continuous Cooling Transformation (CCT)
Pada proses pengelasan, transformasi austenit menjadi ferit merupakan
tahap yang paling penting karena akan mempengaruhi struktur logam las, hal ini
disebabkan karena sifat-sifat mekanis material ditentukan pada tahap tersebut
(Aljufri, 2008). Faktor-faktor yang mempengaruhi transformasi austenit menjadi
ferit adalah masukan panas, komposisi kimia las, kecepatan pendinginan dan
bentuk sambungan las.
Struktur mikro dari baja pada umumnya tergantung dari kecepatan
pendinginannya dari suhu daerah austenit sampai suhu kamar. Karena perubahan
struktur ini maka dengan sendirinya sifat-sifat mekanik yang dimiliki baja juga
akan berubah. Hubungan antara kecepatan pendinginan dan struktur mikro yang
terbentuk biasanya digambarkan dalam diagram yang menghubungkan waktu,

20
suhu dan transformasi, diagram tersebut dikenal dengan diagram CCT yang bisa
dilihat pada Gambar 2.11.
Gambar 2. 11. Diagram CCT untuk baja ASTM 4340 (Aljufri, 2008)
Dari diagram di atas dapat dilihat bahwa bila kecepatan pendinginan naik
berarti waktu pendinginan dari suhu austenit turun, struktur akhir yang terjadi
berubah campuran ferit-perlit ke campuran ferit-perlit-bainit-martensit, ferit-bainit
martensit, kemudian bainit-martensit dan akhirnya pada kecepatan yang tinggi
sekali struktur akhirnya adalah martensit (Wiryosumarto, 2000).
2.10. Struktur mikro Sambungan Las
Daerah sambungan las terdiri dari tiga bagian yaitu: daerah logam las,
daerah HAZ dan logam induk yang tak terpengaruhi panas seperti ditunjukan pada
Gambar 2.12. Daerah logam las adalah bagian dari logam yang pada waktu
pengelasan mencair dan kemudian membeku.
Komposisi kimia logam las terdiri dari komponen logam induk dan bahan
tambah dari elektroda yang menyebabkan terjadinya struktur yang tidak homogen.
Struktur mikro di logam las dicirikan dengan adanya struktur berbutir panjang
(columnar grains). Struktur ini berawal dari logam induk dan tumbuh ke arah
tengah daerah logam las untuk arah pembekuan yang diperlihatkan pada Gambar
2.13 sebagai berikut.

21
Gambar 2.12. Arah pembekuan dari logam las (Wiryosumarto, 2000)
Penambahan unsur paduan pada logam las menyebabkan struktur mikro
cenderung berbentuk bainit dengan sedikit ferit batas butir, kedua macam struktur
mikro tersebut juga dapat terbentuk, jika ukuran butir austenitnya besar. Waktu
pendinginan yang lama akan meningkatkan ukuran batas butir ferit pada struktur
mikro logam las yang merupakan kombinasi dari struktur mikro yang ditunjukkan
pada Gambar 2.13.
Gambar 2.13. Struktur makro daerah sambungan las (Sonawan, 2004)
Menurut Abson dan Pargeter (1986), struktur mikro dari las biasanya
kombinasi dari struktur mikro terdiri dari :
a. Ferit Batas Butir
Ferit batas butir terbentuk pertama kali pada transformasi γ - α,
biasanya terbentuk sepanjang bats austenit pada suhu 1000°C – 650°C
b. Ferit Widmanstatten
Jika suhunya lebih rendah maka akan terbentuk ferit Widmanstatten.
Ukurannya besar dan pertumbuhannya cepat sehingga akan memenuhi
Pusat elektroda Logam Induk
Garis Lebur
Manik Las

22
permukaan butirnya (Thewlis,1992). Struktur mikro ini terbentuk pada
suhu 750°C – 650°C disepanjang batas butir austenit. Ferit widmanstatten
mempunyai ukuran besar dengan orientasi arah yang hampir sama
sehingga memudahkan terjadinya perambatan retak.
c. Ferit Acicular
Ferit acicular berbentuk intragranular dengan ukuran yang kecil
dan mempunyai orentasi arah yang acak (Dallam dkk, 1985). Jika terjadi
retak hasil las dengan struktur mikro ferit acicular, maka retak tersebut
tidak akan cepat merambat karena orientasi arahnya acak. Karena hal
tersebut maka bentuk struktur mikro ferit acicular mempunyai
ketangguhan paling tinggi dibanding strutur mikro yang lain. Biasannya
ferit aciculat terbentuk sekitar suhu 650°C
d. Bainit
Bainit merupakan ferit yang tumbuh dari batas butir austenit dan
berupa pelat-pelat sejajar dengan Fe3C diantara pelat-pelat tersebut atau
didalam pelat. Bainit mempunyai kekerasan yang lebih tinggi dibanding
ferit, tetapi lebih rendah dari pada martensit.
e. Martensit
Martensit akan terbentuk pada proses pengelasan dengan
pendinginan sangat cepat, mempunyai sifat sangat keras dan getas
sehingga kekuatan tarik dan ketangguhannya rendah.
Pembentukan fasa-fasa terjadi pada proses pendinginan sesuai dengan temperatur
sebagai urutan berikut :
1. Batas butir ferit, terbentuk pertama kali pada transformasi austenit-ferit
biasanya terbentuk sepanjang batas austenit pada suhu 1000-650oC.
2. Ferit Widmanstatten atau ferrite with aligned second phase yang
diperlihatkan pada Gambar 2.14. Struktur mikro ini terbentuk pada suhu
750-650oC di sepanjang batas butir austenite.
3. Ferit acicular, berbentuk intragranular dengan ukuran yang kecil dan
mempunyai orientasi arah yang acak dan terbentuk sekitar suhu 650oC.
4. Bainit, merupakan ferit yang tumbuh dari batas butir austenit dan
terbentuk pada suhu 400-500oC.

23
5. Martensit akan terbentuk, jika proses pengelasan dengan pendinginan
sangat cepat, struktur ini mempunyai sifat sangat keras dan getas.
a) b)
c) d)
e) f)
Gambar 2.14. Foto mikro daerah las a). 800 A, b). 825 A, c). 850 A, d).
875 A, e). 900 A, f). Struktur dengan pembesaran 500
kali AF : ferit acicular, GF : ferit batas butir, WF : ferit
Widmanstatten (Subeki, 2006)
AF
W
GF
WF
AF
GF
50µm
50µm
50µm
50µm
AF
GF
AF
WF
GF
WF
50µm
20µm
AF
GF
A
GF
WF

24
2.11. Pengujian Komposisi Kimia
Uji komposisi merupakan pengujian yang berfungsi untuk mengetahui
seberapa besar atau seberapa banyak jumlah suatu kandungan yang terdapat pada
suatu logam, baik logam ferro maupun logam non ferro. Uji komposisi biasanya
dilakukan ditempat pabrik-pabrik atau perusahaan logam yang jumlah
produksinya besar, ataupun juga terdapat di Instititut pendidikan yang khusus
mempelajari tentang logam.
Proses pengujian komposisi berlangsung dengan pembakaran bahan
menggunakan elektroda dimana terjadi suhu rekristalisasi, dari suhu rekristalisasi
terjadi penguraian unsur yang masing-masing beda warnanya. Penentuan kadar
berdasar sensor perbedaan warna dan proses pembakaran elektroda ini tidak lebih
dari tiga detik. Pengujian komposisi dapat dilakukan untuk menentukan jenis
bahan yang digunakan dengan melihat persentase unsur yang ada.
Untuk mengetahui komposisi logam cair dilakukan inspeksi logam cair.
Alat uji yang digunakan CE meter atau spektrometer. Seperti yang dijelaskan
sebelumnya setelah di ketahui komposisi logam cair dengan pengujian komposisi
dilakukan proses penyesuaian untuk mencapai komposisi yang sesuai dengan
standar. Pada Gambar 2.15 ada tiga bagian utama yaitu:
1. Furnace berisi logam cair yang dilebur dari beberapa raw material
2. Standar material yang menentukan kandungan komposisi masing-masing
unsur yang ditetapkan
3. Proses pengujian komposisi yang menggunakan CE meter dan
Spectrometer
Gambar 2.15 Ilustrasi proses pengujian komposisi kimia (Hendri,2002)

25
2.12. Pengujian Kekerasan
Distribusi harga kekerasan produk lasan diperoleh dengan menguji titik-
titik sepanjang penampang hasil lasan yang tegak lurus dengan arah pengelasan.
Dari penampang itu terdapat tiga daerah berbeda yang masing-masing memiliki
karaktereristik berbeda. Ketiga daerah yang dimaksud dan di uji keras tersebut
adalah daerah logam las, derah pengaruh panas (HAZ) dan logam induk (Hery,
2003). Semua daerah itu hanya berjarak 1-2 mm untuk diuji kekerasan pada
daerah sambungan las.
Terdapat tiga jenis umum mengenai ukuran kekerasan yang tergantung
pada cara melakukan pengujian. Ketiga jenis tersebut adalah kekerasan goresan,
kerasan lekukan dan kekerasan pantulan (rewbound hardness). Akan tetapi
pengujian yang sering dilakukan adalah pengujian penekanan. Pada pengujian
penekanan terdapat beberapa alat uji yang dapat digunakan, antara lain alat uji
Brinell, Vickers, Rockwell dan microhardness.
a. Uji kekerasan Brinell
Pengujian kekerasan Brinell merupakan pengujian standard
secara industri, tetapi karena penekannya memakai bola baja yang
diperkeras (hardened steel ball) dengan beban dan waktu indentasi
tertentu, sebagaimana penekanan bola baja ditunjukkan oleh Gambar
2.16. Hasil penekanan adalah jejak berbentuk lingkaran bulat, yang harus
dihitung diameternya di bawah mikroskop khusus pengukur jejak. Contoh
pengukuran hasil penjejakan diberikan oleh Gambar 2.17. Sedangkan
pengukuran nilai kekerasan suatu material hitung menggunakan rumus
sebagai berikut:
BHN = ��
�������√��� (2.5)
dimana P : Beban (kg)
D : Diameter indentor (mm)
d : Diameter jejak (mm)

26
Gambar 2.16. Ilustrasi indentasi metode Brinell (Akhmad, 2009)
Walaupun demikian pengaturan beban dan waktu indentasi untuk
setiap material dapat pula ditentukan oleh karakteristik alat penguji. Nilai
kekerasan suatu material yang dinotasikan dengan ‘HB’ tanpa tambahan
angka di belakangnya menyatakan kondisi pengujian standar dengan
indentor bola baja 10 mm, beban 3000 kg selama waktu 1—15 detik.
Untuk kondisi yang lain, nilai kekerasan HB diikuti angka-angka yang
menyatakan kondisi pengujian. Contoh: 75 HB 10/500/30 menyatakan
nilai kekerasan Brinell sebesar 75 dihasilkan oleh suatu pengujian dengan
indentor 10 mm, pembebanan 500 kg selama 30 detik.
Gambar 2.17. Hasil indentasi Brinellberupa jejak berbentuk lingkaran
dengan ukuran diameter dalam skala mm. (Akhmad,
2009)
b. Metode Rockwell
Metode Rockwell Berbeda dengan metode Brinell dan Vickers
dimana kekerasan suatu bahan dinilai dari diameter atau diagonal jejak
yang dihasilkan maka metode Rockwell merupakan uji kekerasan dengan
pembacaan langsung (direct-reading). Metode ini banyak dipakai dalam

27
industri karena pertimbangan praktis. Variasi dalam beban dan indetor
yang digunakan membuat metode ini memiliki banyak macamnya.
Metode yang paling umum dipakai adalah Rockwell B dengan
referensi ASTM E 18 memakai indentor bola baja berdiameter 1/6 inci dan
beban 100 kg dan Rockwell C memakai indentor intan dengan beban 150
kg. Sedangkan untuk bahan lunak menggunakan penetrator yang
digunakan adalah bola Baja (Ball) yang kemudian dikenal dengan skala B
dan untuk bahan yang keras penetrator yang digunakan adalah kerucut
intan (Cone) dengan sudut pncak 1200, yang bisa dilihat pada Gambar
2.18 kemudian dikenal dengan skala C.
Gambar 2.18. Identer kerucut pada ujung diamon (ASM Vol.8, 2008)
Walaupun demikian metode Rockwell lainnya juga biasa dipakai.
Oleh karenanya skala kekerasan Rockwell suatu material harus
dispesifikasikan dengan jelas. Contohnya 82 HRB, yang menyatakan
material diukur dengan skala B. Indentor 1/6 inci dan beban 100 kg.
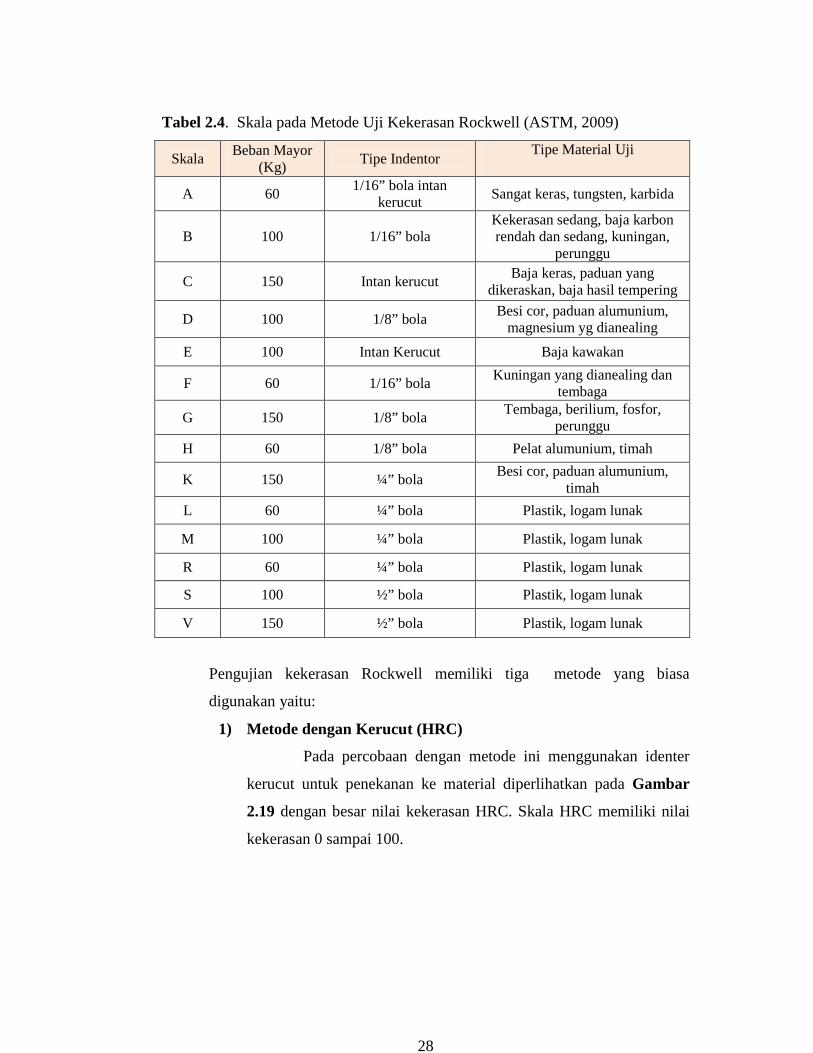
Berikut ini diberikan Tabel 2.4 yang memperlihatkan perbedaan skala dan
range uji dalam skala Rockwell.
Dalam pengujian kekerasan Rockwell perlu memperhatikan nilai
minimum ketebalan material pengujian. nilai ketebalan minimum material
pengujian mengikuti rasio 1:10 tetapi ini berdasarkan akumulasi data
pengujian untuk berbagai macam ketebalan pada baja karbon rendah,
tinggi dan baja temper.
28
Tabel 2.4. Skala pada Metode Uji Kekerasan Rockwell (ASTM, 2009)
Skala Beban Mayor (Kg) Tipe Indentor
Tipe Material Uji
A 60 1/16” bola intan kerucut Sangat keras, tungsten, karbida
B 100 1/16” bola Kekerasan sedang, baja karbon rendah dan sedang, kuningan,
perunggu
C 150 Intan kerucut Baja keras, paduan yang dikeraskan, baja hasil tempering
D 100 1/8” bola Besi cor, paduan alumunium, magnesium yg dianealing
E 100 Intan Kerucut Baja kawakan
F 60 1/16” bola Kuningan yang dianealing dan tembaga
G 150 1/8” bola Tembaga, berilium, fosfor, perunggu
H 60 1/8” bola Pelat alumunium, timah
K 150 ¼” bola Besi cor, paduan alumunium, timah
L 60 ¼” bola Plastik, logam lunak
M 100 ¼” bola Plastik, logam lunak
R 60 ¼” bola Plastik, logam lunak
S 100 ½” bola Plastik, logam lunak
V 150 ½” bola Plastik, logam lunak
Pengujian kekerasan Rockwell memiliki tiga metode yang biasa
digunakan yaitu:
1) Metode dengan Kerucut (HRC)
Pada percobaan dengan metode ini menggunakan identer
kerucut untuk penekanan ke material diperlihatkan pada Gambar
2.19 dengan besar nilai kekerasan HRC. Skala HRC memiliki nilai
kekerasan 0 sampai 100.

29
Gambar 2.19. Ilustrasi uji kekerasan Rockwell (ASTM, 2009)
Namun pengujian untuk material tersebut dapat dilakukan
dengan menggunakan mesin khusus yang memiliki kapasitas beban
1-30 kg. Metode ini hanya cocok untuk bahan-bahan dengan susunan
yang homogen. Gambar 2.20 menunjukan bagan pengujian
Rockwell Cone atau HRC:
Gambar 2.20. Bagan Pengujian HRC
2) Metode dengan Peluru (HRB)
Metode ini pada dasarnya sama dengan metode kerucut.
Hanya saja metode ini menggunakan penetrator sebuah peluru.
Berikut ini adalah bagan pengujian Rockwell Ball atau HRB yang
dilustrasikan pada Gambar 2.21 sebagai berikut:

30
Gambar 2.21. Bagan Pengujian HRB
3) Metode Rockwell Superficial
Perbedaannya dengan Rockwell biasa adalah dalam beban
minor dan beban mayor. Pada Rockwell Superficial, beban minor
adalah 3 kg, sedangkan beban mayor adalah 15, 30 dan 45 kg untuk
mengetahui besarnya beban dan dan jenis identor bisa dilihat pada
Tabel 2.5.
Tabel 2.5. Skala Superficial Rockwell (ASTM, 2009)
Simbol Identor Besar beban (Kg)
15 N Diamond 15 30 N Diamond 30 45 N Diamond 45 15 T 1/16 in ball 15 30 T 1/16 1n ball 30 45 T 1/16 in ball 45 15 W 1/8 in ball 15 30 W 1/8 in ball 30 45 W 1/18 in ball 45
c. Metode Vickers
Banyak masalah metalurgi yang membutuhkan penentuan
kekerasan pada permukaan yang sangat kecil misalnya penentuan
kekerasan pada permukaan terkarburasi, daerah sambungan, daerah difusi
dua material yang berbeda dan penentuan kekerasan pada part jam tangan.
Untuk pengujian spesimen-spesimen sangat kecil ini, mengunakan uji

31
Vickers dan untuk prosedur pengujian menggunakan referensi ASTM E
384
Pada metode ini, digunakan indentor intan berbentuk piramida
dengan sudut 136o, seperti diperlihatkan oleh Gambar 2.22. Prinsip
pengujian adalah sama dengan metode Brinell, walaupun jejak yang
dihasilkan berbentuk bujur sangkar berdiagonal. Panjang diagonal diukur
dengan skala pada mikroskop pengujur jejak. Untuk menghitung nilai
kekerasan suatu material menggunakan rumus sebagai berikut:
VHN = �. �� �
(2.6)
Dimana P = Besar beban (kg)
d = Rata-rata diameter pijakan identer d1 dan d2 (mm)
Gambar 2.22 Indentasi dengan metode Vickers (Akhmad, 2009)
2.13. Pengujian Tarik
Proses pengujian tarik bertujuan untuk mengetahui kekuatan tarik benda
uji. Pengujian tarik untuk kekuatan tarik daerah las dimaksudkan untuk
mengetahui apakan kekuatan las mempunyai nilai yang sama, lebih rendah atau
lebih tinggi dari kelompok raw materials. Pengujian tarik untuk kualitas kekuatan
tarik dimaksudkan untuk mengetahui berapa nilai kekuatannya dan dimanakah
letak putusnya suatu sambungan las.
32
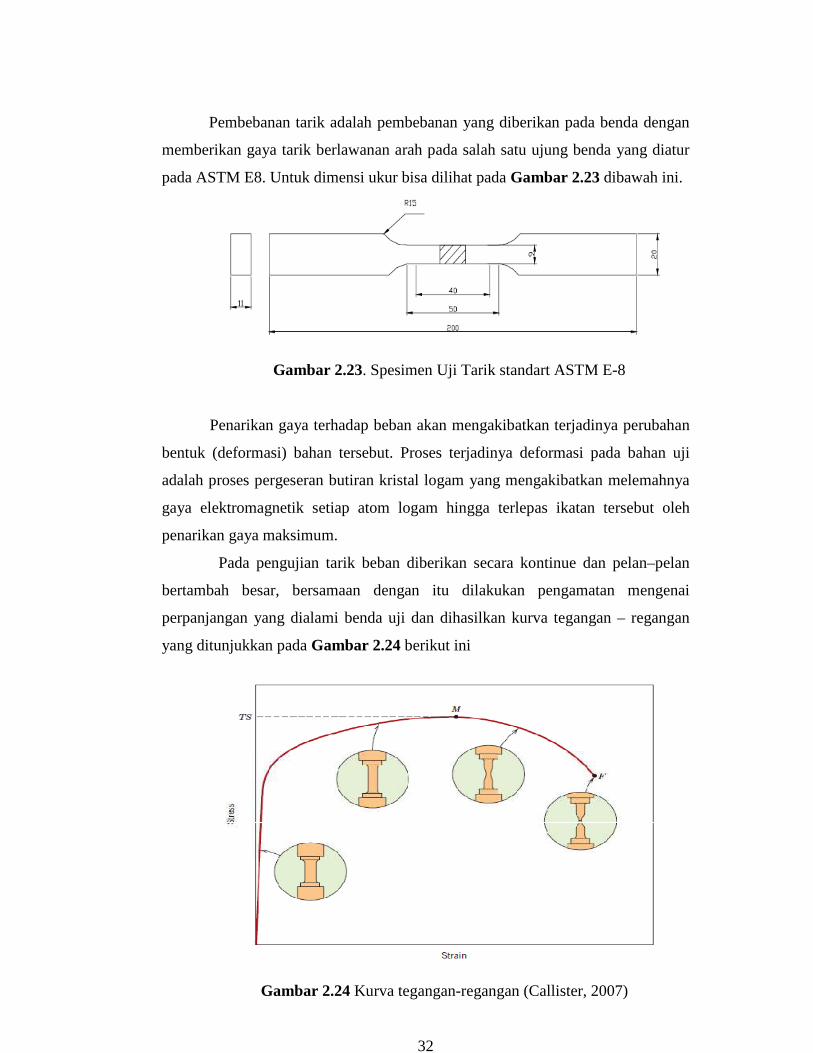
Pembebanan tarik adalah pembebanan yang diberikan pada benda dengan
memberikan gaya tarik berlawanan arah pada salah satu ujung benda yang diatur
pada ASTM E8. Untuk dimensi ukur bisa dilihat pada Gambar 2.23 dibawah ini.
Gambar 2.23. Spesimen Uji Tarik standart ASTM E-8
Penarikan gaya terhadap beban akan mengakibatkan terjadinya perubahan
bentuk (deformasi) bahan tersebut. Proses terjadinya deformasi pada bahan uji
adalah proses pergeseran butiran kristal logam yang mengakibatkan melemahnya
gaya elektromagnetik setiap atom logam hingga terlepas ikatan tersebut oleh
penarikan gaya maksimum.
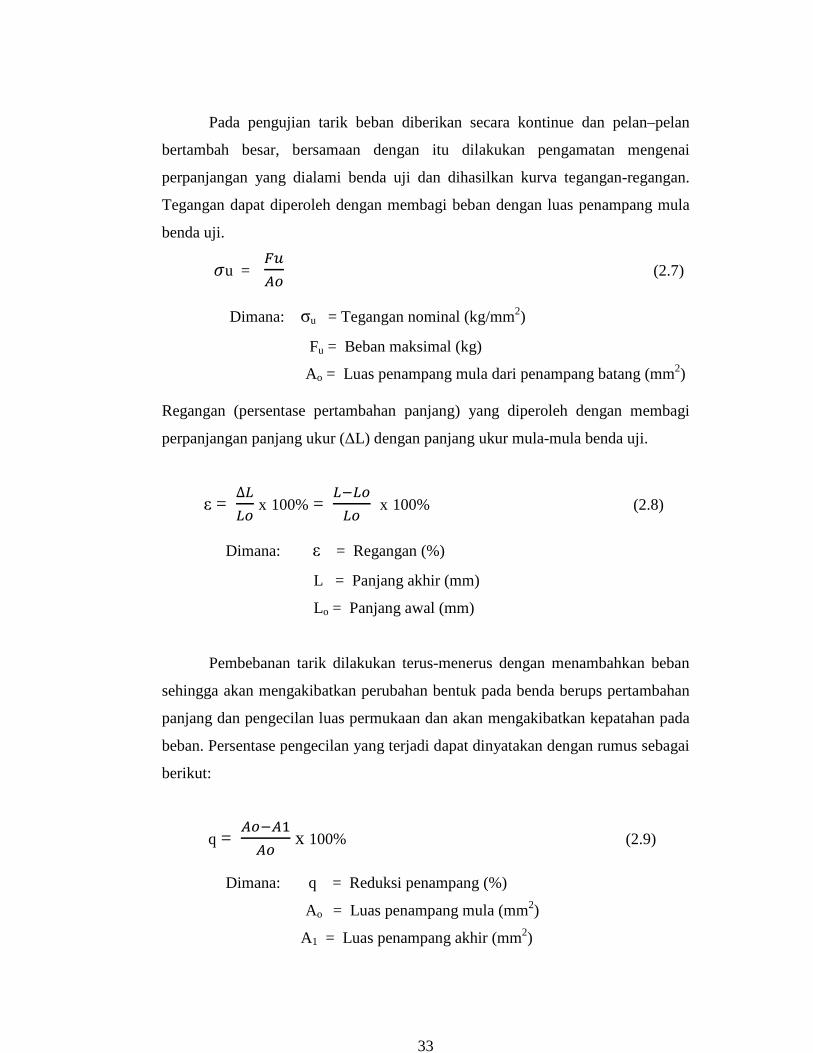
Pada pengujian tarik beban diberikan secara kontinue dan pelan–pelan
bertambah besar, bersamaan dengan itu dilakukan pengamatan mengenai
perpanjangan yang dialami benda uji dan dihasilkan kurva tegangan – regangan
yang ditunjukkan pada Gambar 2.24 berikut ini
Gambar 2.24 Kurva tegangan-regangan (Callister, 2007)
33
Pada pengujian tarik beban diberikan secara kontinue dan pelan–pelan
bertambah besar, bersamaan dengan itu dilakukan pengamatan mengenai
perpanjangan yang dialami benda uji dan dihasilkan kurva tegangan-regangan.
Tegangan dapat diperoleh dengan membagi beban dengan luas penampang mula
benda uji.
�u = ��
�� (2.7)
Dimana: σu = Tegangan nominal (kg/mm2)
Fu = Beban maksimal (kg)
Ao = Luas penampang mula dari penampang batang (mm2)
Regangan (persentase pertambahan panjang) yang diperoleh dengan membagi
perpanjangan panjang ukur (∆L) dengan panjang ukur mula-mula benda uji.
ε = ∆�
�� x 100% =
����
�� x 100% (2.8)
Dimana: ε = Regangan (%)
L = Panjang akhir (mm)
Lo = Panjang awal (mm)
Pembebanan tarik dilakukan terus-menerus dengan menambahkan beban
sehingga akan mengakibatkan perubahan bentuk pada benda berups pertambahan
panjang dan pengecilan luas permukaan dan akan mengakibatkan kepatahan pada
beban. Persentase pengecilan yang terjadi dapat dinyatakan dengan rumus sebagai
berikut:
q = �����
�� x 100% (2.9)
Dimana: q = Reduksi penampang (%)
Ao = Luas penampang mula (mm2)
A1 = Luas penampang akhir (mm2)

34
Sampel hasil pengujian tarik dapat menunjukkan beberapa tampilan perpatahan
diilustrasikan pada Gambar 2.25 sesuai dengan tingkat keuletanya.
Gambar 2.25 Ilustrasi penampang samping bentuk perpatahan benda uji
tarik sesuai dengan tingkat keuletan/kegetasan (Akhmad,
2009)
Perpatahan ulet memberikan karakteristk berserabut (fibrous) dan gelap
(dull), sementara perpatahan getas ditandai dengan permukaan patahan yang
berbutir (granular) dan terang. Perpatahan ulet umumnya lebih disukai karena
bahan ulet umumnya lebih tangguh dan memberikan peringatan lebih dahulu
sebelum terjadinya kerusakan, ini juga terjadi pada sambungan las.
Related Documents











